Устройство относится к области сварки для создания устройств, дающих возмол ность получать бесконечную полосу для производства спиральношовных труб.
Известны устройства для центровки полос и установки зазора меледу ними, содержащие станину, центрирующий механизм, механизм зажима концов полос и установочный нож.
Эти устройства дают возможность получать бесконечную полосу. Установочный нож этих устройств имеет форму прямоугольника в поперечном сечении, а механизм центрадии выполнен в виде двух самостоятельно действующих элементов, не имеющих общей базы. Это не обеспечивает заданный зазор между концами ПОЛОС по всей их ширине, ввиду неправильного реза концов полосы на ножницах, и обеспечить точную центровку концов нолос, что ведет к получению некачественного сварного шва.
Цель настоящего изобретения - получение заданного зазора между концами свариваемых ПОЛОС и точной центровки концов полос.
Это достигается тем, что установочный нож выполнен в форме ромба в поперечном сечении, а механизм центрации выполнен в виде трех фигурных планок с самостоятельными приводами, установленных на станине с возможностью поперечного перемещения. Две крайние планки расположены по обе стороны
от зоны сварки и воздействуют на кромки соответствующих концов ПОЛОС, & средняя планка расположена в зоне сварки и воздействует одновременно на противоположные кромки обеих ПОЛОС, причем эта планка выполнена откидывающейся.
Такое выполнение установочного ножа и центрирующего механизма дает возможность повысить качество свариваемой полосы
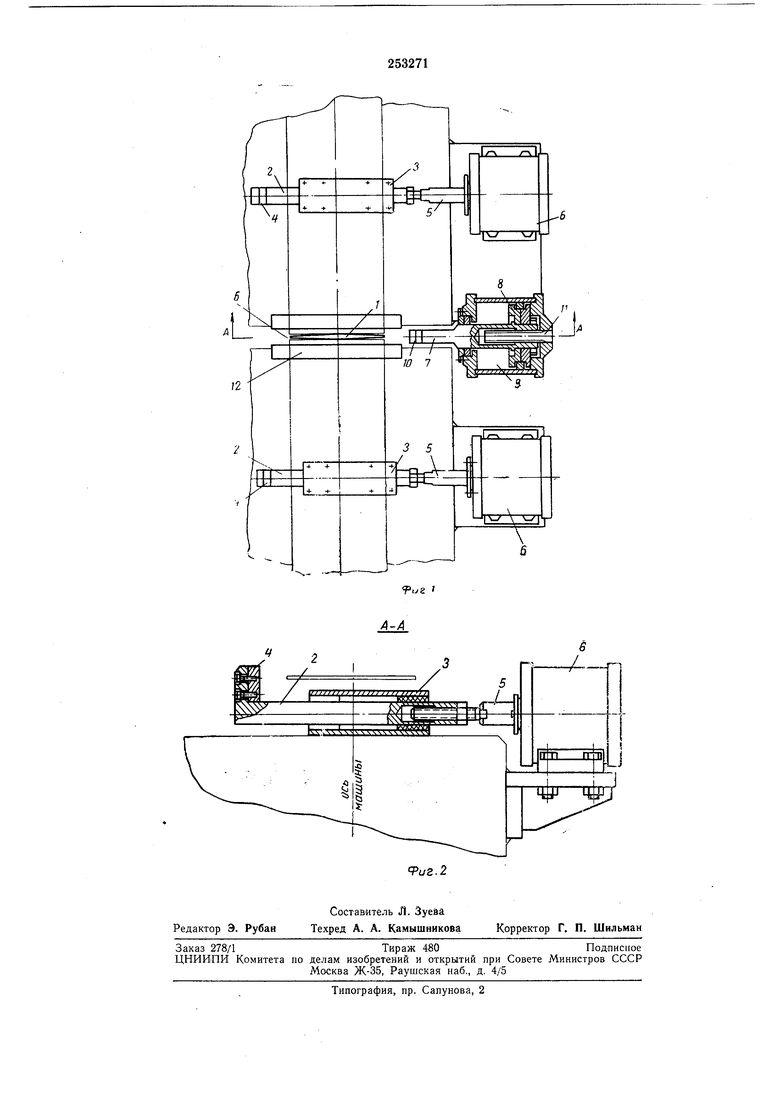
На фиг. 1 изображено предлагаемое устройство в плане; на фиг. 2 - разрез по А-А на фиг. 1.
Устройство содержит установочный нож /,
с имеющий в поперечном сечении форму ромба,
нож расположен в зоне сварки и вводится в
зону с помощью приводного механизма (на
фиг. не показан).
