сд
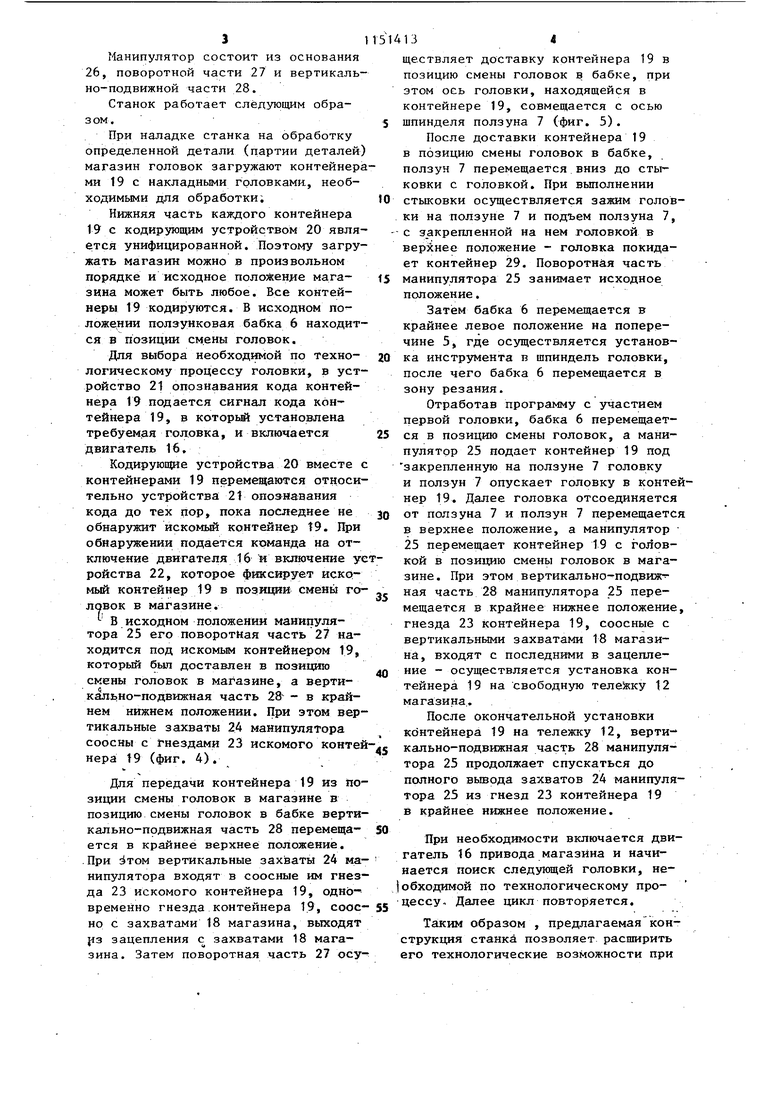
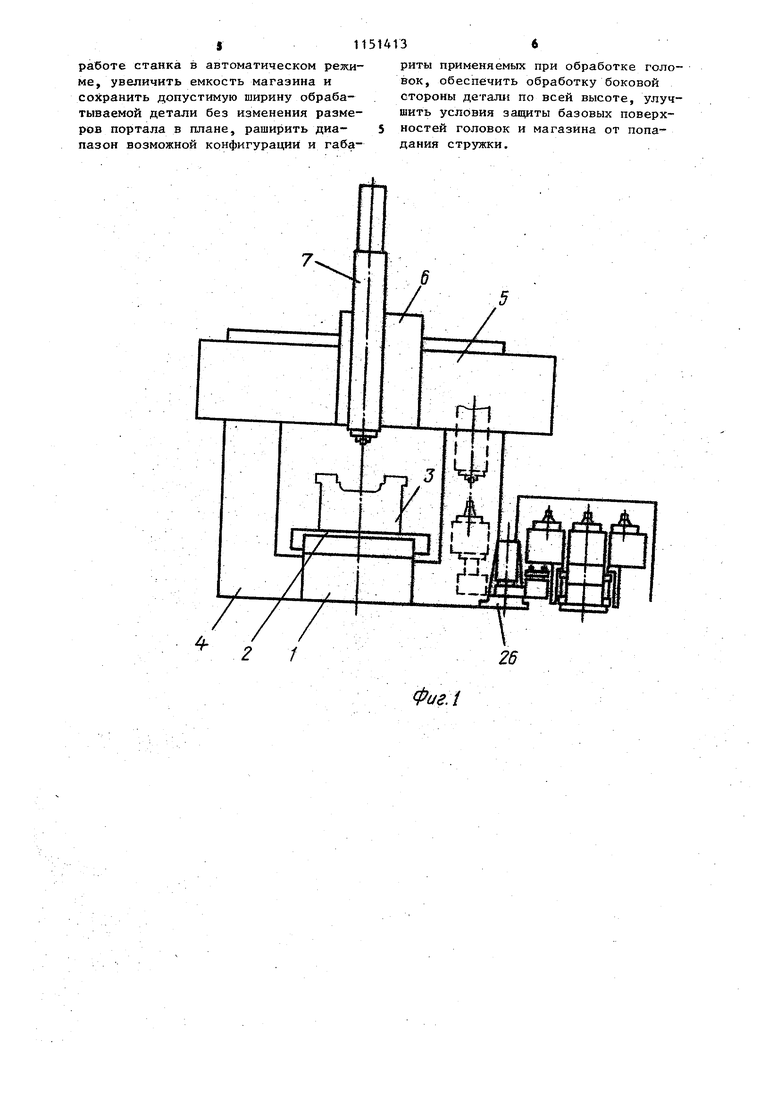
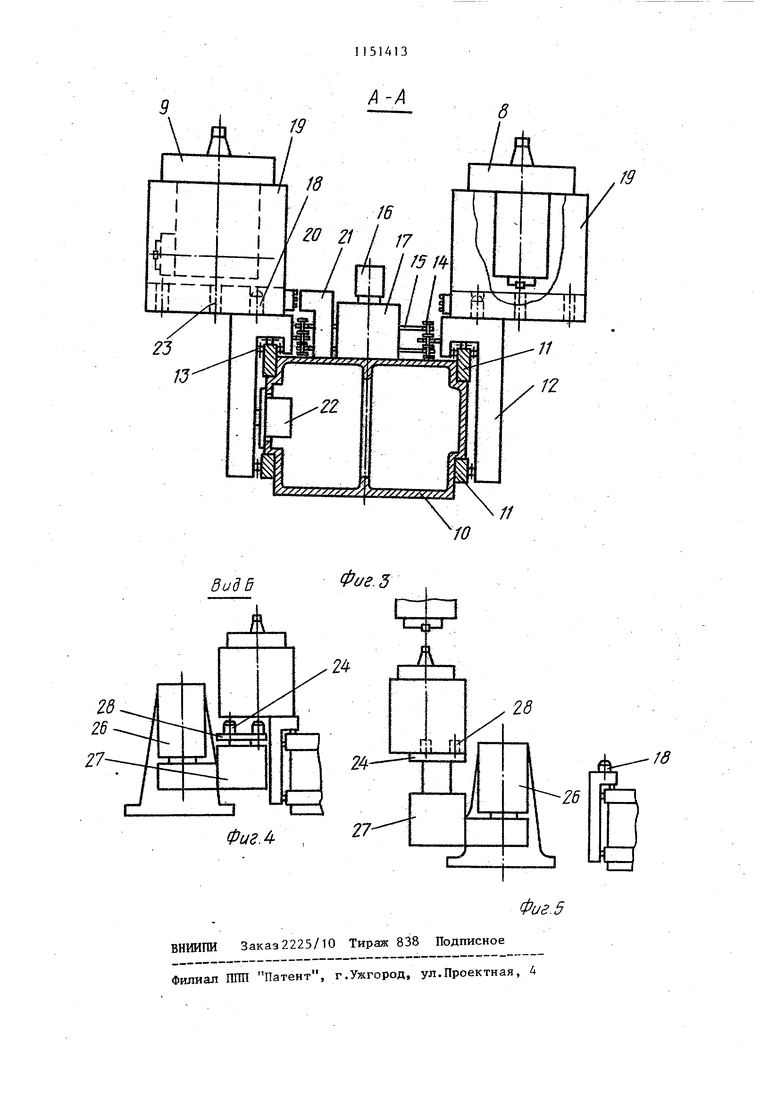
IfS 1 Изобретение относится к станкостроению, преимущественно к многооперационным фрезерно-расточным ста кам портального типа с продольным столом и вертикальной бабкой на поп речине портала. Известен многооперационный фрезерно-расточньй станок портального типа с продольным столом, содержащи ползунковую бабку и горизонтальный магазин, имеющие позиции для смены инструмента lj , Недостатком известного станка яв ляется расположение магазина в непосредственной близости от зоны резания, .что усложняет защиту базовых поверхностей головок от стружки, а значит и ограничивает техноло гические возможности станка особенно в автоматическом режиме работы, Цель изобретения - расширение технологических возможностей станка. Указанная цель достигается тем, что многооперационньй фрезерпо-раст ный станок портального типа, содерж щий ползунковую бабку и горизонталь ньй магазин, имеющие позиции для см ны головок, снабжен установленным между позицией смены головок в ползу нковой бабке и позицией смены головок в магазине манипулятором выполненным составным из двух частей, одна из которых установлена с возможностью поворота, а другая с возможностью перемещения в верти кальной плоскости и снабжена захватами, а магазин имеет контейнеры, установленные с возможностью взаимо действия с захватами манипуляторов причем позиция смены головок в магазине смещена относительно позиции смены головок в ползунковой бабке в горизонтальной плоскости в направле нии, противоположном зоне резания. На фиг, 1 показан многооперацио ный фрезерно-расточньй станок портального типа, вид спереди; на фиг. 2 - то же, вид в плане; на фиг, 3 - разрез А-А на фиг. 2; на фиг, 4 - вид В на фиг, 2 (манипулятор в положении Установки-снятия головки в позиции смены наклад ных головок в магазине); на фиг, 5 манипулятор в положении установки снятия головки в позиции смены на кладных гоЛовок в бабке. 3J Станок содержит станину 1, стол 2, на который устанавливается обрабатываемая деталь 3. Стойки 4 с поперечиной 5 образуют портал, по поперечHbw направляющим которого перемещается бабка 6 с вертикально-подвижным ползуном 7 со шпинделем. На нижний торец ползуна 7 могут устанавливаться различные накладные головки, .