19
j :л
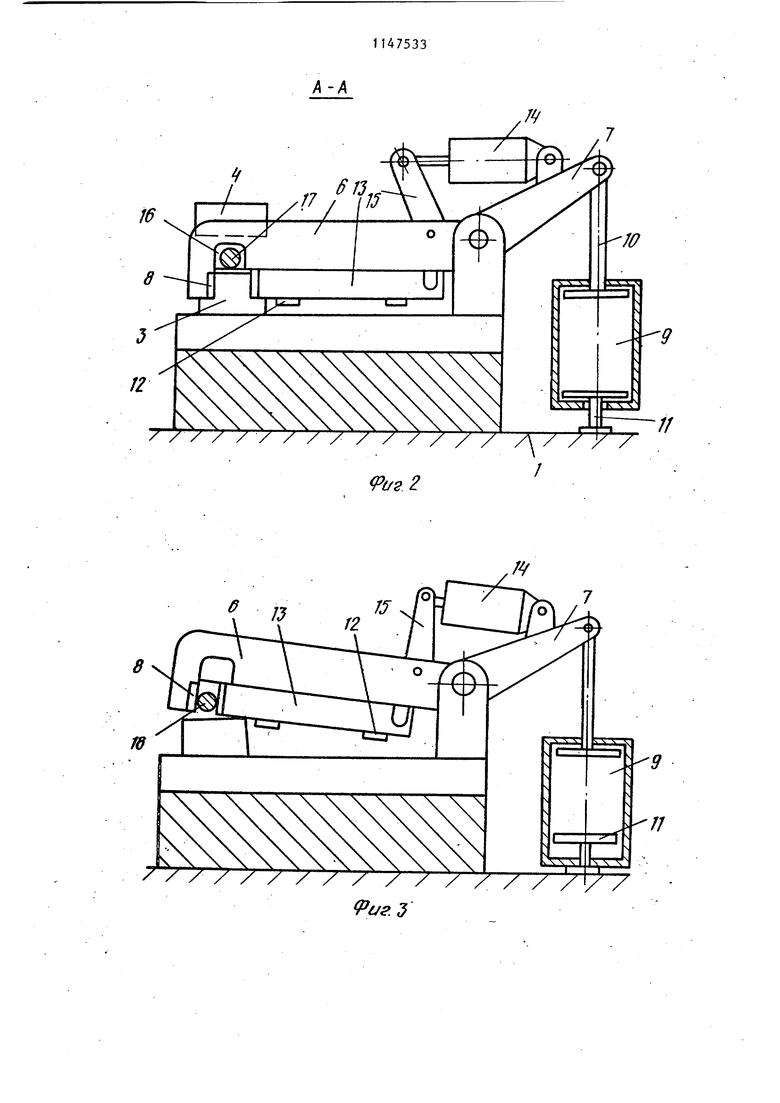
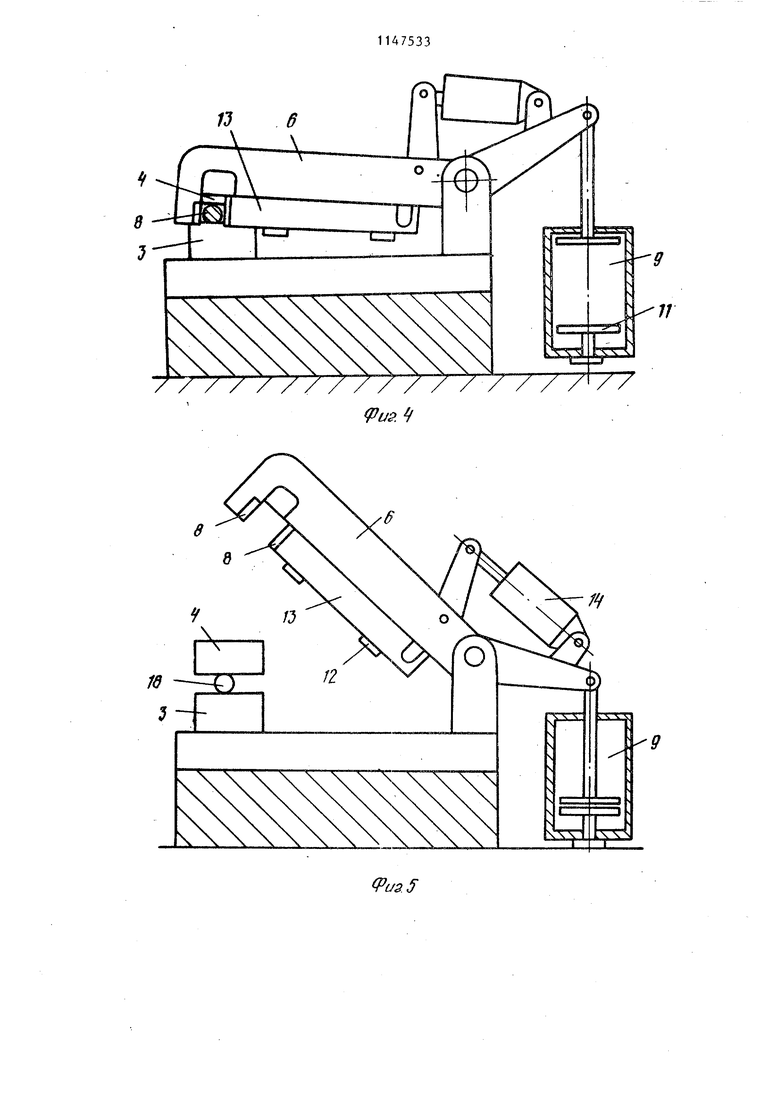
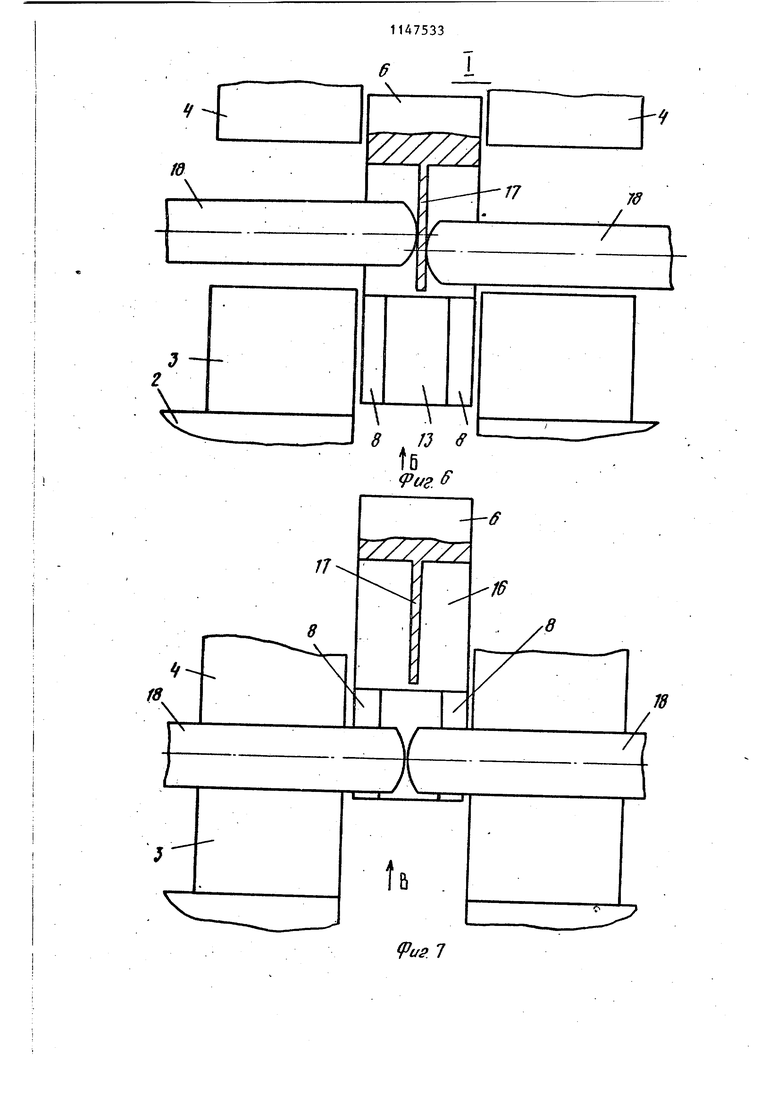
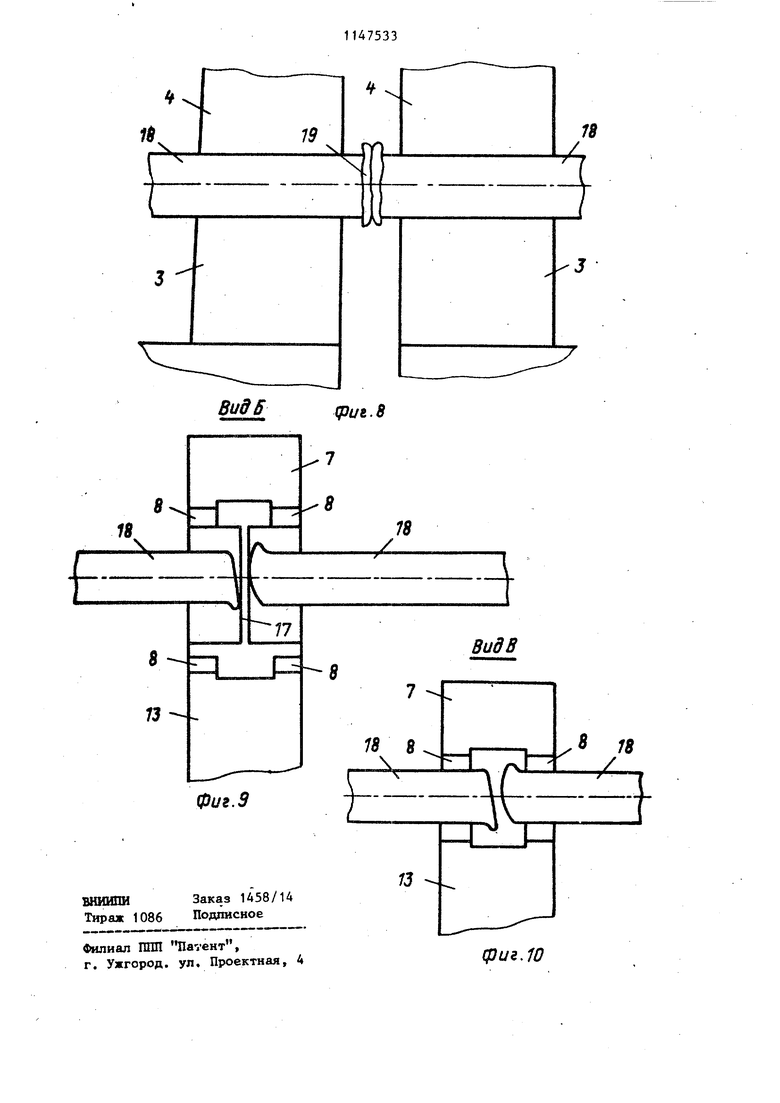
: :с Изобретение относится к оборудован для контактной сварки, в частности дл ; стыковой сварки способом оплавления. Цель изобретения - расширение технологических возможностей путем обеспечения сварки стержней. Поставленная цель достигается тем, что предлагаемое устройство обеспечивает соосное фиксирование стержней непосредственно в зоне сварки, захватывая стержни за кон цевые участки, что позволяет сваривать гибкие стержни, На фиг.1 показано устройство, общий вид,- на фиг.2 - сечение А-А на фиг.1 на фиг.З - момент зажатия стержня в зажимных губках; ка фиг.4 - то же, в прижимных злектродах на фиг.5 -то же, при поднятой Г-образной планке на - узел на фиг.1 на то же, при соосном положении свариваемых стержней, на фиг.8 - то же, после окончания сварки стыка; на фиг„9 вид Б на фиг, 6, на фиг, 10 - вид В на фиг.7. Устройство состоит из станины 1 с закрепленным на ней корпусом 2j на котором закреплены