Изобретение относится к сварке, в частности к способу оптимизации режимов контактной сварки рельсов для железнодорожных, трамвайных и других рельсов и может быть использовано для сравнительной оценки режимов.
Известен способ оценки режимов сварки (RU 2367550), в соответствии с которым выбирают оптимальный режим сварки деталей, при этом оценка режимов сварки осуществляется по влиянию на стойкость околошовной зоны к образованию горячих трещин включает термообработку образцов для повышения их чувствительности к образованию трещин, проплавление образцов сваркой с использованием различных режимов, исследование околошовных зон полученных сварных швов на предмет образования трещин. Проплавление образцов сваркой для каждого используемого режима осуществляют с максимальной силой тока, не допускающей появление макротрещин в околошовной зоне сварного шва. В качестве критериев оценки режимов сварки используют толщину непроплавленного слоя исследуемого образца, длину участка с трещинами и длину микротрещин на этом участке. Способ позволяет выбрать оптимальный режим сварки, способствующий повышению качества сварных соединений, а также технологичности процесса сварки.
Недостатком способа является то, что оптимизацию проводят для дуговых способов сварки с использованием в качестве значимого параметра максимальной силы тока, которая не варьируется. При этом, в качестве критерия оптимизации используют толщину непроплавленного слоя исследуемого образца, длину участка с трещинами и длину микротрещин, что неприемлемо для термомеханического способа контактной сварки рельсов.
Известен способ оптимизации алгоритма управления конкретным объектом и/или процессом (RU 2479864), техническим результатом которого является упрощение разработки алгоритма и сокращение размера системы для любого заданного критерия. Способ оптимизации алгоритма управления конкретным объектом и/или процессом включает построение первоначальной модели объекта и/или процесса в виде, по меньшей мере, одной квадратной матрицы, как правило, большой размерности, в которой каждый из элементов отображает наличие либо отсутствие взаимосвязи составных частей объекта и/или действий процесса, сокращение размерности квадратной матрицы до минимальной путем одновременной перестановки строк и столбцов при условии сохранения полноты отображения объекта и/или процесса, использование полученной квадратной матрицы минимальной размерности в качестве итоговой модели объекта и/или процесса, с использованием которой обосновывают изменения, вносимые в алгоритм управления объектом и/или процессом.
Недостатком способа является то, что при заданных параметрах (режимах сварки) разрабатывают алгоритм не управления процессом оптимальным способом, а описывают эти процессы на основе анализ статистических данных систем. В конечном итоге оптимизируют программное обеспечения управления, например, рельсосварочной машины. То есть в данном случае не рассматривают механические свойства объекта - сварного соединения рельсов. Кроме того, нет описания влияния отклонения/изменения входных параметров (например, изменения напряжения в сети) на стабильность обеспечения управления процессом.
Известен способ подбора оптимальных режимов сварки (авторское свидетельство SU 1147540) при котором на плоский прямоугольный образец наплавляют валиковый шов после чего определяют механические свойства базовых точек на плоскости образца, а затем формируют второй валик в направлении, перпендикулярном к первому валику, и производят замер свойств от совместного воздействия двух валиков на плоскость образца, при этом процесс наплавки обоих валиков осуществляют на режимах, обеспечивающих плоский корень шва. Для снижения количества образцов и повышения качества сварных конструкций уточняют оптимальные режимы сварки путем выбора требуемого комплекса механических свойств сварного соединения (твердости, устранение мягкой прослойки, повышение пластичности, обеспечение равнопрочности сварного соединения и т.п.).
На примере замера твердости в направлении двух координат (ОХ, ОУ) с выбранным интервалом между узловыми точками методом пропорциональных отрезков строилось распределение контурных линий равной твердости. По характерным точкам перегиба соседних линий и их плотности судят о расположении различных участков околошовной зоны (мягких прослоек, зон твердения и охрупчивания) и выбору оптимальных режимов сварки и термообработки по критерию минимальной или максимальной твердости.
