Известен пневматический механизм для закладки деталей в штамп и их съема с применением совершающих линейное возвратно-поступательное движение цилиндров с захватами для деталей.
Описываемый пневматический механизм тото же назначения по сравнению с известным позволяет повысить производительность труда и обеспечивает безопасные условия при работе.
Особенность пневматического механизма заключается в том, что цилиндры монтированы с возможностью их перемеш;ения в горизонтальной плоскости в направляющих пазах стола, связанного .с верхней плитой штампа ири помощи подпружиненных тяг, сообщающих столу возвратно-поступательное движение по вертикали в пределах, необходимых для закладки и съема деталей. Порщни цилиндров жестко соединены с направляющими стола трубчатыми щтоками и через последние с пневмопроводом. На колонке пресса неподвижно закреплен пластинчатый переключатель для автоматического выключения цилиндров.
На фиг. 1 изображен пневматический механизм, вид в плане; на фиг. 2 - разрез по АА на фиг. 1; на фиг- 3-узел пластинчатого переключателя.
Стол 1 соединен с верхней плитой 2 щтампа подпружиненными регулируемыми тягами 3 и получает через них движение по вертикали. К столу / прикреплены серьги 4, которые скользят по направляющим колонкам 5 и 6 штампа при вертикальном перемещении стола.
В направляющих пазах стола в крышках 7 установлены два пневматических цилиндра 8 получающих в горизонтальной плоскости линейное возвратно-поступательное движение.
Порщни 9 цилиндров 8 неподвижны и жестко соединены с направляющими стола трубчатыми штоками 10 и через них с пневмопроводами ;/ и 12.
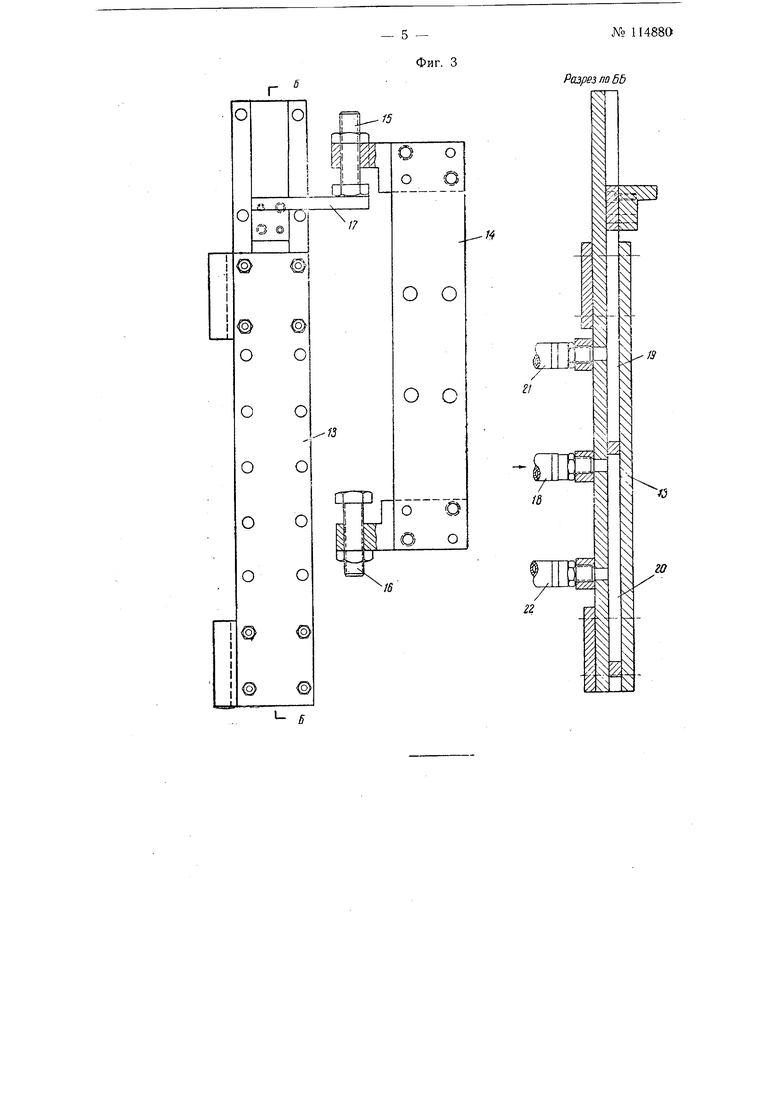
Включение пневматических цилиндров 8 производится автоматически пластинчатым переключателем 13, жестко укрепленным на ко№ 114880
лонке пресса. К верхней плите 2 штампа (или к ползуну пресса) прикреплен кронштейн 14, снабженный упорными болтами 15 к 16, взаимодействуюшими с кронштейном /7 золотника переключателя. Подача воздуха в переключатель J3 производится через патрубок 18, а полости 19 и 20 переключателя сообш аются с полостями пневмопроводов 11 н 12 через гибкие шланги 21 и 22.