например концевые удлинители 8 или угловые 9 головки, последние предназначены обработки торцовых и боковых поверхностей детали 3. Закрепленная к ползуну 7 накладная головка деремещаётся совместно с бабкой 6, Два крайних положения бабки 6 на поперечине 5 являются фиксированными. В одном из них (крайнем левом) осуществляется смена инструментов в. магазине инструментов (не показан), В другом, крайнем правом - в позиции смены головок в бабке, осуществляется смена накладных головок. Магазин головок состоит из корпуса 10 с горизонтальнь&ш направляющими t1, образующими замкнутый контур вокруг корпуса 10, По направляющим 11 перемещаются тележки 12 на опорах качения 13. Тележки 12 перемещаются при помощи тянущей замкнутой цепи 14, которая приводится в движение звездочкой 15 от двигателя 16 через регулятор 17. На тележках 12 выполнены вертикальные захваты 18 под контейнеры 19. В контейнерах 19 размещаются необходимые по технологическому пропроцессу головки , Каждый контейнер имеет кодирующее устройство 20, а на корпусе 10 магазина установлено устройство 21 опознавания ввода контейнера 19, В корпусе 10 магазина также вмонтировано устройство 22, фиксирующее тележку 12 с искомым контейнером 19 в позиции смены головок в магазине (фиг,2), Двигатель 16, устройство 21 опознавания кода контейнера 19 и устройство 22 электрически связаны с системой ЧПУ, осуществляющей управление процессом смены накладных голотюк. В контейнерах 19 выполнены, гнезда 23 под захвать 18 магазина и вертикальные захваты 24 манипулятора 25, который осуществляет передачу контейнера 19 из позиции смени головок в магазине в позицию смены головок ч бабке. Манипулятор состоит из основания 26, поворотной части 27 и вертикаль но-подвижной части 28, Станок работает следующим образом. При наладке станка на обработку определенной детали (партии деталей магазин головок загружают контейнер ми 19 с накладными головками, необходимыми для обработки; Нижняя часть каждого контейнера 19 с кодирзтощим устройством 20 явля ется унифицированной. Поэтому загру жать магазин можно в произвольном порядке и исходное положенке магазина может быть любое. Все контейнеры 19 кодируются. В исходном положении ползунковая бабка 6 находит ся в позиции смены головок. Для выбора необходдаюй по технологическому процессу головки, в уст ройство 21 опознавания кода контейнера 19 подается сигнал кода контейнера 19, в которьй установлена требуемая головка, и включается двигатель 16, Кодирующие устройства 20 вместе контейнерами 19 перемещаются относи тельно устройства 2t опознавания кода до тех пор, пока последнее не обнарз жит искомый контейнер 19. При обнаружении