Понятие структура - является комплексным показателем в который входят - фазовый состав (перлит, аустенит, сорбит, мартенсит и т.п.), размер зерна и распределение неметаллических включений. С изменением структуры связаны механические свойства объектов. В связи с чем, недостатками способа является то, что:
1. Оптимизацию проводят для чисто термических способов (а, именно, для дуговых способов сварки), которые имеют отличия от термомеханических способов (например, контактной) сварки.
2. Судить о пластичности на основе построения распределения контурных линий равной твердости не вполне корректно, так как это отдельный показатель механических свойств и для одной и той же марки стали при одинаковой твердости пластичность может существенно отличаться из-за разного размера зерна.
3. Контурные изолинии строят для одного или нескольких свойств с целью определения распределения их по объекту с выделением характерных участков, однако их необходимо использовать для коррекции режимов в область оптимальных значений на основе одного или нескольких показателей интегрально характеризующих свойства объекта в целом.
Известен способ контактной стыковой сварки рельсов (RU 2641586), при котором после предварительной механической обработки осуществляют разогрев свариваемых концов рельсов и осадку. После осадки производят выдержку 5÷15 секунд, затем через сварной стык пропускают переменный электрический ток 2÷4 импульсами длительностью 0,5÷220 секунд с интервалами 10÷40 секунд при плотности тока 2÷40 А/мм2.
Недостатком способа является то, что исследование влияния различных термических циклов (а, соответственно, различных режимов сварки) производилось при регулируемом охлаждении, а качество сварного соединения определяли на основе изучения микроструктуры сварного шва и зоны термического влияния с недопущением образования - мартенсита. Однако, нельзя говорить достижения необходимого уровня механических свойств только по фазовому составу (мартенсит), так как они зависят и от других показателей структуры (например, размера зерна).
Известен способ контактной стыковой сварки оплавлением стальных рельсов (RU 2296655), включающий оплавление рельсов и осадку на заданный припуск, в процессе которой определяют такой параметр режима, как усилие сдавливания. При этом, в процессе осадки определяют удельное усилие сдавливания как частное от деления усилия сдавливания на площадь поперечного сечения рельса, по которому судят о тепловложении в свариваемые рельсы при оплавлении, сравнивают вычисленное значение удельного усилия сдавливания с пороговым значением удельного усилия сдавливания, при равенстве вычисленного и порогового значений удельного усилия сдавливания цикл сварки завершают, а при превышении вычисленным значением удельного усилия сдавливания порогового значения определяют разность между вычисленным и пороговым значениями, которую используют в качестве количественного показателя электрической энергии, требуемой для дополнительного ввода в сварное соединение, определяют произведение разности вычисленного и порогового значений удельного усилия сдавливания на константу С, лежащую в пределах от 0,7 до 0,85 кВт×ч×мм2/кг в зависимости от марки стали рельсов, подают на сварное соединение напряжение и контролируют количество дополнительно вложенной электрической энергии, причем при достижении дополнительно вложенной электрической энергией значения, определяемого произведением разности вычисленного и порогового значений удельного усилия сдавливания на константу С, напряжение отключают, а цикл сварки завершают. Данный способ принят в качестве прототипа заявленного изобретения.
Недостатками способа является то, что:
1. В описании патента не указано на основании чего выбирается пороговое усилие сдавливания, так для стали марки Э76Ф (партия 4) значение - 4 кг/мм2, для стали марки Э76Т (партия 5) значение - 4,2 кг/мм2, а для стали марки Э78ХСФ (партия 6) значение - 4,8 кг/мм2. Кроме того при описании таблицы 2 патента указано, что - данные свидетельствуют о стабилизации результатов испытаний. Однако, через две точки можно построит прямую и следует говорить только о тенденции, т.е. повышении или понижении свойств.
2. Завершается цикл сварки, когда достигается определенное сочетание параметров режима (при равенстве вычисляемого и порогового значений удельного усилия сдавливания), но режим это не механическое свойства сварного соединения (разрушающей нагрузки и стрелы прогиба), а соответствующей взаимосвязи режимов с механическими свойствами в патенте нет.
