Изобретение относится к прокатному производству и может быть использо1вано для правки длинномерного проката, например рельсов. Известен способ правки длинномер ного проката путем приложения усили сжатия в направлении, перпендикуляр ном продольной оси, и усилий растяжения d J. Недостатком способа является то, что правка растяжением с последующим обжатием приводит к тому, что при растяжении возникает неоднородность выправля емого материала по . всем сечениям, а последзпощее поперечное сжатие усугубляет это явлени ;что приводит к низкому качеству. Цель дяобретения - повьшение качества правки и снятие технологических напряжений. Указанная цель достигается тем, что согласно способу правки длинномерного проката путем приложения ус лий сжатия в направлении, перпендикулярном продольной оси, после снятия усилий, прикладываемых; в. направ лении, перпендикулярном продольной оси, к прокату дополнительно пр.икла дьшают продольное сжимающее усилие, создающее в прокате напряжение, рав ное пределу текучести. На фиг. 1 изображена принципиаль ная схема правки по предлагаемому способу; на фиг. 2 - сечение А-А на фиг. 1. Рельс 1 посредством равноудаленных один относительно другого профильных правильных элементов 2 и 3, расположенных по обе стороны сечени проката, нагружается сжимающими силами Q, 62 , ..., Qp, которые рас положены в плоскости, проходящей через продольную ось рельса 1, и действующие на него до устранения кривизны и выравнивания продольной оси. Затем при помощи правильного элемента 4 рельс 1 сжимается силой Р, приложенной к свободному концу рельса и действующей вдоль 32 его продольной оси до тех пор, пока во всех сечениях рельса не возникает напряжение, равное пределу текучести, при котором устраняется неравномерность остаточных технологических напряжений. Вследствие такого приложения сил правка рельса происходит без остаточных напряжений, а явление неклепа (обязательное при сжатии) способствует получению материала, равноуг прочненного по всей массе и однородного по всей длине, Регулировка Q , uj , , , ,, б„ и силы Р осуществляется путем несложной настройки правильной машины. При проведении правки длинномерного проката, в частности проката рельса Р 75s используют роликовую правильную машину РПМ, в которой по обе стороны сечения проката устанавливают валки, выполненные по профилю рельса, а вдоль продольной оси проката с одной стороны устанавливают пресс горизонтального, действия, а с другой А;тороны - упор. Пришедший на правку рельс подводят одним концом к упору, после чего при помощи профильных валков вьфав- нивают рельс горизонтальньпч изгибающим усилием 80 т. На свободный конец .