Изобретение относится к технологическому оборудованию для изготовления бескаркасных катушек, например седлообразных катушек отклоняющих электромагнитных систем телевизионных приемников, и может быть использовано в радиоэлектронной и электротехнической промышленности.
Известна оправка для намотки и спекания катунгек, состояш.ая из двух частей, выполненных из термоэлектроизоляционных материалов, образующих полость (щелевидное отверстие), куда наматывают провод с липким слоем. После термообработки или сушки обмотки, части оправки разъединяют и вынимают конструктивно жесткую катушку, не требующую каркаса 1.
Однако в термоэлектроизоляционных )явкух уменьшается скорость охлаждения после их нагрева и соответственно возрастает время охлаждения. Онравки имеют низкую износостойкость и механическую прочность.
Наиболее близкой к изобретению является оправка для намотки и спекания бескаркасных катушек, содержащая корпус и сердечник, выполненные из теплопроводного материала и образующие полость с переменным сечение.м для намотки провода 2.
Прн массовом производстве бескаркасных катушек применяют провод с термопластичным слоем и производят нагрев провода в оправке, пропуская через него электрический ток. При этом в цельнометаллической оправке разные части катушки нагреваются неравномерно, в зависимости от конфигурации катушки, причем неравномерность тем больше, чем больше разница между топкой и толстой частями катушки, формируемыми промежутком между элементами оправок. Недостатком также является закорачивание витков катушки металлической оправкой при вероятных повреждениях изоляции провода.
Целью изобретения является повышение качества катушек за счет обеспечения равномерного температурного режима спекания, поБЬ1шение производительности и снижение энергетических и материальных затрат.
Поставленная цель достигается тем, что в оправке для намотки и спекания бескаркасных катушек, содержащей корпус и сердечник, выполненные из теплопроводного материала и образующие полость с переменны.м сечением для намотки провода, корпус и сердечник выполнены с углублениями на поверхностях, образующих полость для намотки, при этом плотность размещения углублений на поверхностях оправки обратно пропорциональна ширине сечения полости.
Кроме того, оправка может быть сцабжена вставками из термоэлектроизоляционного материала, расположеннымиублениях.
Наличие углублений или вставок, размещенных возле тонкой части кахущек, снис жает теплопроводность этой части оправки и приводит к большему нагреву тонкой части катущки. Таки.м образом, более равномерно нагревается как тонкая, так и толстая части катущки и получается более равномерный режим спекания.
0 При наличии углублений или вставок увеличивается те.мпература в тонкой части катушки. Это позволяет снизить электрический ток спекания и температуру остальных частей катущки, в т.ч. максимальную тем5 пературу в толстой части катушки. При снижении максимальной температуры снижается время охлаждения после спекания. Снижение тока спекания позволяет экономить энергию.
При наличии углублений или вставок
0 и более равномерном режиме спекания более качественно слипаются провода в катущке и снижается необходимость ее подклейки после изъятия из оправки. Таким образом, снижается трудоемкость производственного процесса. От количества проводов, размешенных у поверхности оправки, зависит суммарное количество выделяемой энергии у этой поверхности-.
Для обеспечения равномерного температурного режима спекания разных частей катущки, где распределяются разные количества проводов, необходима разная теплопроводность поверхности оправки. Это достигается путем изменения плотности размещения углублений или вставок на поверх5 ности оправки.
