1
(21)4402552/25-27
(22)04.04,88
(46) 15.02.90. Бюл. № 6
(71)Запорожский автомобильный завод Коммунар
(72)Д.И.Шумейко и И.Д.Домнин
(53)621.979:62-229.61(088.8)
(56)Авторское свидетельство СССР № 299061, кл. В 21 D 43/05,
В 30 В 15/30, 1967,
Авторское свидетельство СССР № 1194546, кл. В 21 D 43/05, 1985,
(54)МНОГОПОЗИЦИОННЫЙ ПРЕСС ДЛЯ ШТАМПОВКИ ДЕТАЛЕЙ
(57)Изобретение относится к обработке металлов давлением и может быть использовано для штамповки деталей. Цель изобретения - расширение технологических возможностей путем обеспечения штамповки деталей различных конфигураций. Штамповка осуществляется на прессе, содержащем стол и полИзобретение относится к обработке металлов давлением и может быть использовано для штамповки деталей.
Цель изобретения - расширение технологических возможностей путем штамповки деталей с различным профилем.
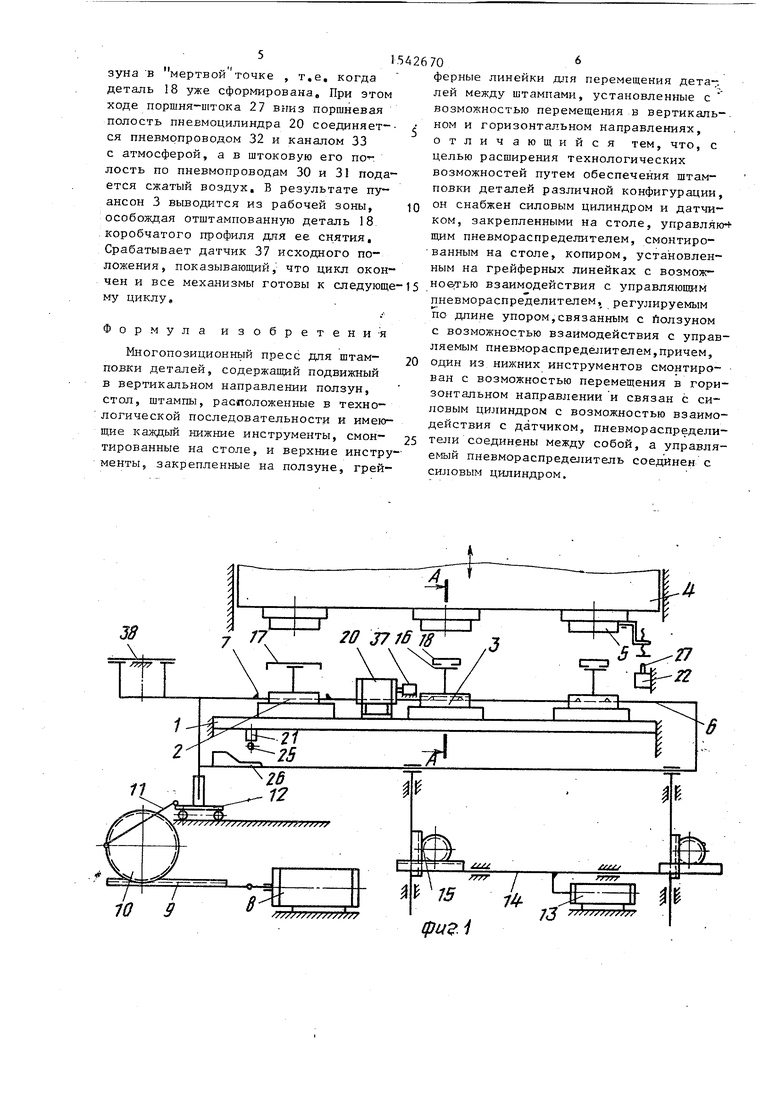
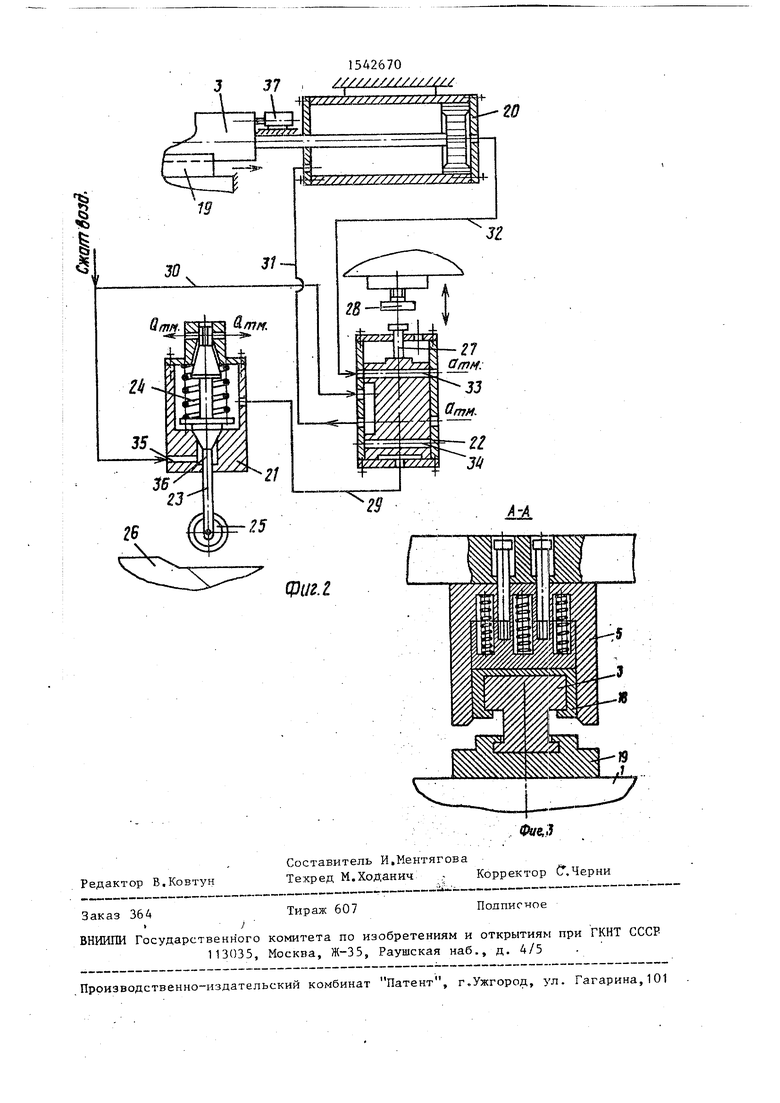
На фиг.1 изображен многопозицион- ныц пресс для штамповки деталей; на фиг,2 - пневматическая система; на фиг.З - разрез А-А на фиг,1.
Пресс содержит стол 1, на котором размещены нижние инструменты штампов 2, например пуансоны. На пуансоне 3 выполняв:ся формирование детали полузамкнутого профиля типа коробча-
