11
Изобретение относится к обработке металлов давлением, в частности к оборудованию для профилирования листовых заготовок, и может быть использовано преимущественно в машиностроении при изготовлении листовых гнутых профилей и черной мeтaлJтypгии
Известна рабочая клеть профилегибочного стана, содержащая установленные на станине рабочие валки и параллельно им неприводные вспомогательные валки, размещенные с возможностью установочного перемещения в вертикальном направлении Cl
Недостатком известной клети является невозможность обеспечения поперечного растяжен11я заготовки перед рабочими валками, что ухудшает качество изготрвляемьпс профилей.
Цель изобретения - расширение технологических возможностей путем создания в заготовке перед рабочими .валками поперечных усилий растяжения или сжатия.Поставленная цель достигается тем что рабочая клеть профилегибочного стана, содержащая станину с установленными на ней рабочими валками
и расположенной перед ними парой неприводных вспомогательных валков, установленных с возможностью установочного перемещения в вертикаль.ном направлении, снабжена дополнительной парой неприводных вспомогательных валков, размещенных перед. рабочими валками, при этом обе пары неприводных вспомогательных валков установлены с возможностью независимого поворота в плоскости, перпендикулярной к осевой плоскости рабочих валков, а линия, проходящая через центры поворота обеих napi валков, а линия, проходящая через центры поворота обеих пар неприводных вспомогательных валков, параллельна продольной оси рабочих валков.
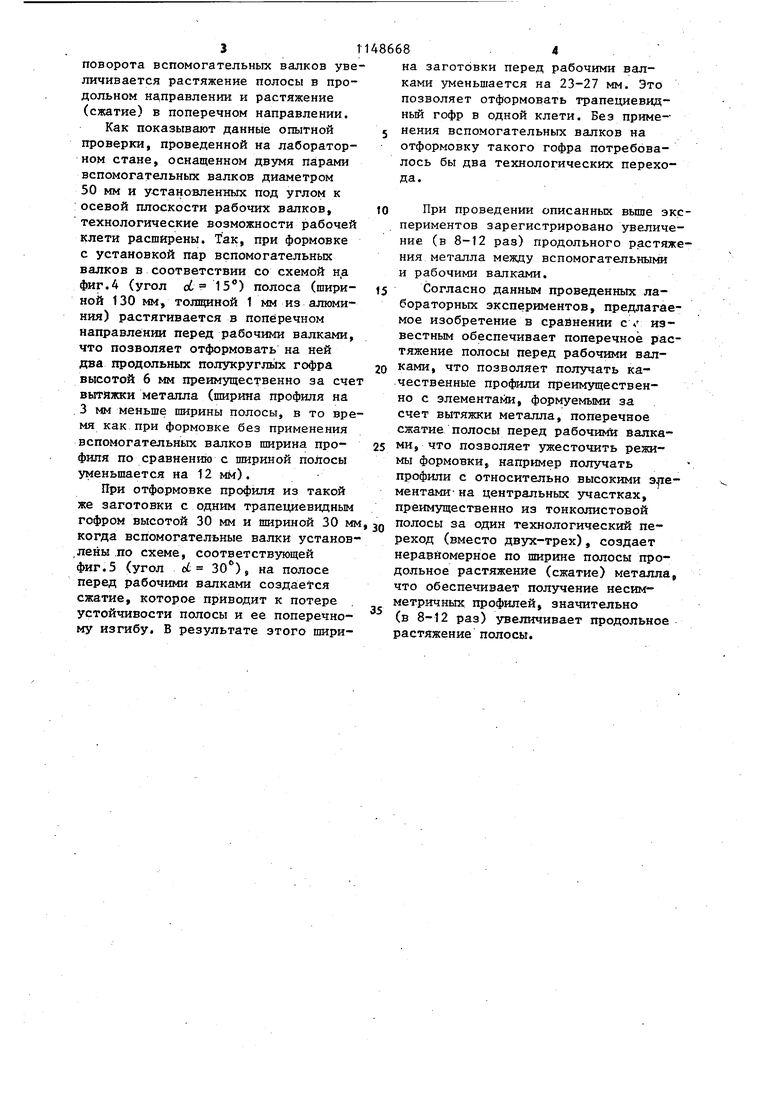
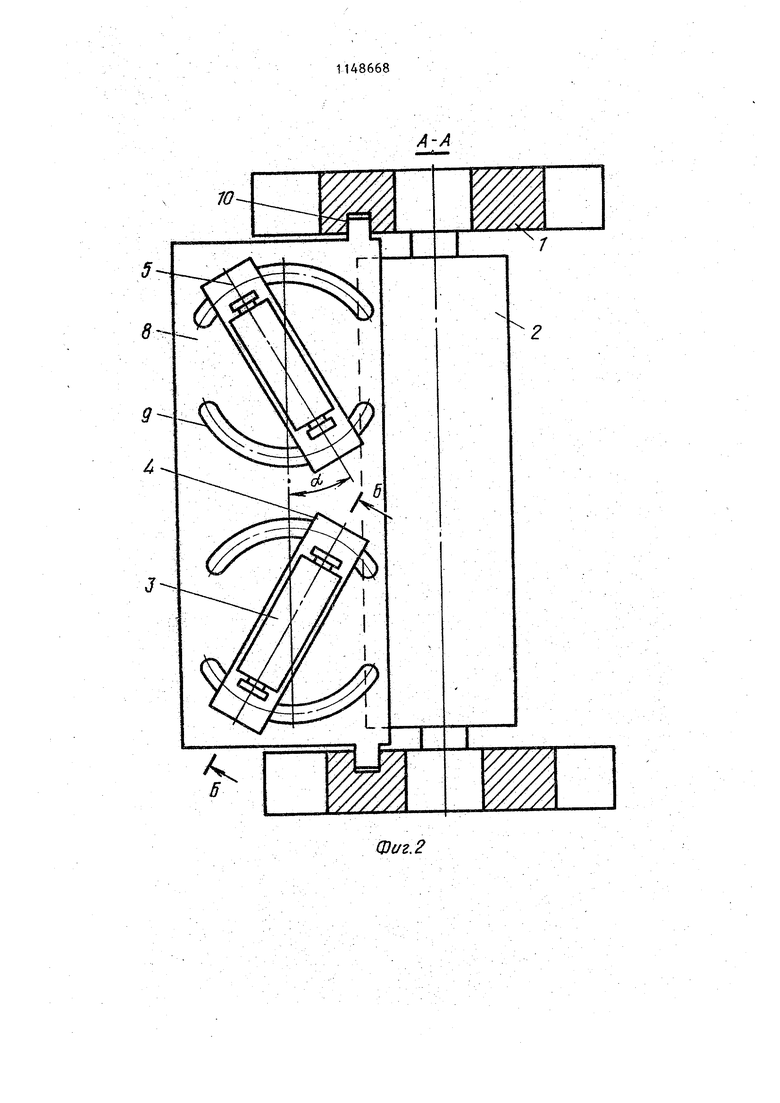
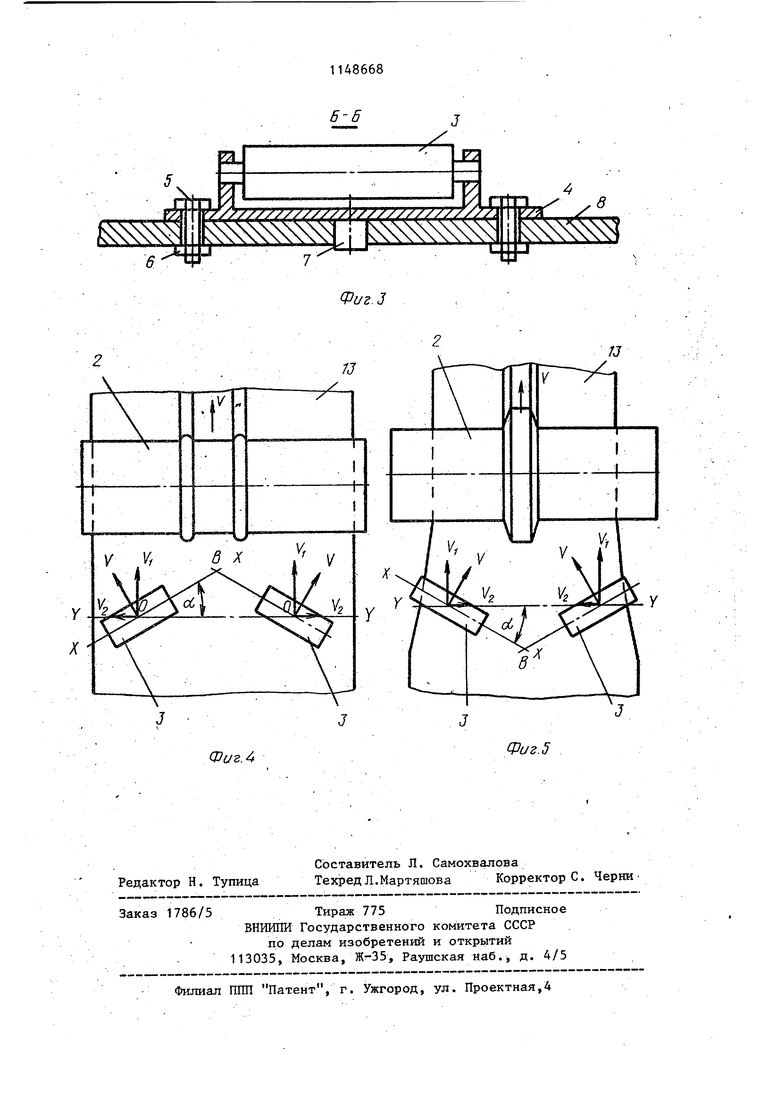
На фиг.1 показана рабочая клеть профилегибочного стана; на фиг.2 разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.2; на фиг.4 - схема расположения вспомогательна валков, обеспечивающих поперечное растяжение полосы при формовке; на фиг.З то же, обеспечивающих поперечное сжатие при формовке.
Предлагаемая рабочая клеть Профилегибочного стана содержит станину 1 , в которой установлены рабочие валки 2 и пары вспомогательных вал86682
ков 3, расположенных на поворотных .опорах 4, которые с помощью болтов 5 и гаек 6 крепятся с возможностью поворота вокруг оси 7 на кронштейнах
5 . 8, имеющих прорези 9, выполненные по дуге. Независимый поворот пар вспомогательных валков 3 (т.е. поворот каждой пары на различный угол d} обеспечивается отдельными элементами крепления (болты 5, гайки 6,
.прорези 9) для каждой из этих пар. Кронштейны 8 имеют возможность перемещаться вертикально по направляющим 10 станины 1. При этом их установочное перемещение осуществляется с помощью винтовой пары 11, а усилие зажатия создается силовыми цилиндрами 12 и передается через вспомогательные валки 3 полосе .13.
0 Устройство работает следующим образом.
В исходном положении относительно осевой плоскости рабочих валков 2 вспомогательные валки 3 разведены,
5 полоса 13 свободно проходит между ними и задается в рабочие валки 2. Затем полоса 13 зажимается межцу вспомогательными валками 3 посредством силовых цилиндров 12. Тяговым
0 усилием, создаваемым рабочими валками 2, полоса 13 перемещается через клеть со скоростью V. Зажатый между вспомогательными валками 3 участок долосы 13 тормозится ими.