подается команда на отключение двигателя 16 и включение у ройства 22, которое фиксирует искомый контейнер 19 в позиции смены го ловок в магазине. В исходном положении манипулятора 25 его поворотная часть 27 находится под искомым контейнером 19, который был доставлен в позицию смены головок в магазине, а вертикально-подвижная часть 28 - в крайнем нижнем положении. При этом вер тикальные захваты 24 манипулятора соосны с гнездами 23 искомого конте нера 19 (фиг. 4) . Для передачи контейнера 19 из по зиции смены головок в магазине в позицию смены головок в бабке верти кально-прдвижная часть 28 перемещается в крайнее верхнее положение. .При вертикальные захваты 24 ма нипулятора входят в соосные им гнез да 23 искомого контейнера 19, одновременно гнезда контейнера 19, соос но с захватами 18 магазина, выходят ji3 зацепления с захватами 18 магазина. Затем поворотная часть 27 осу ществляет доставку контейнера 19 в позицию смены головок в бабке, при этом ось головки, находящейся в контейнере 19, совмещается с осью щпинделя ползуна 7 (фиг. 5). После доставки контейнера 19 в позицию смены головок в бабке, ползун 7 перемещается вниз до стыковки с головкой. При выполнении стыковки осзществляется зажим головки на ползуне 7 и подъем ползуна 7, с з акреш1енной на нем головкой в верхнее положение - головка покидает контейнер 29. Поворотная часть манипулятора 25 занимает исходное положение. Затем бабка 6 перемещается в крайнее левое положение на поперечине 5, где осуществляется установка инстрзгмента н шпиндель головки, после чего бабка 6 перемещается в зону резания. Отработав программу с участием первой головки, бабка 6 перемещается в позицию смены головок, а манипулятор 25 подает контейнер 19 под закрепленн Ж) на ползуне 7 головку и ползун 7 опускает головку в контейнер 19. Далее головка отсоединяется от ползуна 7 и ползун 7 перемещается в верхнее положение, а манипулятор 25 перемещает контейнер 19 с головкой в позицию смены головок в магазине . При этом вертикально-подвиж ная часть 28 манипулятора 25 перемещается в крайнее нижнее положение, гнезда 23 контейнера 19, соосные с вертикальными захватами 18 магазина, входят с последними в зацепление - осуществляется установка контейнера 19 на свободную тележку 12 магазина.. После окончательной установки контейнера 19 на тележку 12, вертикально-подвижная часть 28 манипулятора 25 продолжает спускаться до полного вьтода захватов 24 манипулятора 25 из гнезд 23 контейнера 19 в крайнее нижнее положение. При необходимости включается двигатель 16 привода магазина и начинается поиск следующей головки, необходимой по технологическому процессу. Далее цикл повторяется. Таким образом , предлагаемая контрукция станка позволяет распирить го технологические возможности при
