t Изобретение относится к техноло гическому оборудованию для изготов ления технологического оборудовани бескаркасных катушек отклонякщих систем для электроннолучевых трубо и может быть использовано в радиотехнической и электронной промышленности. Известны оправки для намотки и спекания бескаркасных катушек, содержащие корпус и сердечник, изготовленные из синтетических смол с наполнителем, рабочая поверхность которых покрыта термоэлектроизоляционным слоем С Однако данные оправки используются без применения принудительного охлаждения, которое необходимо для ускорения процесса отвердения термопластичного слоя изоляции провода, что способствует постоянству размеров катушек после спекания. Без принудительного охлалдения процесс остьшания длительный и, поэтому катушка приобретает механическую прочность через продолжительное время, что снижает производительность оборудования. Вследствие недостаточного охла ццения катушки после спекания и упругой деформации намоточного провода размеры катушек нестабильны, а это влияет на качество отклоняющих систем, собранных из этих катушек. Кроме того, после спекания катушки для придания ей жесткости она формуется со стороны ребер и выдерживается в закрытой оправке до ее полного остывания длительное . время, что также влияет на производительность. Наиболее близкой к изобретению является оправка для намотки и спе кания бескаркасных катушек, содержащая корпус и сердечник, имеющие отверстия для подачи охлаждающей среды на рабочую поверхность 2. Недостатком известной оправки я ляется малая эффективность охлалзде ния из-за потерь охлаждакицей среды связанной с затруднением ее проник новения в зону спекания катушки, что влияет на нестабильность разме ров катушки. Цель изобретения - повьш1ение производительности и качества кату шек путем равномерного их охлаждения. 5 Поставленная цель достигается тем, что в оправке для намотки и спекания бескаркасных катушек, содержащей корпус и сердечник, имеющие отверстия для подачи охлаждающей ср1еды на рабочую поверхность, на рабочей поверхности корпуса или сердечника, на выходе отверстий, поперечно к направлению укладки витков выполнены канавки. На фиг. показана предлагаемая оправка, общий вид-, на фиг.2 - вид А на фиг.1; на фиг.З - корпус;на фиг.4 - вид Б на фиг. 3; на фиг.З разрез В-В на фиг.4; на фиг.6 разрез Г-Г на фиг.З. Оправкд содержит элементы, формующие катушку; корпус 1, сердечник 2, центрирующие элементы 3,отверстия 4 для направления подачи охлазвдающей среды, канавки 5 для равномерного распределения среды в зоне спекания и формования катушки, выполненные поперечно направлению укладки витков для избежания западания провода в них. При помощи канавок 5 увеличивается площадь охлаждаемой поверхности катушки, подверженной действию принудительного охлаждения, что обеспечивает интенсивное ее остывание в зоне спекания с приобретением необходимой жесткости катушки и размеров. Устройство работает следующим образом. Корпус 1 и сердечник 2, ориентированные меяду собой при помощи центрирующих элементов 3, соединяются в единое целое. При соединении корпуса 1 с сердечником 2 при помощи центрирующих элементов 3 меящу первьюи образуется пространство для размещения провода наматываемой катушки. Катушки наматываются проводом, изоляция которого покрыта термопластичным слоем,после намотки которого при пропускании то ка за счет воделяющегося тепла производится спекание и формование их со стороны ребер с последующим охлаждением, например, сжатым воздухом непосредственно в полости образованной катушки формующими элементами оправки. После охлаждения катушки корпус 1 и сердечник 2 разъединяются и изготовленная катушка вынимается из оправки.