г При этом растяжение металла в продольном направлении осуществляется за счет перемещения полосы через вспомогательные валки 3 с меньшей скоростью V (продольная составляюQ щая скорости V), чем через рабочие валки 2 (скорость V)i
Поперечные составляющие скорости перемещения полосы Vj в зависимости от взаимного расположения
пар вспомогательных валков 3 способствует созданию поперечного растяжения или сжатия полосы перед рабочими валками. Так, если точка пересечения 8 продольных осей х-х
вспомогательньк валков 3 смещена от линии V- i/ проходящей через точки О осей вращения пар вспомогательных валков 3, в сторону рабочих валков, то полоса растягивается в
поперечном направлении. Если точка В смещена в противоположную сторону от линии v-- то полоса сжимается. С увеличением угла оС поворота вспомогательных валков уве личивается растяжение полосы в продольном направлении и растяжение (сжатие) в поперечном направлении. Как показывают данные опытной проверки, проведенной на лабораторном стане, оснащенном двумя парами вспомогательных валков диаметром 50 мм и установленных под углом к осевой плоскости рабочих валков, технологические возможности рабочей клети расширены. Так, при формовке с установкой пар вспомогательных валков в соответствии со схемой на фиг.4 (угол ot 15°) полоса (шириной 130 мм, толщиной 1 мм из алюминия) растягивается в поперечном направлении перед рабочими валками, что позволяет отформовать на ней дна продольных яолукругль1х гофра высотой 6 мм преимущественно за сче вытяжки металла (ширина профиля на . 3 мм меньше ширины полосы, в то вре мя как при формовке без применения вспомогательных валков ширина профиля по сравнению с шириной полосы уменьшается на 12 мМ). При отформовке профиля из такой же заготовки с одним трапециевидным гофром высотой 30 мм и шириной 30 м когда вспомогательные валки установ ,лены .по схеме, соответствующей фиг. 5 (угол ot ЗО), на полосе перед рабочими валками создается сжатие, которое приводит к потере устойчивости полосы и ее поперечному изгибу. В результате этого ширина заготовки перед рабочими валками уменьшается на 23-27 мм. Это позволяет отформовать трапециевидный гофр в одной клети. Без применения вспомогательных валков на отформовку такого гофра потребовалось бы два технологических перехода. При проведении описанных вьш1е экспериментов зарегистрировано увеличение (в 8-12 раз) продольного растяжения металла между вспомогательными и рабочими валками. Согласно данным проведенных лабораторных экспериментов, предлагаемое изобретение в сравнении известным обеспечивает поперечное растяжение полосы перед рабочими валками, что позволяет получать качественные профили преимущественно с эпементаь к, формуемыми за счет вытяжки металла, поперечное сжатие полосы перед рабочими валками, что позволяет ужесточить режимы формовки, например получать профили с относительно высокими элементами- на центральных участках, преимущественно из тонколистовой полосы за один технологический переход (вместо двух-трех), создает неравномерное по ширине полосы продольное растяжение (сжатие) металла, что обеспечивает получение несимметричных профилей, значительно (в 8-12 раз) увеличивает продольное растяжение полосы.
