(54) СПОСОБЫ ИСПЫТАНИЯ МАТЕРИАЛОВ НА СВАРИВАЕМОСТЬ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ испытаний сварных соединений на стойкость против образования холодных трещин | 1988 |
|
SU1613283A1 |
| Способ подбора оптимальных режимов сварки | 1983 |
|
SU1147540A1 |
| Сталь | 1980 |
|
SU933787A1 |
| Способ получения иммитационного образца для испытания сварного соединения | 1982 |
|
SU1080944A1 |
| Способ изготовления призматического образца для испытания сварного соединения на ударный изгиб | 1988 |
|
SU1702234A1 |
| Способ оценки свариваемости материала полуфабрикатов | 1987 |
|
SU1479248A1 |
| Образец для испытания металлов на склонность к образованию трещин | 1987 |
|
SU1558613A1 |
| Способ моделирования термического цикла сварки и устройство для его осуществления | 1990 |
|
SU1698023A1 |
| Способ испытания на сопротивляемость металла образованию горячих трещин | 1987 |
|
SU1445888A1 |
| Способ оценки склонности присадочного металла к образованию горячих трещин | 1977 |
|
SU716744A1 |
1
Изобретение относится к сварке, в частности к способам испытаний материалов на свариваемость и может быть использовано для сравнительной оценки сталей, предназначенных для изготовления сварных конструкций в различных отраслях машиностроения.
Известны способы определения свариваемости материалов, заключающиеся в том, что испытания проводят на натурных образцах 1.
Однако эти способы не рассчитаны на определение свойств материала в зоне термического влияния, кроме того, натурные образцы громоздки и требуют большого количества металла.
Известен также способ испытания материалов на свариваемость, наиболее близкий к данному изобретению по технической сущности, при котором на пластину наплаьляют контрольный сварочный валик, вырезают из нее образец, выполняют в нем круглый надрез в зоне термического влияния и проводят нагружение образца 2.
Известный способ имеет недостаток, заключающийся в трудности обеспечения разрушения в околошовной зоне шириной всего 0,3-0,6 мм при испытании изгибом образца со сравнительно тупым надрезом. (1 мм) по ГОСТ 9454-60. Это снижает чувствительность способа, затрудняет оценку свариваемости сталей сравнительно малоСКЛОННЫХ; например, к перегреву в околошовной зоне. Отсутствие более надежного способа определения влияния сварки на свойства материала в околошовной зоне снижает эффективность контроля материалов и приводит к экономическим потерям в
народном хозяйстве.
Цель изобретения - повышение точности испытаний с учетом влияния повторного нагрева на зону термического влияния сварочного валика.
Для этого на противоположную сторону
пластины параллельно контрольному валику и со смешением от его продольной оси наплавляют дополнительный валик, а образец вырезают из зоны между границами оплавления контрольного и дополнительного