3. В случае отклонения установленных режимов сварки в результате изменения параметров электрической сети, износа элементов машины и т.п., а также отсутствия на рельсосварочных машинах обратных связей не указана последовательность действий, при которых механические свойства при испытаниях на трехточечный изгиб будут удовлетворять нормативным значениям.
В предлагаемом способе при оптимизации режимов контактной сварки рельсов в область оптимальных значений технический результат достигается тем, что в способе контактной сварки рельсов методом оплавления из углеродистых и легированных сталей, включающим механическую обработку свариваемых торцов рельсов с обеспечением их перпендикулярности осям рельсов, нагрев и сварку оплавлением, механическую обработку торцов рельсов и их сварку, с испытанием на трехточечный изгиб и проверкой соответствия нормативным значениям (разрушающей нагрузки и стрелы прогиба по ГОСТ 34665) и осуществлением последовательности выполнения операций коррекции режимов в область оптимальных значений.
В качестве критерия оптимизации режимов сварки выбран параметр - стрела прогиба - ƒ (как комплексный критерий механических свойств сварного соединения рельсов при испытаниях на статический трехточечный изгиб).
Оптимизация проводится в случае, когда при заданном режиме на рельсосварочной машине стрела прогиба не удовлетворяет нормативным значениям из-за отсутствия стабилизации режимов по обратным связям (электрическим и механическим). Способ позволяет путем последовательных приближений выбрать оптимальный режим контактной сварки рельсов, обеспечивающий соответствие механических свойств нормативным значениям.
Коррекции режимов в область оптимальности осуществляется следующим образом:
1. Из задаваемых параметров режима на рельсосварочной машине выбирают один или несколько варьируемых параметров, по которым будет производиться оптимизация.
2. Устанавливают выбранные параметры режима на рельсосварочной машине (включая варьируемые параметры) и производят сварку контрольных образцов.
3. Производят испытания контрольных образцов сварных соединений на трехточечный изгиб с нагружением на подошву и определяют величины стрелы прогиба.
4. Анализ результатов испытаний.
4.1. Если стрела прогиба всех образцов удовлетворяет нормативному значению (по ГОСТ 34665 Рельсы железнодорожные, сваренные электроконтактным способом. Технические условия), то испытания заканчивают и считается, что выбран рациональный режим.
4.2. Если величина стрелы прогиба хотя бы на одном контрольном образце меньше нормативного значения, то определяют величину изменения режима и устанавливают два новых значения варьируемого параметра режима. Затем осуществляются действия в соответствии с пп. 2, 3, 5.
5. На основе проведенных экспериментов определяют средние значения стрелы прогиба для каждого из трех значений варьируемого параметра режима по которым строят кривую второго порядка и уточняют направление изменения данного параметра в область оптимальности стрелы прогиба. В случае варьирования двух и более параметров/режимов сварки осуществляют построение в пространстве варьируемых параметров изолиний или изоповерхности (вдоль которых качество остается постоянным ƒ(xi)=const) после чего осуществляют коррекцию режимов в область оптимальных значений (например, с использованием метода градиентов). Последовательное приближение заканчивают, когда будет удовлетворен п.4.1.