работе станка в автоматическом режиме, увеличить емкость магазина и сохранить допустимую ширину обрабатываемой детали без изменения размеров портала в плане, раширить диапазон возможной конфигурации и габариты применяемых при обработке головок, обеспечить обработку боковой стороны детали по всей высоте, улучшить услйвия защиты базовых поверхностей головок и магазина от попадания стружки.
Фиг.1
/7озиция позиция смены еолоео/ голабок магазина
| название | год | авторы | номер документа |
|---|---|---|---|
| Многооперационный фрезерно-расточный станок | 1982 |
|
SU1065134A1 |
| Многооперационный станок портального типа | 1989 |
|
SU1742029A1 |
| Многооперационный станок | 1983 |
|
SU1117181A1 |
| Многооперационный станок | 1984 |
|
SU1212753A1 |
| Многооперационный станок | 1979 |
|
SU880689A1 |
| Устройство для автоматической смены инструмента и инструментальных головок на металлорежущем станке | 1987 |
|
SU1481026A1 |
| Портальный станок с автоматической сменой инструмента | 1988 |
|
SU1558629A1 |
| Многооперационный станок | 1986 |
|
SU1407754A1 |
| Устройство для автоматической смены инструмента | 1983 |
|
SU1135593A1 |
| Многооперационный станок с автоматической сменой инструмента | 1983 |
|
SU1133799A1 |
МНОГООПЕРАЦИОННЫЙ ФРЕЗЕРНОРАСТОЧНЫЙ СТАНОК ПОРТАЛЬНОГО ТИПА, содержащий ползунковую бабку и горизонтальньй магазин, имеющие позиции для смены головок, -отличающий тем, что, с целью расширения технологических возможностей, станок снабжен установленным ме;кду позицией смены головок в ползунковой бабке и позицией смены головок в магазине манипулятором, вьтолненным составным из двух частей, одна из которых установлена с возможностью поворота, а другая - с возможностью пе.ремещения в вертикальной плоскости и снабжена захватами, а магазин имеет контейнеры, установленные с возможностью взаимодействия с захватами манипулятора, причем позиция смены головок в магазине смещена относительно позиции смены головок в пол- с зунковой бабке в горизонтальной плос(Л кости в направлении, противоположном зоне резания.
Фиг. 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Каталог фирмы Вальдрйх Кобург (ФРГ) | |||
| Материалы симпозиума в г | |||
| Москве, 1982. | |||