рельса в осевом направлении воздействуют сжимающим усилием пресса 950 т, создающим по всей длине проката напряжения, равные пределу текучести, снимающие в рельсе остаточные технологические напряжения деформации. Применение предлагаемого способа правки длинномерного проката позволяет повысить износостойкость, долговечность, несу15Ую способность, эксплуатационную надежность рельсов, что значительно повысит выход качественных рельсов по сравнению с базовым образом, в качестве которого принята технология правки рельсов на 8-рОликовой правильной машине РПМ (шаг валков - 1200 мм).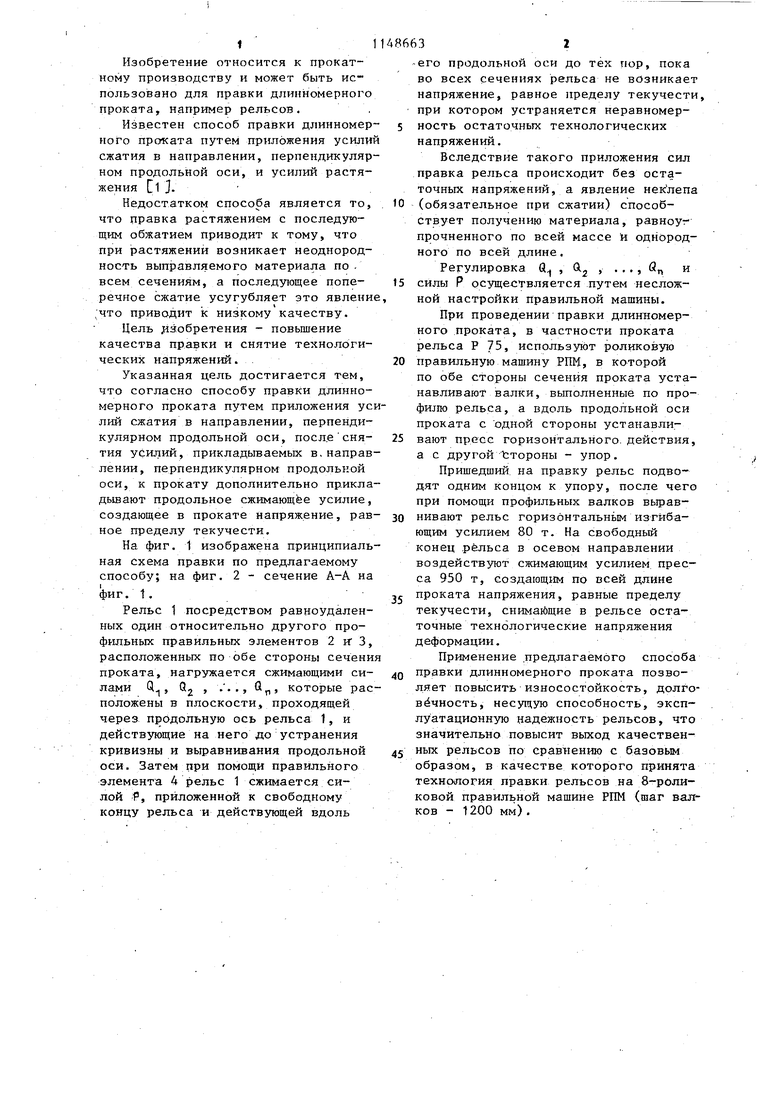
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРАВКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И ПРАВИЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2116150C1 |
| СПОСОБ ПРОИЗВОДСТВА КРУГЛОГО СОРТОВОГО ПРОКАТА В БУНТАХ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2008 |
|
RU2368436C9 |
| Валковая арматура роликовой правильной машины | 2019 |
|
RU2701610C1 |
| Способ правки длинномерных заготовок | 1990 |
|
SU1782686A1 |
| СПОСОБ ПРАВКИ И СТАБИЛИЗАЦИИ НЕЖЕСТКИХ ДЕТАЛЕЙ | 2015 |
|
RU2611614C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ИЗ ПРОФИЛЕЙ И ПОЛОС | 2004 |
|
RU2288801C2 |
| СПОСОБ ПЛАСТИЧЕСКОЙ ПРАВКИ ПРОФИЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2009 |
|
RU2403114C1 |
| Способ стабилизации параметров цилиндрических деталей | 2015 |
|
RU2626703C2 |
| Способ правки листового проката | 2018 |
|
RU2697311C1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2014 |
|
RU2595076C2 |
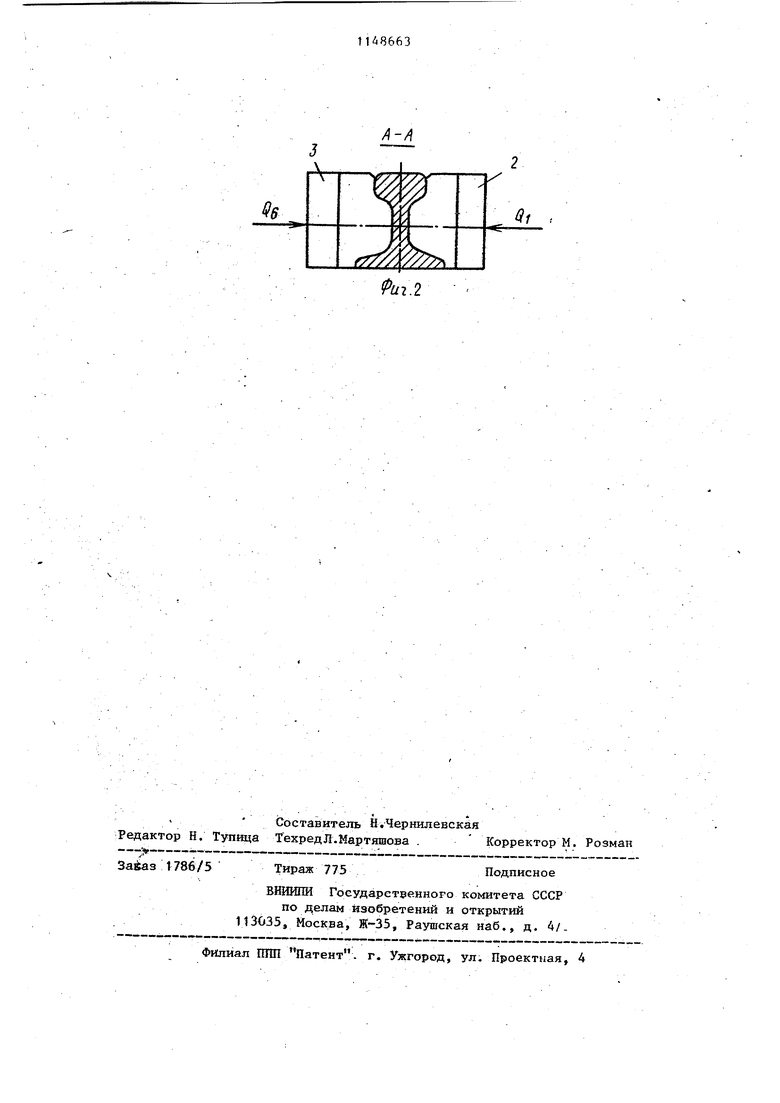
СПОСОБ ПРАВКИ ДЛИННОМЕРЕЮГО ПРОКАТА путем приложения усилий сжатия в направлении, перпендикулярном продольной, оси, отличающи йс я тем, что, с целью повьшения качества правки и снятия технологических напряжений, после снятия усилий прикладываемых в направлении, перпендикулярном продольной оси, к прокату дополнительно прикладьшают продольное сжимающее усилие, создающее в прокате напряжение, равное пределу текучести.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ правки периодических профилей проката | 1972 |
|
SU503615A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
