1 Ч
сл
4i)k Изобретение относится к сварке, в частности.к способам определения оптимальных режимов сварки и термообработки сваривавших материалов, и может быть использовано для сравнительной оценки режимов обработки свариваемых материалов, предназначенных для изготовления сварных конструкций в различных отраслях. Известен способ определения свариваемости металлов и сплавов по структурной и химической неоднородности, заключающийся в том, что получают дифференцированные по участкам сварного соединения электр химические характеристики во взаимо связи с параметрами термического цикла и физ1Ь1ко-механическими свойст .вами металла,по полученным кривым судят о структурной и.химической неоднородности, а следовательно, и о свойствах сварного соединенид JDQ. Однако известный способ позволяе получить данные только о расстоянии структуры зоны, термического влияния при определенных режимах сварки и не позволяет определить, какими режимами термообработки до или после Ъварки можно улучшить структуру слабых участков. , В сварных конструкциях часто име но металлургическая,свариваемость, характеризующая физико- химкческие. изменения в металле, возникающие в процесс сварки,оказывает значительное влияние на прочность сварных конструкций, OT33eTcTBejHHa( за наличие Трещин, образующихся в результате напряжений, возникающих в металле OKpjriomoBaoft зоны. Повысить показатель сваривае-мости можно путём расширения диапазона и уточнения режимов сварки для различных металлов. Что может быть достигнуто предварительной или последующей термообработкой .сварива емого металла. Вопрос о выборе наиболее оптимальный; релдамов термо;Обработки свариваемых койструкций достатрчйо актуален. Известен способ испытания материалов на свариваемость, заклйчающи ся в том, что на пластину наплавляю валиковый шов,затем на противоположйой стороне пластиныv параллельн первому валику наносят второй со см щением от продольной оси, а образец дйя испытаний вырезают из зоны межд Граиицаьми оплавления валиков. Вы ре:занныя ПЛОСКИЙ образец при малом межойевом ра,сстоянии имеет однородную структуру околощовной зоны, а если смещение между рсями значительйое, то в середине между валика ми можно получить набор разнородных структур, изменя1 зщихс по мере уда ления от зоны расплйвленного металл : /: ; :.;.,. -: .. . Однако данный способ не позволяет пров4сти анализ последовательного влияния одного сварного шва на друг гой, определить оптимальный режим предварительной или последующей обработки материала, йодвергаемб о сварке, с церью пoл чeния оптимальной структуры с лучшими возможными свойствами. Наиболее близким к предлагаемС 1у по технической сущности и достигаемому результату является способ оценки свариваемости, при котором на образец-пластину по его оси наплавляют двухслойный валиковый шов одной дугой непрерывно, накладывая второй слой в направлении,противоположном направлению наплавки первого слоя шва, при 3том каждое поперечное сечение образца подвергается термическому воздействию, соответствующему двухдуговой сварке с различными расстояниями между электродами З . 01Днако этот способ не позволяет сделать вывод о возможных режимах термообработки до или после сварки для получения заданных показателей прочности или других эксплуатационных характе эистик при однослойной сварке. Цель изобретения - снижение металлоемкости за счет уменьшения количества образцов и повышения качества сварных конструкций. Поставленная цель достигается тем, что согласно способу подбора оптимальных режимов сварки, при котором на плоский прямоугольный об-г разец наплавляют валиковый шов и определяют механические свойства базовых точек на плоскости образца, после выполнения валикового шва на одном из торцов образца -шов охлаждают и производят измерение механических свойств, а затем формируют второй валик в направлении, перпендикулярном к первому валику, и производят замер свойств от совместного воздействия двух валиков на плоскость o6pa3;ta, при зтом процесс наплавки обоих валиков осуществляют на режимах, обеспечивающих плоский корень шва. На фиг.1 и 2 изображены схемы формирования зон нагрева валиковыми швами; на фиг.3 - валиковый шов,пО перечное сечение; на фиг.4 - поле распределения контурных линий твердости. На плоский образец 1 путем во действия источника локально-концен рированной энергии наплавляют валик 2.