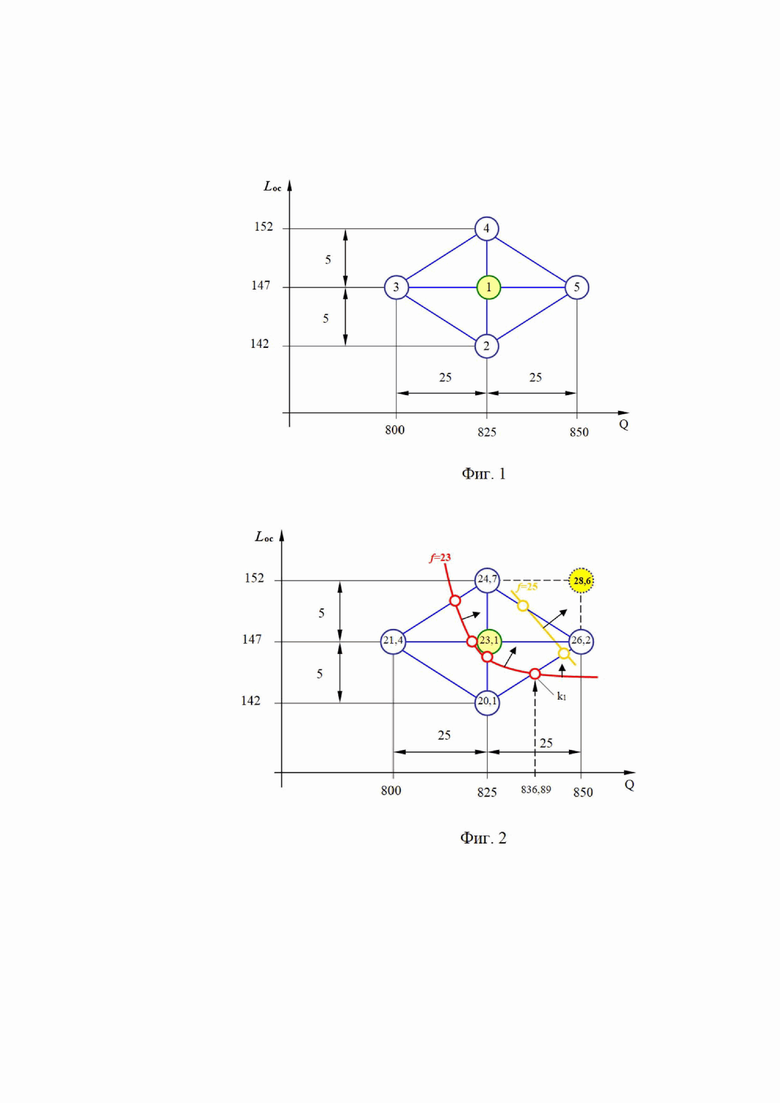
На фиг. 1 представлено графическое изображение плана корректирующих экспериментов.
На фиг. 2 представлено значение прогибов при проведении корректирующих экспериментов.
Возможность использования предлагаемого технического решения проверяли с использованием рельсосварочной машины К1100, реализующей контактную сварку с адаптивным оплавлением по пути. Сваривали рельсы типа Р65 из стали Э76ХФ категории ДТ350 в соответствии с ГОСТ Р 51685 «Рельсы железнодорожные. Общие технические условия».
Способ оптимизации режимов контактной сварки рельсов в область оптимальных значений, включает: - механическую обработку свариваемых торцов рельсов с обеспечением их перпендикулярности осям рельсов; - сварку оплавлением с давлением; - испытание на трехточечный изгиб и проверкой соответствия стрелы прогиба нормативным значениям. Когда, на заданном режиме у сваренных образцов стрела прогиба не удовлетворяет нормативным значениям, то осуществляют последовательное выполнение следующих операций - выбирают варьируемые параметры режима; x1 - количество энергии - Q; x2 - путь осадки под током - Loc; x3 - давление осадки - Рос. Для каждого из параметров выбирают шаг их изменения, и как минимум два новых значения (фиг.1). Затем при выбранном сочетании режимов осуществляется сварка контрольных образцов с определением значения стрелы прогиба, как минимум по трем значениям каждого параметра. Анализируют результаты испытаний и выбирают направление изменения варьируемых параметров в сторону увеличения стрелы прогиба (фиг. 2) после чего осуществляют коррекцию параметров режимов в область оптимальных значений. Последовательность выполнения операций коррекции режимов в область оптимальных значений пооперационно приведена ниже:
1. Из 67 задаваемых параметров режима на рельсосварочной машине К1100 в качестве основных параметров выбираются: x1 - количество энергии - Q; x2 - путь осадки под током - Loc; x3 - давление осадки - Рос. Границы изменения параметров - заданы пределами, значения которых приведены в таблице 1.