зун. На столе установлены нижние ин-- струменты штампов, а на ползуне за- „ креплены верхние инструменты штампов Детали перемещаются между штампами грейферными линейками. Один из нижних инструментов установлен подвижно вдоль стола и связан с силовым цилиндром, соединенным с управляемым распределителем. Управляемый распределитель соединен с управляющим распределителем. Распределители закреплены на столе. Управляемый распределитель взаимодействует с регулируемым по длине упором, связанным с пуансоном. Управляющий распределитель взаимодействует с копиром, закрепленным на грейферных линейках. Нижний инструмент взаимодействует с датчиком. Один из нижних инструментов установлен подвижно и снабжен пневмо- системой, включающей силовой цилиндр, датчик и распределители, 3 ил.
SS
того. Пресс включает ползун 4 с верхними инструментами 5 штампов и систему шагового перемещения, в которую входят пара параллельных между собой грейферных линеек 6, снабженных индивидуальными захватами 7, За пределами стола 1 установлен привод возвратно-поступательного перемещения линеек 6, содержащий пневмоци- линдр 8 двустороннего действия, на штоке которого закреплена зубчатая пара-рейка 9 с шестерней 10 и криво- шипно-кулисный механизм 11, Последний связан с линейками 6 посредством каретки 12, Система содержит также
сд
Јь
to
О
привод подъема и опускания линеек, включающий пневмоцилиндр 13, соединенный тягой 14 с зубчато-реечной передачей 15.
