Изобретение относится к технологии изготовления оправок для намотки и спекания бескаркасных катушек, используемых в радиоэлектронной и электротехнической промьшленностИ;} и является усовершенствованием устройства по авт.св. № 1176396.
Цель изобретения - снижение трудоемкости изготовления.
сят разделительный и упрочняющий слои и заливку производят известным способом, не допуская окончательного схватывания адгезионного материала 3 После полимеризации заливочного компаунда из полости 7 извлекается образовавшийся сердечник, причем закрепленные в матрице 1 упрочняющие вставки 10 оказываются элементом сер
На фиг. 1 показана матрица сердеч- О дачника, а регулировочные пластины 4
ника оправки; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - сердечник оправки, изготовленный данньй способом; на фиг. 4 - вид Б на фиг. 1.
Способ осуществляют следующим образом.
В матрицу 1 сердечника, в уступ 2 конической части устанавливают с помощью, например, адгезионного материала 3 (клей Н-88 и другие, не высыхающие без доступа воздуха) регулировочные пластины 4 с крепежом, состоящим из винтов 5 и гаек 6. Регулировочные пластины 4 устанавливают так, чтобы крепеж был обращен в заливочную полость 7. Винты 5 покрывают разделительным слоем 8. В уступ 9 матрицы 1 при помощи, например, адгезионного материала 3 устанавливают неподвижную вставку 10, Неподвижные вставки помещаются в уступы цилиндрической и конической частей рабочей поверхности матрицы, после чего на рабочую поверхность матриц и плосf5
20
25
30
становятся элементом образовавшегося сердечника с помощью установленного- на пластине крепежа 5 и 6. Остатки адгезионного материала на упрочняющих вставках удаляются растворителем например ацетоном.
формула изобретения
Способ изготовления оправок для намотки и спекания бескаркасных катушек по авт.св. № 1176396, о т л и чающийся тем, что, с целью снижения трудоемкости изготовления, перед нанесением разделительного слоя на матрицу в конической и цилиндрической частях ее поверхности закрепляют с помощью адгезионного материала пластины с элементами крепления, обращенными в сторону полости для заливки, а на поверхности, подверженной износу, - вставки, при этом разделительный и упрочняющий слой наносят и на элементы креплекость регулировочных пластин 4 нано- 35 ния и вставки.
1316055
сят разделительный и упрочняющий слои и заливку производят известным способом, не допуская окончательного схватывания адгезионного материала 3. После полимеризации заливочного компаунда из полости 7 извлекается образовавшийся сердечник, причем закрепленные в матрице 1 упрочняющие вставки 10 оказываются элементом сердачника, а регулировочные пластины 4