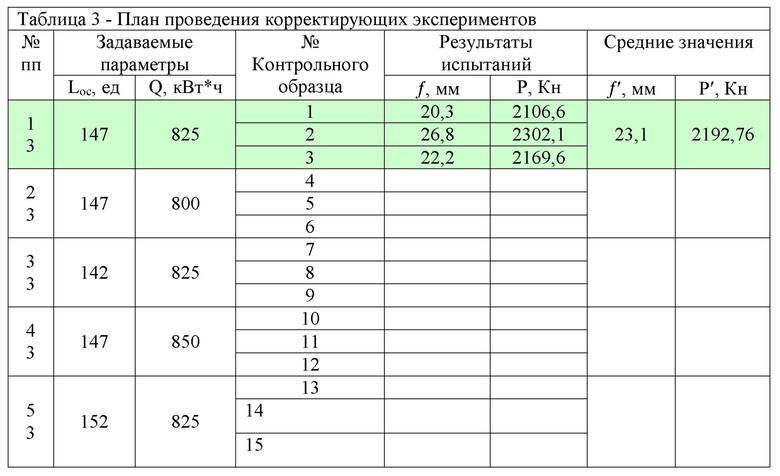
2. Устанавливаются параметры режима согласно таблицы 2, на которых осуществляют сварку трех контрольных образцов.
3. Производят испытания всех трех контрольных образцов сварных соединений на трехточечный режим с нагружением на подошву и определяют величины стрелы прогиба (ƒ1-1=20,3 мм; ƒ1-2=26,8 мм; ƒ1-3=22,2 мм).
4. Проводится анализ полученных результатов испытаний.
4.1. Из испытаний видно, что не все значения стрелы прогиба удовлетворяют нормативному значению равного ƒп-нр=23 мм (по ГОСТ 34665).
4.2. Уточняется направление изменения варьируемых параметров в область оптимальности стрелы прогиба. При неизменном Рос, в дальнейшем, выбраны для варьирования два параметра режимов - Loc, Q, для которых составляется план проведения дополнительных экспериментов (фиг. 1). При этом рекомендуется выбрать шаг по изменению осадки ΔLoc=5 ед, а по энергии ΔQ=25 кВт⋅ч. С учетом вышесказанного план проведения корректирующих экспериментов приведен в таблице 3.
Затем осуществляются действия в соответствии с пп. 2, 3, 5.
5. Определяются средние значения стрелы прогиба для проведенных экспериментов (таблица 4).
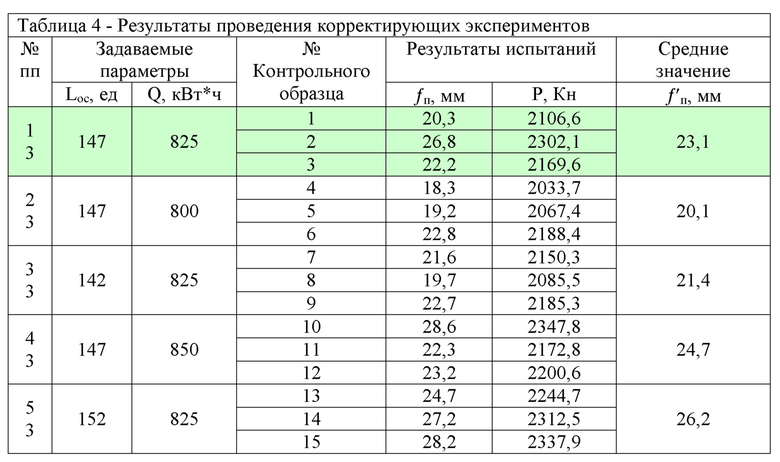
Методом пропорциональных отрезков строится распределение изолиний равных значений стрелы прогиба и с использованием метода градиентов уточняют направление коррекции варьируемых параметров в область оптимальности, то есть к некоторым точкам строятся перпендикуляры (на фиг. 2 показаны черными стрелками), которые направлены в сторону противоположную от прогиба изолинии и показывают направление смещения к области оптимальности.