Цилиндры 8 снабжены парой передних захватов 23 и парой задних захватов 24.
При перемеш,енин верхней плиты 2 штампа вниз стол / опускается, одновременно захваты 23 закладывают необработанную деталь в штамп, а захваты 24 снимают С него обработанную деталь на склиз 25. Дальнейшее опускание плиты 2 происходит за счет свободного хода тяг 3 и сжатия прзжин 26.
Верхний упорный болт 15, воздействуя на кронштейн /7, опускает его вниз, цилиндры 8 включаются и движутся по фронту до упора (холостой ход цилиндров).
В период свободного хода тяг 3, т. е. во время нахождения стола / вниз, производится загрузка деталей в захваты 2с, которые в это время находятся вне рабочей зоны штампа.
Нижний упорный болт 16, воздействуя на кронштейн 17, поднимает его, и цилиндры 8 совершают обратное движение до упора (рабочий ход цилиндров), перемещая деталь на следующую позицию.
Предмет изобретения
1.Пневматический механизм для закладки деталей в штамп и их съема с применением совершающих линейное возвратно-поступательное движение цилиндров с захватами для деталей, отличающийся тем, что, с целью повышения производительности и обеспечения безопасных условий работы, цилиндры смонтированы передвижными в горизонтальной плоскости в направляющих пазах стола, связанного с верхней плитой штампа посредством подпружиненных тяг, сообщающих столу возвратно-поступательное движение по вертикали в пределах, необходимых для закладки и съема деталей.
2.Форма выполнения пневматического механизма по п. 1, отличающаяся тем, что порщни цилиндров жестко соединены с направляющими стола трубчатыми штоками и через них с пневмопроводом.
3.Форма выполнения пневматического механизма по п. 1, отличающаяся тем, что на колонке штампа подвижно закреплен пластинчатый переключатель для автоматического включения цилиндровI-, s
.
1
NilJQl f l«01
CM
t; 5; Я &
Фиг. 3
Разрез по 66

| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный пресс для штамповки деталей | 1988 |
|
SU1542670A1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Автоматический штамповочный комплекс для изготовления деталей из полосы и устройство для отделения от стопы полосы и подачи ее в рабочую зону пресса | 1990 |
|
SU1756000A1 |
| Многопозиционная машина для бесшвейного скрепления предварительно зажатых в контейнеры книжных блоков | 1958 |
|
SU119866A1 |
| Устройство для снятия колпачков с горловины тары | 1989 |
|
SU1772081A1 |
| Штамп для гибки штучных заготовок из листа и проволоки | 1984 |
|
SU1205968A1 |
| Поточная линия для штамповки крупногабаритных листовых заготовок | 1991 |
|
SU1834813A3 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Устройство для подачи заготовок и удаления изделий из штампа | 1989 |
|
SU1738440A1 |
| Штамп для раскроя листовых материалов | 1940 |
|
SU61012A1 |