становятся элементом образовавшегося сердечника с помощью установленного- . на пластине крепежа 5 и 6. Остатки адгезионного материала на упрочняющих вставках удаляются растворителем, например ацетоном.
формула изобретения
Способ изготовления оправок для намотки и спекания бескаркасных катушек по авт.св. № 1176396, о т л и- чающийся тем, что, с целью снижения трудоемкости изготовления, перед нанесением разделительного слоя на матрицу в конической и цилиндрической частях ее поверхности закрепляют с помощью адгезионного материала пластины с элементами крепления, обращенными в сторону полости для заливки, а на поверхности, подверженной износу, - вставки, при этом разделительный и упрочняющий слой наносят и на элементы крепле Put2
ФигЛ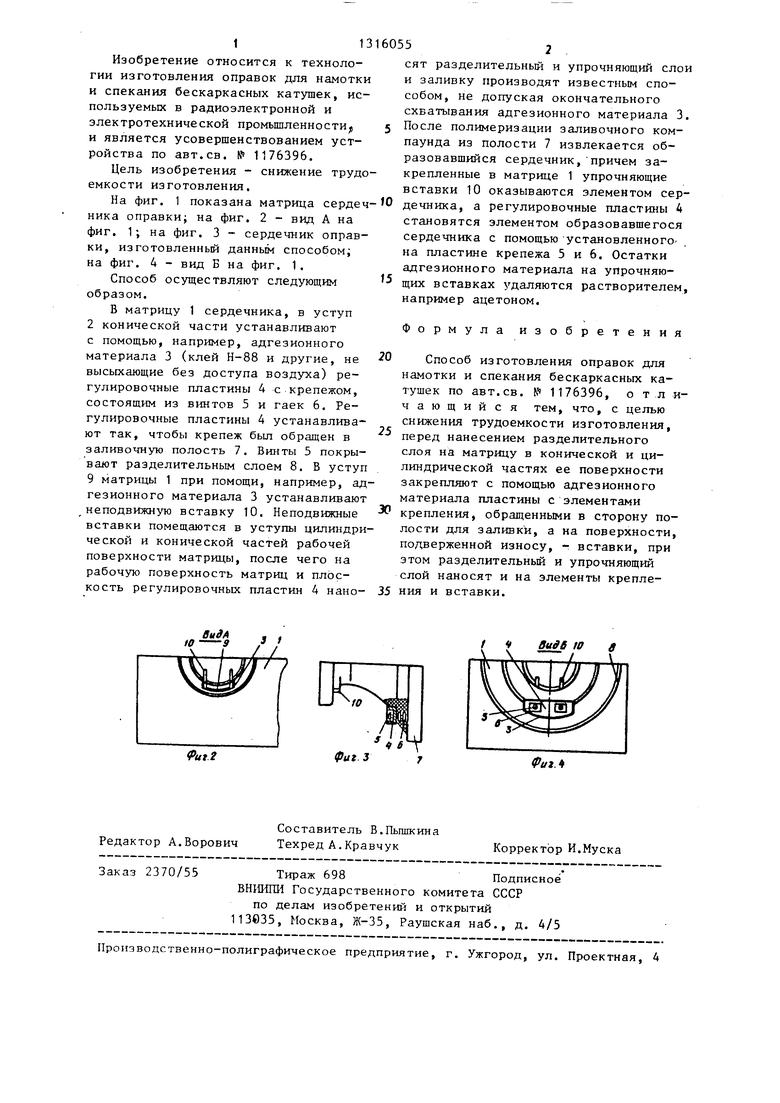
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления оправок для намотки и спекания бескаркасных катушек | 1983 |
|
SU1176396A1 |
| Оправка для намотки и спекания бескаркасных катушек | 1985 |
|
SU1309097A2 |
| Оправка для намотки и спекания бескаркасных катушек | 1983 |
|
SU1150668A1 |
| Оправка для намотки и спекания бескаркасных катушек | 1982 |
|
SU1120415A1 |
| Оправка для намотки и спеканиябЕСКАРКАСНыХ КАТушЕК | 1979 |
|
SU803033A1 |
| Станок для изготовления бескаркасных катушек отклоняющих систем | 1988 |
|
SU1607024A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСКАРКАСНОЙ КАТУШКИ ИНДУКТИВНОСТИ И ОПРАВКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2605769C1 |
| Станок для изготовления бескаркасных седлообразных катушек отклоняющих систем | 1987 |
|
SU1418819A1 |
| СПОСОБ ПОЛУЧЕНИЯ NbSn СВЕРХПРОВОДНИКА МЕТОДОМ ВНУТРЕННЕГО ИСТОЧНИКА ОЛОВА | 2013 |
|
RU2547814C1 |
| Станок для изготовления седлообразных катушек | 1987 |
|
SU1494063A1 |
Изобретение относится к технологии изготовления оправок для намотки и спекания бескаркасных катушек и м.б. использовано в области радиоэлектронной и электротехнической промышленности. Цель изобретения - снижение трудоемкости изготовления. При изготовлении оправки в матрицу 1 сердечника (или корпуса) в уступ 2 устанавливают с помощью адгезионного материала 3 пластины с крепежом 5,6, обращенным в заливочную полость 7. В уступ 9 устанавливают вставку 10. Перед заливкой разделительный и упрочняющий слои наносят как на поверхность матрицы, так и на крепеж 5, 6 и вставку 10, благодаря чему послед- ние становятся элементами сердечника. 4 ил. 1 3 со Од о ел ел Фиг.1 3 г N)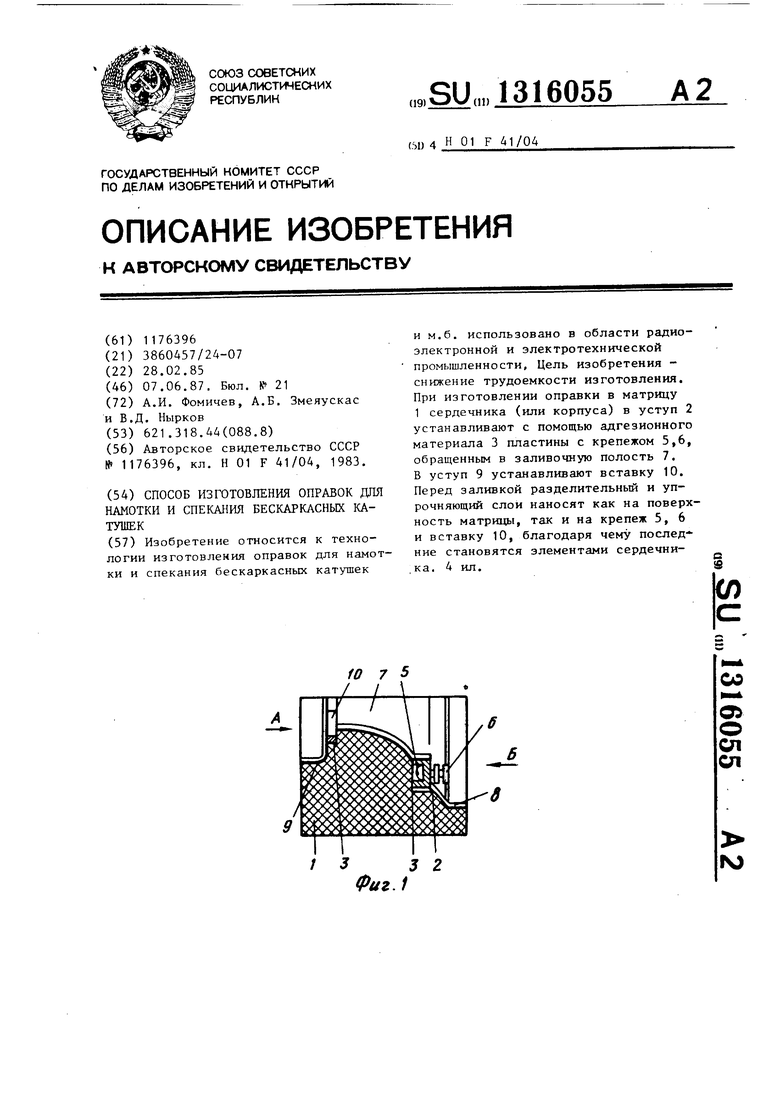
Редактор А.Ворович
Составитель В.Пьгашина Техред А.Кравчук
Заказ 2370/53
Тираж 698Подписное
ВНШШИ Государственного комитета СССР
по делам изобретений и открытий 113в35, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор И.Муска
| Способ изготовления оправок для намотки и спекания бескаркасных катушек | 1983 |
|
SU1176396A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