Нагрев образца 1 производят перпендикулярно оплавляемой поверхно сти и при режимах, чтобы У наплавленного валика 2 корень 3 был плоским, эти условия позволяют создать равномерное ра1спредепениё в . плоскости-образца различных струнтурных зон в направлении ОУ в соответствии с определеннвлл воздействие температурных полей. Первоначальный нагрев образца осуществляют с целью имитации интервала различных температурных зон (аналогичных околошовной зоне при сварке) и соответственно режимов терлообрЙботки металла, Ксюрдинаты распределения максимальных температ и динамику их изменения во времени по соответствующим направлениям фиксируют термоэлектрическими преобразователяйи с использованием самопий1ущих приборов. После перво начального нагрева производят замер (фиксацию) на плоскости образца ХОУ Механических и металлографичес ких характеристик, например: твердость, локальные, деформации между базовыми точками, балл зерна. По полученным данньм обосновываю вывода о влиянии температурно-временных полей (термообработки) на структурно -фазовые измененйяк механические свойства материала в состоянии поставки. Затем осуществляют второй нагрев образца в направлении, перпендикулярном первоначальному нагреву. Этот последующий.нагрев обеспечивает значительный перепад максимальных температур в направлений ОХ и наложение температурного поля на первичное распределение структур в околошовной зоне. После нагрева измеряются аналоговые характеристик механических свойств материала в базовых точках. ; Первоначальный нагрев можно рассматривать как имитацию влияния сварного шва на изменение структуры /металла в околошовной зоне. : Последующий нагрев можно рассматривать как имитацию сварного шва с соответствующим,влиянием температур его околошовной зоны на предварительно терморбработанный по широкому спектру режимов материал, либо как имитацию термообрабо ки после сварки по широкому диапазону температурных режимов с целы оптимальных механических свойств структуры металла сварного шва и околошовной зоны. На основе полученных данных можн выбрать оптимальный режим термообрйботки материала перед сваркой, обеспеч:иваюЩий получение требуемых свойств после наложения сварного шва По имеющейся информацииможно также определить режим послесварочной термообработки, обеспечивающей тре буемый тсомпЛекс механических свойст сварного соединения (снижение пиков . твердости, устранение мягкой прослойки, повышение пластичности, обеспечение равнопрочности сварного соединения и т.п.) . Пример. На плоском -образце размером 40x6x2 мм из стали 25Х17Н2Б-Ш в состоянии поставки выполнили валиковый шов на торце в продольнбм направлении. Длина образца выбиралась из условия обеспечения его закрепления в оправках при операциях нагрева. Формирование валика осуществляли электроннолучевой сваркой при ускоряющем напряжении 60 кВ, токе сварки 8 МА и высокой скорости сварки,.которая выбиралась с учетом исключения .автоподогреваt образца. Производили- измерен ге,тверг дости металла в базовых точках. Затем осуществляли последующий нагрев в перпендикулярном направлении расплавлением поперечного торца образца электронным лучом. Температура нагрева фиксировалась четырьмя термопарами, закрепленными контактной сваркой на расстоянии 6т поперечного торца образца соответственно 2,6,10,14 ммо Затем на твердомере ТПП-2 при нагрузке 10 кгс производился замер твердости по Виккерсу в направлении двух координат (ОХ,ОУ) с интервалом между узловыми точками 0,7 мм.После нанесения данных замера на график методом пропорциональных отрезков строилось распределение контурных линий равной твердости (изосклер). На фиг.4 по условиям обоих нагревов можно определить области, характеризующие весь интервал термического воздействия: от материала в состоянии поставки4 до дважды кристаллизованного металла.5,зоны закалки от воздействия первого нагрева 6 и второго нагрева 7, а также ряд промежуточных зон. Точки, пере-сечения изосклер сечением через области 6-4 характеризует изменение твердости металла в состояние поставки от воздействия первого нагрева, 7-4 от второго нагрева, Сечение 5-6 характеризует изменение твердости металла в тер 1ообработанном первым нагревом состоянии от воздействия второго нагрева, а 5-7 влияние температур закалки от воздействия второго нагрева на изменение твердости структур околошоной зоны первого нагрева. По характерным точкам перегиба соседних линий и их плотности можно судить о влиянии температур закалки на твердость зоны перегрева структуры 8 и зоны полной и частичной перекристализации а, определить области мягкой прослойки и вторичного отпуска структур околошовной зоны 10 и наличие зон твердения и охрупчивания 11. По данным анализа приведенного графика можно рекомендовать температуру- еЛгпуока структур околЪиовной зоны обеспечивающую минимальную твёрдость или максимальнуЮдПластичностьг в интервале 700-750 С.
Предложенный способ позволяет, уменьшить количество образцов для исследований, повысить ЭКОНСМУШЧность, снизить металлбемкость при выборе оптимальных режимов.сварки и термообработки, повысить качество сварных конструкций за счет сварки их на оптимальных режимах.