неподвижные электроды 3 и прижимные электроды при этом электроды 3 связаны с трансформатором-5 На корпусе стан ны смонтирован центрирующий механизм, выполненный в виде Г образной планки 6, размещенной между прижимными электродами 4 и оснащенной рычагом 7 и зажимными губками 8. Г-образная планка имеет привод ее подъема, вьшолненньш в виде двух поршневого цилиндра, шток 10 одного из его поршней связан с рычагом 1 образующим с ним систему рычагов а шток 11 второго поршня свободно опирается на станину. На Г-образно планке имеются направляющие 12 с установленной на них приводной прижимной планкой 13, также оснащенной зажимными губками 8, и привод 14, который посредством толкателя 15 связан с прижимной планкой 13. В Г-образной планке 6 выполнен паз 16,, в котором жестко закреплен установочный нож 17 (фиг,1,6,7 и 9), при этом паз выполнен в зоне крепления зажимной трубки 8 перпендикулярно ее рабочей поверхности. . В исходном положении прижимные электроды 4 подняты (фиг.1,2 и 6), а Г-образная планка 6 опущена в положение при котором установочный |нож 17 размещается науровне прост|ранства ме/вду электродами 3 и 4. Затем стыки стержней 18 доводят до ус;гаковочного ножа. После этого шток 11 вводят в привод 9, в результате чего зажимные губки 8 (фиг.З) располагаются на уровне стержней 18., Затем путем включения привода 14 перемещают планку 13, которая губками 8 зажимает стержни, фиксируя . их соосно в вертикальной плоскости. После этого посредством прижимных электродов 4 стержни 18 прижимают к электродам 3 j фиксируя их соосно в горизонтальной плоскости, при этом шток 11 несколько поднимется над станиной 1 (фиг.4), что позволяет стержням без усилия смещаться вниз для прижатия их к электродам 3. После соосного закрепления стержней от них отводят планку 13 ипутем ввода штока 10 в привод 9 (фиг..5) Г образную планку выводят за предель- электродов 4. Затем включают трансформатор 5 и путем сближения стыков стержней (фиг.8) про- , изводят их оплавление и сварку стыка 19, Затем поднимают электроды 4 и сваренные стержни удаляют, а на их место устанавливают следующие и процесс повторяют.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ОСТРЯКОВ И РЕЛЬСОВ | 2021 |