На пуансонах 3 установлены опоры- трафареты 16 для подъема деталей 17 над пуансонов, Пуансоп 3 на позиции формирования детали 18 коробчатого типа смонтирован на столе подвижно в направляющих 19 с помощью пневмоцилиндра 20, полости которого соединены с источником сжатого воздуха через последовательно связанные между собой пневмораспределите- ли - управляющий 21 и управляемый 226 Шток 23 пневмораспределителя 21 подпружинен пружиной 24, с другой сто- роны заканчивается роликом 25 е По- следний взаимодействует с копиром 26 размещенным на линейках 6, Поршень- шток 27 пневмораспределителя 22 взаи модействует с регулируемым по длине упором 28, закрепленным на верхнем инструменте 5 штампав Оба пневморас- пределителя соединены между собой пневмопроводами 29 и 30„ а пневмопроводами 31 и 32 пневмораспределитель 2 соединен соответственно со штоковой и поршневой полостями пневмоциличц- ра 20, В поршне-штоке 27 выполнены каналы 33 и 34 для соединения соответственно поршневой и штоковой полостей пневмоцилиндра 20 с атмосферой, В корпусе пневмораспрйделнтеля 21 выполнены каналы 35 и 36 пля соединения его с источником, слсатого воздухав
На нижнем столе предусмотрен датчик 37 контроля исходного положения пуансона 3,выдвинутого из рабочей зоны штампа„ Его срабатывание является разрешением для следующего рабо чего цикла о
Пресс имеет также загрузочную позицию 38 для осуществления первоначальной загрузки пресса заготовкой, Пресс работает следующим образом,, Б исходном положении отштампованные детали 37 на каждой техяотоги- ческой позиции-пуансонах 2, в том числе и деталь 18 коробчатого профиля на пуансоне 3 размещаются на опорах-трафаретах 16 и подготовлены к их снятий и передаче на последующие позиции. При этом пуансон 3 выведен пневмоцилиндром 20 из рабочей зоны, освободив деталь 18 для ее съема, и к этому моменту деталь (8 такяе на0
5
5
ходится на своей опоре-трафарете 16в Ползун 4 с верхними инструментами 5 штампов перемещается вверх.
Подается команда на пневмоци- пинцр 13 подъема линеек 6 системы шагового перемещения, который через тягу 14 и зубчато-реечную передачу 15 перемешает линейки, и захваты 7 производят съем деталей с опор- трафаретов 16, Далее поступает команда на пневмоцилиндр 8 системы, который через зубчато-реечную передачу 9-10, кривошипно™кулисный механизм 11 и каретку 12 перемещает линейки 6 на один шаг вправо„ При этом копир 26, размещенный на линейках, взаимодействует z роликом 25 штока 23 пневмораспределителя 21, в результа- 0 те чего пружина 24 сжимаетсяs a
шток 23, перемещаясь вверх, открывает каналы 35 и 36, и сжатый воздух по ним и пневмопроводу 29 поступает в пневморапределитель 22, Поршень- шток 27 последнего перемещается вверх и при этом пневмопровод 31 соединяет штоковую полость пневмэцилиндра 20 через канал 34 с атмосферой, а в поршневую его полость подается сжатый воздух по пневмопроводам 30 и 32е Осуществляется ввод пуансона 3 по направляющим 19 в рабочее положение, подготовленное для приема заготовки 1 7 в
Следует команда на опускание линеек 6 системы шагового перемещения, что и осуществляется пневмоцилинд- ром 13, тягой 14 и зубчато-реечной передачей 15„ Захваты 7 линеек, опускаясь, устанавливают на рабочие позиции пуансоны 2 и 3 детали 17 для их обработки, причем обработанную на последней позиции деталь укладывают вне пресса.