Фигурные (Г-образные) планки 5 имеют прямоугольное сечение и перемещаются в опорах 3, которые укреплены на станине устройства по обе стороны зоны сварки. На одном конце планок 2 крепятся сменные пластины , соприкасающиеся с кромками полос. Другие концы планок при помощи резьбового
5 соединения закреплены со щтоками 5 пневмоцилиндров 6, которые укреплены на станине устройства. Третья фигурная планка 7 расположена в зоне сварки, выполнена в виде штока и жестко соединена с поршнем 8 пневмоцилиндра 5. На одном конце планки 7 крепится сменная пластина 10, служащая упором одновременно для обоих концов полос. Противоположный конец планки выполнен круглым и полым, имеет возможность перемещаться по щлицевому валу 11, жестко соединенному с задней крыщкой пневмоцилиндра 9. Пневмоцилиндр также укреплен на станине устройства и может откидаваться. Шлицевое соединение служит для предупреждения проворачивания планки 7. Работа всех урех пневмоцилиндров осуществляется с общего пульта управления. После центровки концы полос закрепляют прижимами 12.
Устройство работает следующим образом. После окончания смотки предыдущей полосы, в зону Б сварки стыкосварочпой мащины с помощью привода вводится установочный нож /, после чего свариваемые концы предыдущей и последующей полос подаются между прижимами 12 до ножа /, причем благодаря ромбической форме калибра зазор обеспечивается оптимальным между концами полос даже при косом резе полос, а это положительно сказывается на качестве стыкового сварного шва.
После установки зазора между полосами по ножу / концы полос центрируют, для чего включают пневмоцилиндры 6, через щтоки 5 приводят в движение фигурные планки 2, имеющие на концах сменные пластины 4, которые, перемещаясь в направляющих опорах в сторону цилиндров, фиксируют боковые кромки каждого конца полос на расстоянии от продольной оси устройства, равном ноловине щирины полосы. Затем включают пневмоцилиндр 5; вследствие того, что его порщень 8 имеет свободный ход, зависящий от щирины полосы, фигурная планка - щток 7 с укрепленной сменной пластиной 10, смещает одновременно об-а конца полос в сторону фигурных планок 2 до упора.
Усилие прижатия полос к пластинам 4 цилиндра 9 не превышает усилия, развиваемого пневмоцилиндрами 6, причем порщень пневмоцилиндра полностью свой ход ие выбирает. Шлицевое соединение вала 11 со щтоком служит для предупреждения проворачивания планки 7. Пластины 4 тл 10 выполнены сменными с целью их замены при износе.
Полосы после установки и центровки их концов зажимают прижимами 12, после чего нож 1 выводят из пространства зоны сварки, а фигурные планки 2 и 7 убирают, т. е. во: вращают в исходное пололсение и осуществляют сварку стыка, после чего цикл операций повторяется. Все операции установки, центровки, прижима и сварки полос осуществляются с единого пульта управления.
Поскольку фигурные планки 2 имеют регулировку по длине за счет резьбового соединения со щтоком 5, а планка 7 ппевмоцилиндра 9 имеет свободный ход, зависимый от щирнны полосы, центрователь может работать с
полосой различной щирины.
Предмет изобретения
Устройство для центровки концов полос и
установки зазора между ними перед сваркой стыкового щва, содержащее станину, центрирующий механизм, механизм зажима концов полос и установочный нож, отличающееся тем, что, с целью повыщения качества сварки путем повышения точности соблюдения заданного зазора между свариваемыми концами полос и повышения точности совмещения их боковых кромок, нож имеет в поперечном сечении форму ромба, а центрирующий механизм выполнен в виде трех фигурных планок с самостоятельными приводами, установленных с возможностью перемещения в поперечном направлении, при этом две крайние планки расположены по обе стороны
от зоны сварки для воздействия на кромки концов полос, а средняя планка расположена в зоне сварки для одновременного воздействия на противоположные кромки обеих полос и выполнена откидывающейся.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДГОТОВКИ КОНЦОВ ПОЛОС К КОНТАКТНОЙ СТЫКОВОЙ СВАРКЕ | 2011 |
|
RU2450900C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС | 2011 |
|
RU2450899C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1971 |
|
SU308837A1 |
| Машина для сборки и сварки сотовых заполнителей | 1981 |
|
SU1011352A1 |
| УСТРОЙСТВО для СБОРКИ под СВАРКУ БАЛОК ТАВРОВОГО СЕЧЕНИЯ | 1971 |
|
SU305033A1 |
| Устройство для сварки пространственных арматурных каркасов | 1972 |
|
SU472768A1 |
| СПОСОБ И УСТРОЙСТВО ДУГОВОЙ СВАРКИ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2009 |
|
RU2391195C1 |
| МАШИНА ДЛЯ СБОРКИ И СВАРКИ ПОЛОС | 2011 |
|
RU2463146C1 |
| Способ резки и сварки встык тонких полос и устройство для его осуществления | 1985 |
|
SU1284764A1 |
| Полуавтомат для сборки секаторов | 1982 |
|
SU1144830A1 |
гЮ 7
Рп
3 5
tl