|
RU2766092C1 |
| СПОСОБ И УСТРОЙСТВО КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2009 |
|
RU2391189C1 |
| СПОСОБ И УСТРОЙСТВО КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2009 |
|
RU2391188C1 |
| Зажимное устройство машины для контактной стыковой сварки | 1988 |
|
SU1655707A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1970 |
|
SU263775A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 2015 |
|
RU2634970C2 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1971 |
|
SU308837A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС | 2003 |
|
RU2246386C1 |
| Машина для контактной стыковой сварки | 1979 |
|
SU872110A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРОВКИ КОНЦОВ ПОЛОС И УСТАНОВКИ ЗАЗОРА МЕЖДУ НИМИ ПЕРЕД СВАРКОЙ СТЫКОВОГО ШВА | 1969 |
|
SU253271A1 |
УСТРОЙСТВО ДЛЯ СТЫКОВОЙ СВАРКИ, содержащее станину, прижимные электроды, установочный нож и центрирующий механизм, вьтолненньй в виде Г-обраэной и приводной пркгжимной планок с зажимными губками. отличающееся тем, что, с целью расширения технологических возможностей путем обеспечения сварки стержней, Г-образная планка центрирующего механизма шарнирно установлена на станине между прижимными электродами, прижимная планка с приводом ее перемещенияустановлена на Г-образной гшанке, установочньй нож жестко закреплен на Г-образной планке в пазу, выполненном в зоне крепления зажимной губки перпендикулярно ее рабочей поверхности. Г-образная пларка снабжена приводом ее подъема, выполненным в виде двухпоршневого (Л цилиндра, шток одного из поршней которого установлен с возможностью свободного опирания на станину,шток второго через систему рычагов связан с Г-образной планкой.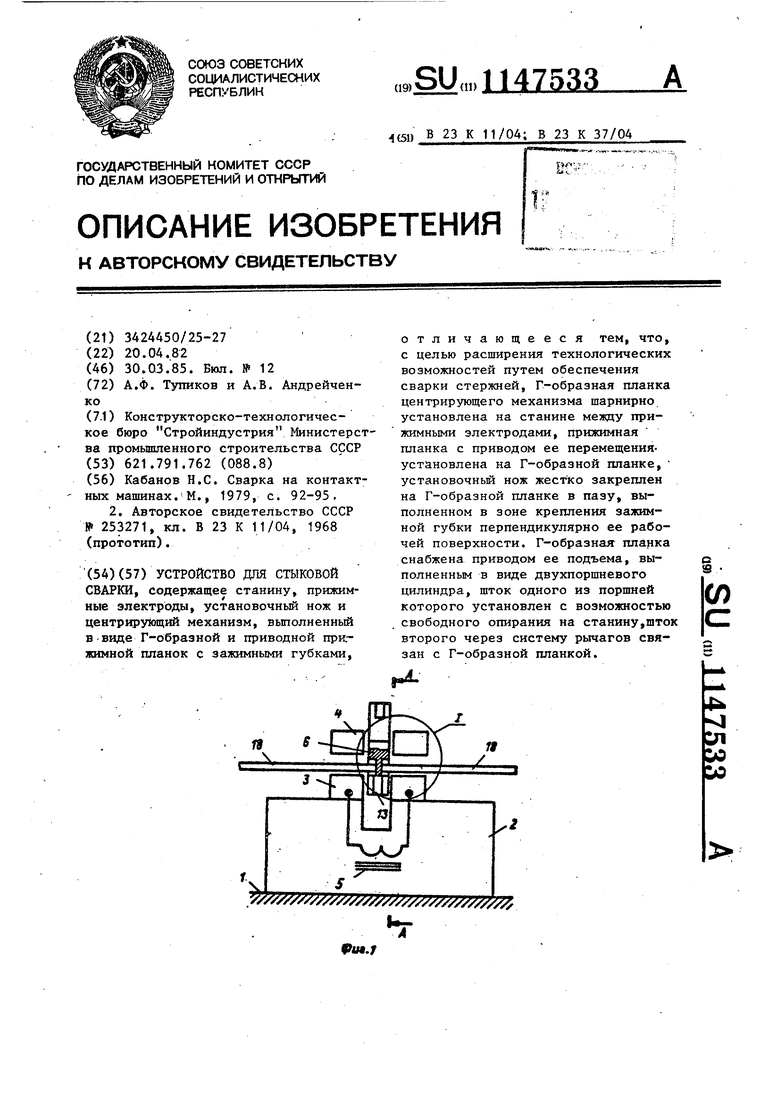
///////
/ / /
/////// Ш.
fP(J3j
6
fd
Г7
7d
/
8 /} ff
to
е/г.
игЛ
1
19
X.
78
/
| Кабанов Н.С | |||
| Сварка на контактных машинах.М., 1979, с | |||
| Автоматический огнетушитель | 0 |
|
SU92A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРОВКИ КОНЦОВ ПОЛОС И УСТАНОВКИ ЗАЗОРА МЕЖДУ НИМИ ПЕРЕД СВАРКОЙ СТЫКОВОГО ШВА | 0 |
|
SU253271A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