9 Уя Х
У
Фиг.З
Фиг. 4
Фиг. 5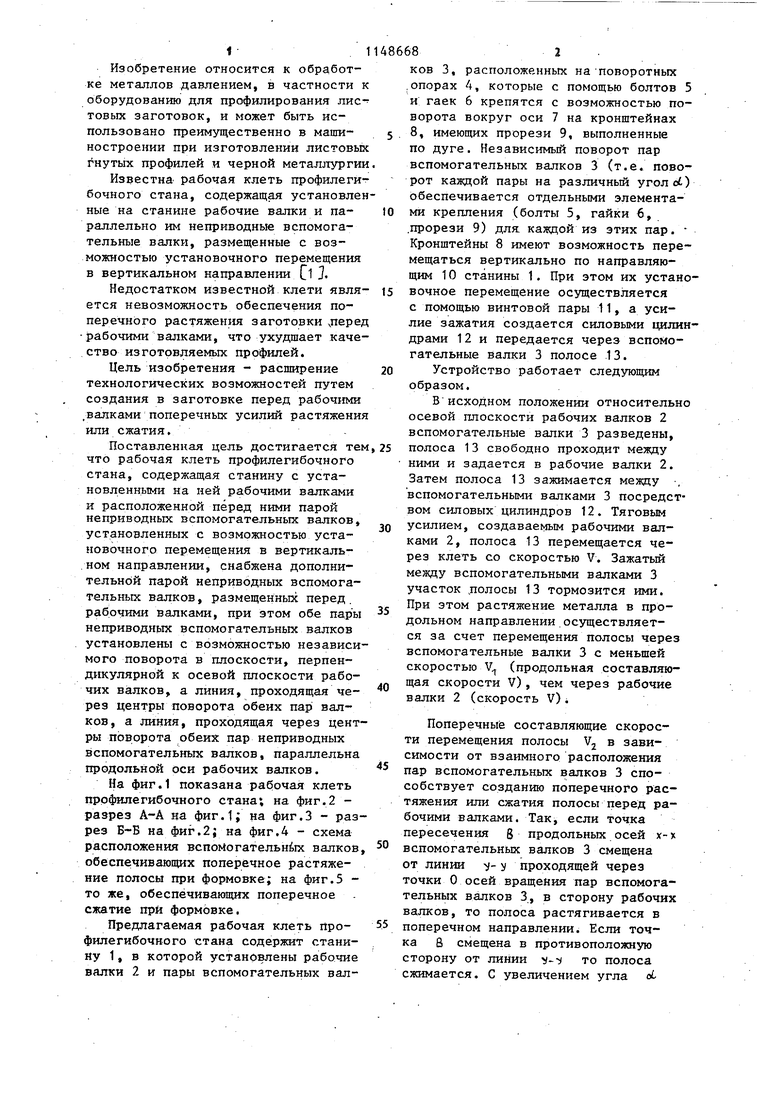
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гнутых тонкостенных профилей | 1990 |
|
SU1754266A1 |
| Профилегибочный стан | 1982 |
|
SU1098606A1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ПРОФИЛЕЙ ПРОКАТА | 1988 |
|
SU1587772A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ГОФРИРОВАННЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030943C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ ПЕРЕМЕННОГО ПО ДЛИНЕ СЕЧЕНИЯ | 1989 |
|
SU1725475A1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ПРОФИЛЕЙ ПРОКАТА | 1989 |
|
RU2068747C1 |
| Универсальный профилегибочный агрегат | 1988 |
|
SU1532122A1 |
| Способ гибки гофрированных деталей и профилегибочный стан для его осуществления | 1984 |
|
SU1237274A1 |
| Рабочая клеть профилегибочного стана | 1979 |
|
SU893307A1 |
| Способ изготовления гнутых профилей | 1991 |
|
SU1811427A3 |
РАБОЧАЯ КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА, содержащая станину с установленньми на ней рабочими валками и расположенной перед ними парой неприводньгх вспомогательных валков, установленных с возможностью установочного перемещения в вертикальном направлении, отличающаяся тем, что, с целью расширения технологических возможностей путем создания в заготовке перед рабочими валкими поперечных усилий растяжения или сжатия, она снабжена дополнительной парой неприводных вспомогательньк валков, размещенных перед рабочими валками, при этом обе пары неприводных вспомогательных валков установлены с возможностью независимого поворота в плоскости, перпендикулярной к осевой плоскости рабочих валков, а линия, проходящая через центры поворота обеих пар неприводимых 0 вспомогательных валков, параллельна продольной оси рабочих валков. 4 00 05 05 00
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 1973 |
|
SU453217A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