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ оптимизации режимов контактной сварки рельсов | 2022 |
|
RU2792955C1 |
| Способ испытания материалов наСВАРиВАЕМОСТь | 1978 |
|
SU795824A1 |
| Способ оценки свариваемости материала полуфабрикатов | 1987 |
|
SU1479248A1 |
| СПОСОБ ОЦЕНКИ СВАРИВАЕМОСТИ | 2020 |
|
RU2755914C1 |
| ЭКСПРЕСС-СПОСОБ ВЫБОРА НАПЛАВОЧНЫХ МАТЕРИАЛОВ И РЕЖИМОВ НАПЛАВКИ РОЛИКОВ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2015 |
|
RU2604744C2 |
| СПОСОБ УПРАВЛЕНИЯ ТЕРМИЧЕСКИМ ЦИКЛОМ МНОГОПРОХОДНОЙ ЛАЗЕРНОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ СОЕДИНЕНИЙ В УЗКОЩЕЛЕВУЮ РАЗДЕЛКУ СО СВАРОЧНОЙ ПРОВОЛОКОЙ | 2020 |
|
RU2754216C1 |
| Способ электродуговой многослойной сварки | 1979 |
|
SU874290A1 |
| Способ сварки сформованной трубной заготовки с индукционным подогревом | 2017 |
|
RU2660540C1 |
| Способ местной термической обработки сварных соединений крупногабаритных толстостенных изделий | 2023 |
|
RU2811004C1 |
| СПОСОБ СВАРКИ РАЗНОРОДНЫХ СТАЛЕЙ | 1991 |
|
RU2022738C1 |
СПОСОБ ПОДБОРА ООТИМАЛЬН Х. РЩавДОВ , при конторой на плоский прямоугольный образец наплавля ют еаликовый шов и определяют механические свойства базовых точек на плоскости образца, отличающийся тем, что, с целью снижения металлоемкости путем уменьшения количества образцов и повышения качества сварных конструкций, после выполнения валикбвого шва на одном из торцов образца шов охлаждают и производят измерение механических свойств I а затем формируют второй валик в направлении, перпендикулярном к первому валику, и производят замер свойств от совместного воздействия двух валиков на плоскость образца, при этом процесс нап/1авки обоих валиков осуществляют на режимах, обеспечивающих плоский корень шва.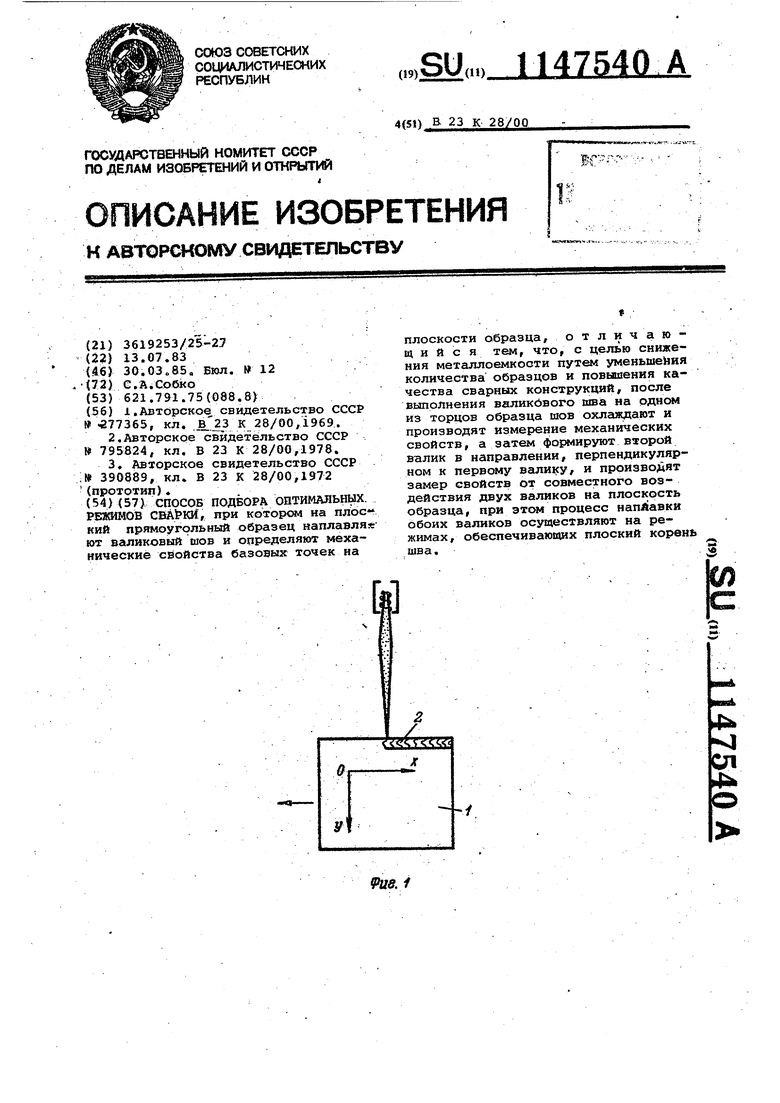
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