Далее линейки системы выполняют шаговое перемещение1 влево в исходное положение,, При этом прекращается взаимодействие ролика 25 с копиром 26, пружина 24 возвращает шток 23 в начальную позицию и каналы 35 и 36 перекрываются, исключая доступ сжатого воздуха в пневмопровод 29„
Одновременно с этим выполняется рабочий ход ползуна 4 пресса и обработка деталей на всех нижних инструментах штампов0 Упор 28 размещен на верхнем инструменте: штампа 5 таким образом, что его взаимодействие со штоком 27 происходит в положении пол0
5
0
5
0
5
эуна в мертвой точке
15
т.е. когда деталь 18 уже сформирована. При этом ходе поршня-штока 27 вниз поршневая полость пневмоцилиндра 20 соединяет-- ся пневмопроводом 32 и каналом 33 с атмосферой, а в штоковую его по- лость по пневмопроводам 30 и 31 подается сжатый воздух, В результате пуансон 3 выводится из рабочей зоны, особождая отштампованную деталь 18 коробчатого профиля для ее снятия. Срабатывает датчик 37 исходного положения, показывающий, что цикл окончен и все механизмы готовы к следующе му циклу.
Формула изобретения
Многопозиционный пресс для штам- 20 повки деталей, содержащий подвижный в вертикальном направлении ползун, стол, штампы, расположенные в технологической последовательности и имеющие каждый нижние инструменты, смон- 75 тированные на столе, и верхние инструменты, закрепленные на ползуне, грей5
0
26
5
0 5
706
ферные линейки для перемещения деталей между штампами, установленные с возможностью перемещения в вертикальном и горизонтальном направлениях, отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения штамповки деталей различной конфигурации, он снабжен силовым цилиндром и датчиком, закрепленными на столе, управляют щим пневмораспределителем, смонтированным на столе, копиром, установленным на грейферных линейках с возможностью взаимодействия с управляющим пневмораспределителем, регулируемым по длине упором,связанным с ползуном с возможностью взаимодействия с управляемым пневмораспределителем,причем, один из нижних инструментов смонтирован с возможностью перемещения в горизонтальном направлении и связан с силовым цилиндром с возможностью взаимодействия с датчиком, пневмораспредели- тели соединены между собой, а управляемый пневмораспределитель соединен с силовым цилиндром.

| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный пресс для штамповки изделий | 1991 |
|
SU1819177A3 |
| Устройство для перемещения вырубленных заготовок в многопозиционном прессе | 1989 |
|
SU1712037A1 |
| Устройство для перемещения заготовок с позиции вырубки на следующую позицию штампа | 1989 |
|
SU1696065A1 |
| Многопозиционный пресс для листовой штамповки | 1988 |
|
SU1562049A1 |
| Многопозиционный пресс для горячей объемной штамповки | 1985 |
|
SU1279716A1 |
| Пресс для вытяжки | 1991 |
|
SU1810176A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
| Штамп с отключаемыми пуансонами | 1987 |
|
SU1609536A1 |
| Грейферный подающий механизм к многопозиционному прессу | 1985 |
|
SU1279722A1 |
| Грейферное устройство для перемещения заготовок к многопозиционному прессу | 1986 |
|
SU1349854A1 |
Изобретение относится к обработке металлов давлениием и может быть использовано для штамповки деталей. Цель изобретения - расширение технологических возможностей путем обеспечения штамповки деталей. Цель изобретения - расширение технологических возможностей путем обеспечения штамповки деталей различных конфигураций. Штамповка осуществляется на прессе, содержащем стол и ползун. На столе установлены нижние инструменты штампов, а на ползуне закреплены верхние инструменты штампов. Детали перемещаются между штампами грейферными линейками. Один из нижних инструментов установлен подвижно вдоль стола и связан с силовым цилиндром, соединенным с управляемым распределителем. Управляемый распределитель соединен с управляющим распределителем. Распределители закреплены на столе. Управляемый распределитель взаимодействует с регулируемым по длине упором, связанным с пуансоном. Управляющий распределитель взаимодействует с копиром, закрепленным на грейферных линейках. Нижний инструмент взаимодействует с датчиком. Один из нижних инструментов установлен подвижно и снабжен пневмосистемой, включающей силовой цилиндр, датчик и распределители. 3 ил.
-4- i
Ш--21
- М
11
///////SS/SSSSS/
f-ч
&
J
П
Т //лс
fSSSt
МГ77Г1Г ГГГГГ
is L ЧЕЕ
фиг.1
7/7 / 7YSSS / fs S
37
1542670 ////////////////
X
Редактор В.Ковтун
Фие,3
Составитель И.Ментягова
Техред М.Ходанич - Корректор С.Черни
Заказ 364
Тираж 607
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
w
Подписное