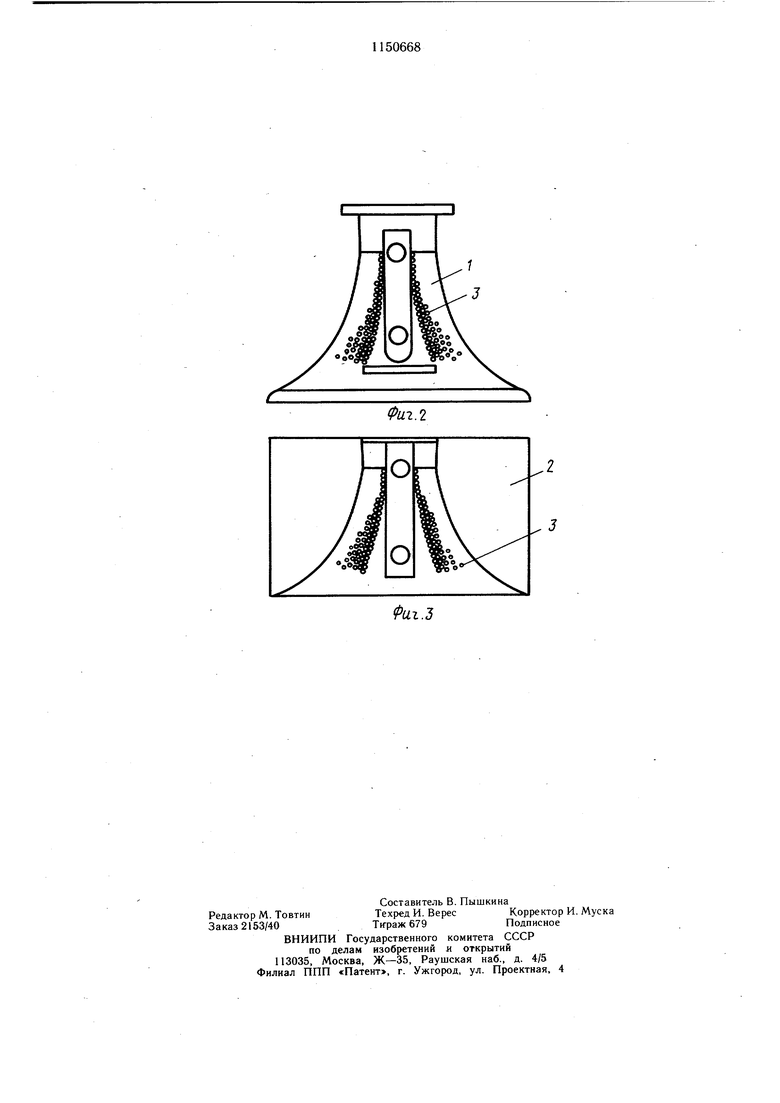
На фиг. 1 показана оправка, общий вид; на фиг. 2 - сердечник; на фиг. 3 - корпус.
Оправка состоит из сердечника 1 и корпуса 2 с углублениями 3. Катущка 4
0 наматывается и спекается в полОсти, образуемой между корпусом 2 и сердечником 1, собранными в оправку. Сечение катущки 4 не одинаковой толщины. Для обеспечения более высокой температуры в тонких частях катущки и тем самым более равномерного температурного режима спекаемых проводов углубления 3 размещены обратно пропорционально ширине сечения полости для намотки катущки. Оправка выполнена из металла.
0 Наличие углублений или вставок из термоэлектроизоляционного материала при их оптимальном размещении может сузить интервал разницы температуры в тонкой и толстой частях катушки. Снизить трудоемкость подклейки катушек и систем, уменьшить отходы провода при намотке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка для намотки и спеканиябЕСКАРКАСНыХ КАТушЕК | 1979 |
|
SU803033A1 |
| Оправка для намотки и спекания бескаркасных катушек | 1982 |
|
SU1120415A1 |
| Способ изготовления оправок для намотки и спекания бескаркасных катушек | 1983 |
|
SU1176396A1 |
| Оправка для намотки и спекания бескаркасных катушек | 1985 |
|
SU1309097A2 |
| Способ изготовления кольцевых катушек | 1982 |
|
SU1030868A1 |
| Способ изготовления оправок для намотки и спекания бескаркасных катушек | 1985 |
|
SU1316055A2 |
| Способ изготовления высоковольтной бескаркасной катушки | 2019 |
|
RU2706419C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСКАРКАСНОЙ КАТУШКИ ИНДУКТИВНОСТИ И ОПРАВКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2605769C1 |
| Способ изготовления бескаркасных тороидальных катушек индуктивности | 1986 |
|
SU1417054A1 |
| Способ изготовления обмотки дискового якоря электрической машины | 1984 |
|
SU1262643A1 |
1. ОПРАВКА ДЛЯ НАМОТКИ И СПЕКАНИЯ БЕСКАРКАСНЫХ КАТУ ШЕК, содержащая корпус и сердечник, выполненные из теплопроводного материала и о&разующие полость с переменным сечением для намотки провода, отличающаяся тем, что, с целью повышения качества катушек за счет обеспечения равномерного температурного режима спекания, повышения производительности и снижения энергетических и материальных затрат, корпус и сердечник выполнены с углублениями на поверхностях, образующих полость для намотки, при этом плотность размещения углублений на поверхностях оправки обратно пропорциональна ширине сечения полости. 2. Оправка по п. ,отличающаяся тем, что оправка снабжена вставками из термоэлектроизоляционного материала, расположенными в углублениях. ел о О) 05 00
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Оправка для намотки и спеканиябЕСКАРКАСНыХ КАТушЕК | 1979 |
|
SU803033A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Родин А | |||
| И | |||
| и др | |||
| Совмещение изображений в цветных трехлучевых кинескопах | |||
| М., «Связь, 1978, с | |||
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