сварочных валиков.
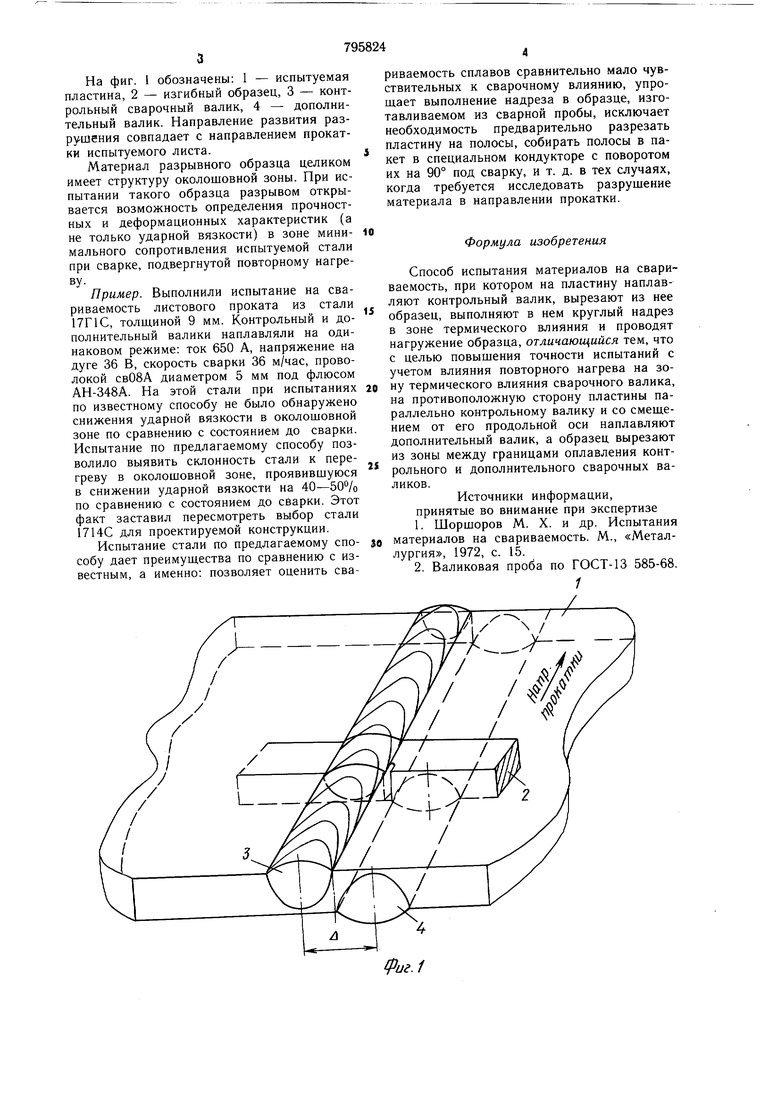
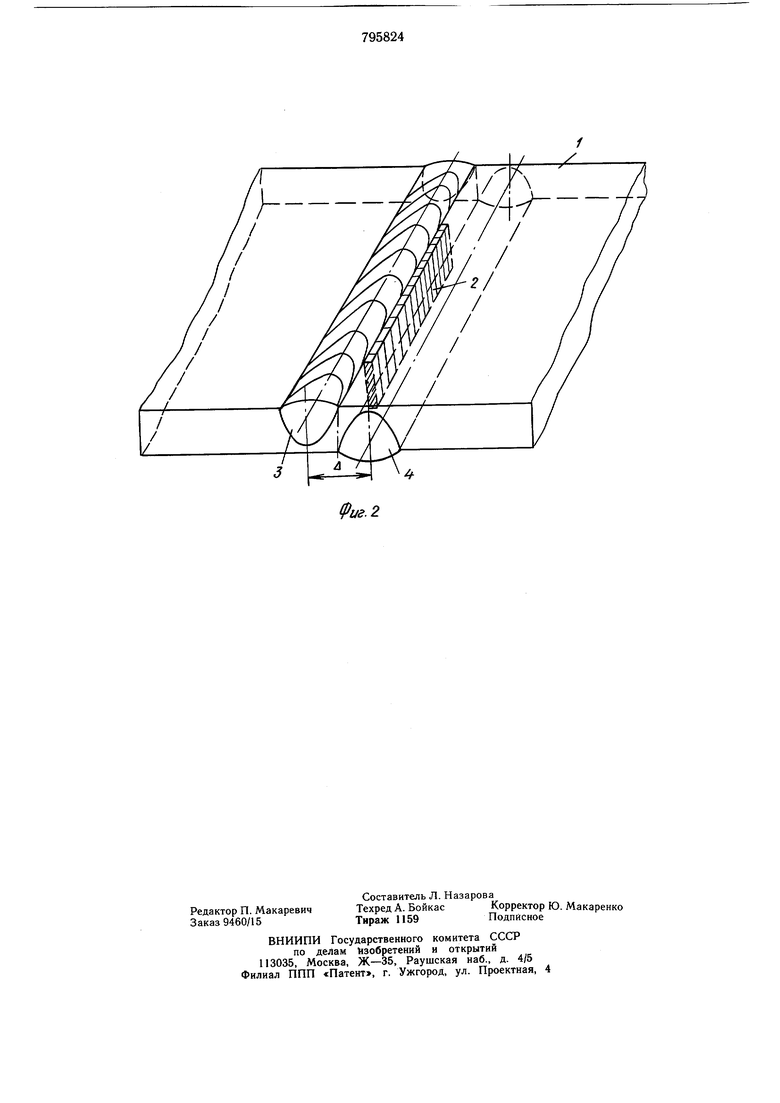
На фиг. 1 представлена пластина, общий вид; на фиг. 2 - схема вырезки из испытуемой пластины плоского разрывного образца. На фиг. 1 обозначены: 1 - испытуемая пластина, 2 - изгибный образец, 3 - контрольный сварочный валик, 4 - дополнительный валик. Направление развития разрушения совпадает с направлением прокатки испытуемого листа. Материал разрывного образца целиком имеет структуру околошовной зоны. При испытании такого образца разрывом открывается возможность определения прочностных и деформационных характеристик (а не только ударной вязкости) в зоне минимального сопротивления испытуемой стали при сварке, подвергнутой повторному нагреву. Пример. Выполнили испытание на свариваемость листового проката из стали 17Г1С, толщиной 9 мм. Контрольный и дополнительный валики наплавляли на одинаковом режиме: ток 650 А, напряжение на дуге 36 В, скорость сварки 36 м/час, проволокой св08А диаметром 5 мм под флюсом АН-348А. На этой стали при испытаниях по известному способу не было обнаружено снижения ударной вязкости в околошовной зоне по сравнению с состоянием до сварки. Испытание по предлагаемому способу позволило выявить склонность стали к перегреву в околошовной зоне, проявившуюся в снижении ударной вязкости на 40-50% по сравнению с состоянием до сварки. Этот факт заставил пересмотреть выбор стали 1714С для проектируемой конструкции. Испытание стали по предлагаемому способу дает преимущества по сравнению с известным, а именно: позволяет оценить свариваемость сплавов сравнительно мало чувствительных к сварочному влиянию, упрощает выполнение надреза в образце, изготавливаемом из сварной пробы, исключает необходимость предварительно разрезать пластину на полосы, собирать полосы в пакет в специальном кондукторе с поворотом их на 90° под сварку, и т. д. в тех случаях, когда требуется исследовать разрушение материала в направлении прокатки. Формула изобретения Способ испытания материалов на свариваемость, при котором на пластину наплавляют контрольный валик, вырезают из нее образец, выполняют в нем круглый надрез в зоне термического влияния и проводят нагружение образца, отличающийся тем, что с целью повышения точности испытаний с учетом влияния повторного нагрева на зону термического влияния сварочного валика, на противоположную сторону пластины параллельно контрольному валику и со смещением от его продольной оси наплавляют дополнительный валик, а образец вырезают из зоны между границами оплавления контрольного и дополнительного сварочных валиков. Источники информации, принятые во внимание при экспертизе 1.Шоршоров М. X. и др. Испытания материалов на свариваемость. М., «Металлургия, 1972, с. 15. 2.Валиковая проба по ГОСТ-13 585-68.