Э11204154
Наличие поперечно расположенных образных . катушек позволяет умеканавок у катушки формующих эле- ньшить время остывания катушек ментов оправки при наматывании и получить стабильные их раэ-и спекании бескаркасных, седло- меры.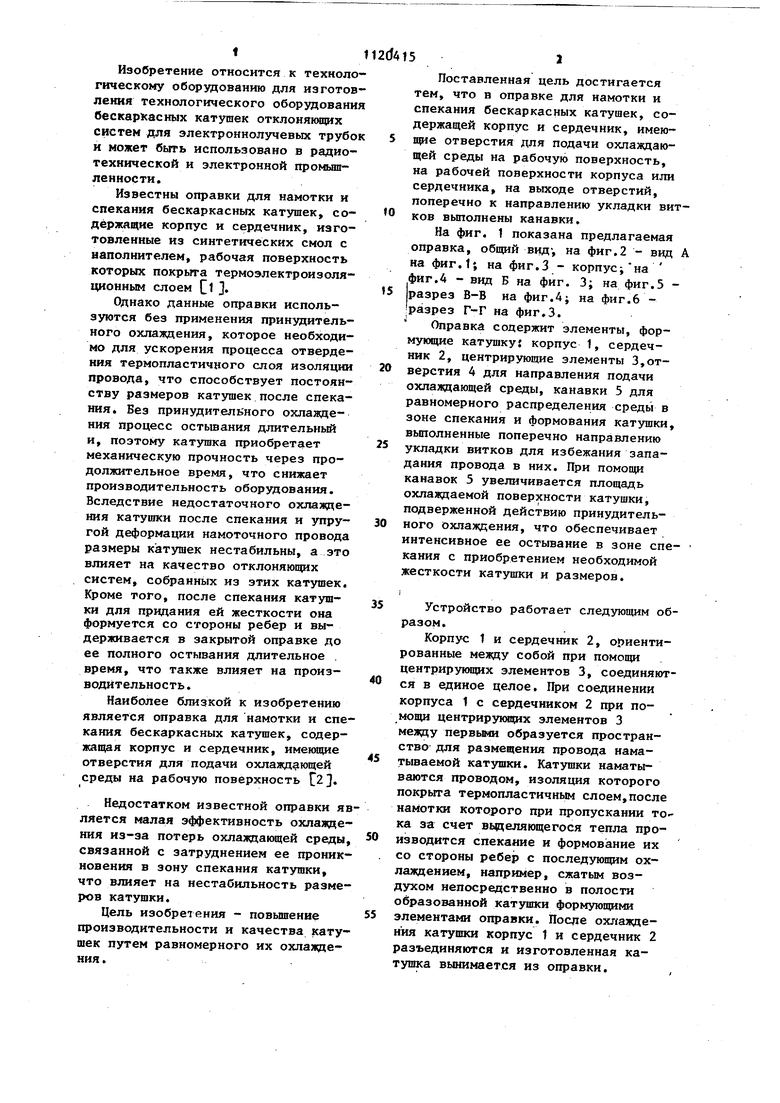

| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка для намотки и спекания бескаркасных катушек | 1985 |
|
SU1309097A2 |
| Оправка для намотки и спеканиябЕСКАРКАСНыХ КАТушЕК | 1979 |
|
SU803033A1 |
| Способ изготовления оправок для намотки и спекания бескаркасных катушек | 1985 |
|
SU1316055A2 |
| Способ изготовления оправок для намотки и спекания бескаркасных катушек | 1983 |
|
SU1176396A1 |
| Станок для изготовления бескаркасных седлообразных катушек отклоняющих систем | 1987 |
|
SU1418819A1 |
| Станок для изготовления бескаркасных катушек отклоняющих систем | 1988 |
|
SU1607024A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСКАРКАСНОЙ КАТУШКИ ИНДУКТИВНОСТИ И ОПРАВКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2605769C1 |
| Оправка для намотки и спекания бескаркасных катушек | 1983 |
|
SU1150668A1 |
| Станок для изготовления седлообразных катушек | 1987 |
|
SU1494063A1 |
| Автомат для изготовления седлообразных катушек | 1977 |
|
SU736190A1 |
ОПРАВКА ДЛЯ НАМОТКИ И СПЕК/ШИЯ ББСКАРКАСНЫК КАТУШБК, содержацая корпус и сердечник, имеющие отверстия для подачи охлая амцей среды на рабочую поверхность, о тлич ающаяс я тем, что, с целыо повышения производительности и качества катушек путем равномерного их охлаядцения, на рабочей поверхности корпуса или сердечника, на выходе отверстий, поперечно к нш|равлению укладки .витков выполнены канавки.
Фиг. 2
Фиг.
Видб
в-в
Фиъ.4
Фиг. 5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Фальцовая черепица | 0 |
|
SU75A1 |