В результате определены следующие сочетание значений из области оптимальности, а, именно, Loc=152 ед., Q=850 кВт⋅ч, после чего осуществлены действия в соответствии с пп. 2, 3, 5 и результаты испытаний сведены в таблицу 5.
3
Таким образом, коррекция режимов в область оптимальных значений выполнена, поскольку удовлетворены требования п.4.1.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ СТАЛЬНЫХ РЕЛЬСОВ | 2005 |
|
RU2296655C2 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 2020 |
|
RU2743440C1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 2019 |
|
RU2725821C1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 2021 |
|
RU2756553C1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 2006 |
|
RU2323072C2 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ РЕЛЬСОВ | 2022 |
|
RU2777495C1 |
| СПОСОБ СВАРКИ РЕЛЬСОВ | 2021 |
|
RU2781344C1 |
| СПОСОБ РЕЛЬЕФНОЙ СВАРКИ РЕЛЬСОВ | 2022 |
|
RU2809616C1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 2005 |
|
RU2281841C1 |
| Способ контактной стыковой сварки оплавлением | 1986 |
|
SU1324794A1 |
Изобретение относится к способу контактной сварки рельсов и может быть использовано для сварки железнодорожных, трамвайных и других рельсов. Технический результат изобретения состоит в оптимизации режимов контактной сварки рельсов в область оптимальных значений с обеспечением качества полученных сварных соединений. Осуществляют контактную сварку рельсов методом оплавления из углеродистых и легированных сталей. Предварительно выполняют сварку контрольных образцов. Затем осуществляют испытание на трехточечный изгиб и проверку соответствия нормативным значениям. В случае если стрела прогиба не отвечает нормативным значениям, осуществляют последовательное выполнение операций коррекции режимов в область оптимальных значений. В качестве критерия оптимизации режимов сварки выбран параметр - стрела прогиба - ƒп (как комплексный критерий механических свойств сварного соединения рельсов при испытаниях на статический трехточечный изгиб). Изобретение позволяет путем последовательных приближений выбрать оптимальный режим контактной сварки рельсов, обеспечивающий соответствие механических свойств нормативным значениям. 2 ил., 5 табл.
Способ контактной сварки рельсов, включающий оплавление рельсов, осадку и сварку, отличающийся тем, что предварительно осуществляют сварку контрольных образцов рельсов с определением механических свойств при испытаниях на трехточечный изгиб и проверку соответствия полученной стрелы прогиба ƒп нормативным значениям, при этом, в случае, если у сваренных на заданном режиме рельсосварочной машиной образцов стрела прогиба не удовлетворяет нормативным значениям, осуществляют последовательное выполнение следующих операций:
- выбирают варьируемые параметры режима сварки: x1 - количество энергии - Q; x2 - путь осадки под током - Loc; x3 - давление осадки - Рос;
- для каждого из выбранных параметров выбирают шаг их изменения и по меньшей мере два значения для каждого параметра, отличающиеся от параметров, на которых осуществлялась сварка контрольных образцов;
- осуществляют сварку контрольных образцов на выбранных параметрах;
- определяют значения стрелы прогиба по меньшей мере по трем значениям каждого параметра;
- анализируют результаты испытаний и выбирают направление изменения варьируемых параметров в сторону увеличения стрелы прогиба;
- осуществляют коррекцию параметров режима сварки в область оптимальных значений и назначают режимы для сварки по полученным данным для последующей сварки рельсов.
| СПОСОБ ОЦЕНКИ РЕЖИМОВ СВАРКИ | 2007 |
|
RU2367550C2 |
| СПОСОБ ОПТИМИЗАЦИИ АЛГОРИТМА УПРАВЛЕНИЯ КОНКРЕТНЫМ ОБЪЕКТОМ И/ИЛИ ПРОЦЕССОМ | 2011 |
|
RU2479864C1 |
| Способ подбора оптимальных режимов сварки | 1983 |
|
SU1147540A1 |
| Способ контактной стыковой сварки рельсов | 2016 |
|
RU2641586C1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ СТАЛЬНЫХ РЕЛЬСОВ | 2005 |
|
RU2296655C2 |

