ел
4:
N3
,
Изобретение относится к станкостроению, а именно к станкам с автоматической сменой инструмента.
Известен металлорежущий станок с автоматической сменой инструмента, имеющий инструментальный магазин, состоящий из двух частей - неподвижной, выполненной с наружным пазом в виде замкнутой направлякщей, и подвижной, на которой гнезда для крепления инструмента установлены в два ряда, снабженной со стороны неподвиной части роликами, взаимодействующими с замкнутой направляющей lj .
Недостатком известной конструкци является недостаточная емкость инструментального магазина из-за нф1ичия в нижнем ряду направляющих для перемещения автооператора.
Целью изобретения является увеличение емкости инструментального магазина.
Поставленная цель, достигается тем, что инструментальный магазин металлорежзТЦего станка с устройством автоматической смены инструмента, состоящий из двух частей - неподвижной, выполненной с наружньм пазом в виде замкнутой направляющей и подвижной, на которой гнезда для крепления инструмента установлены в два ряда, снабженной со стороны неподвижной части роликами, взаимодействующими с замкнутой направляющей, снабжен установленной на неподвижной части инструментального магазина с возможностью поворота приводной втулкой со сквозным пазом на торце, имеющим профиль, идентичный профилю замкнутой направляющей, и расположенным в подвижной части инструментального магазина с возможностью поворота кронштейном с гнездами для крепления инструмента
Кроме того, кронштейн выполнен в виде прямоугольника со скошенными углами, причем количество гнезд его кратно четырем.
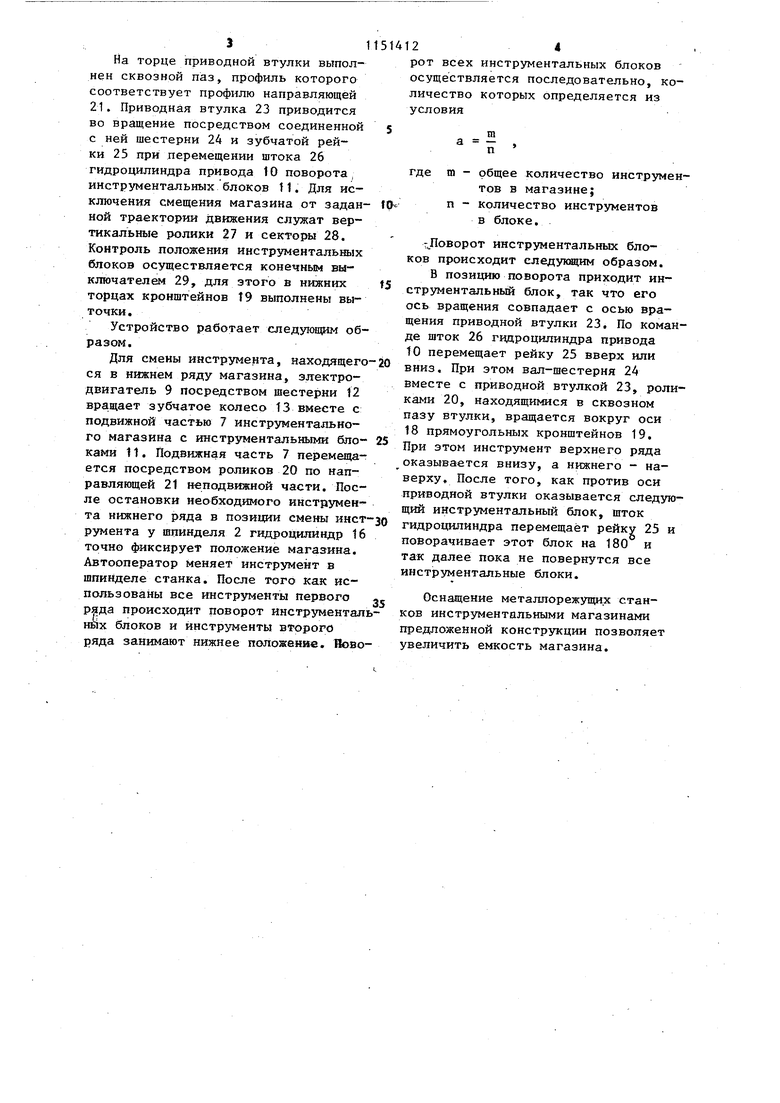
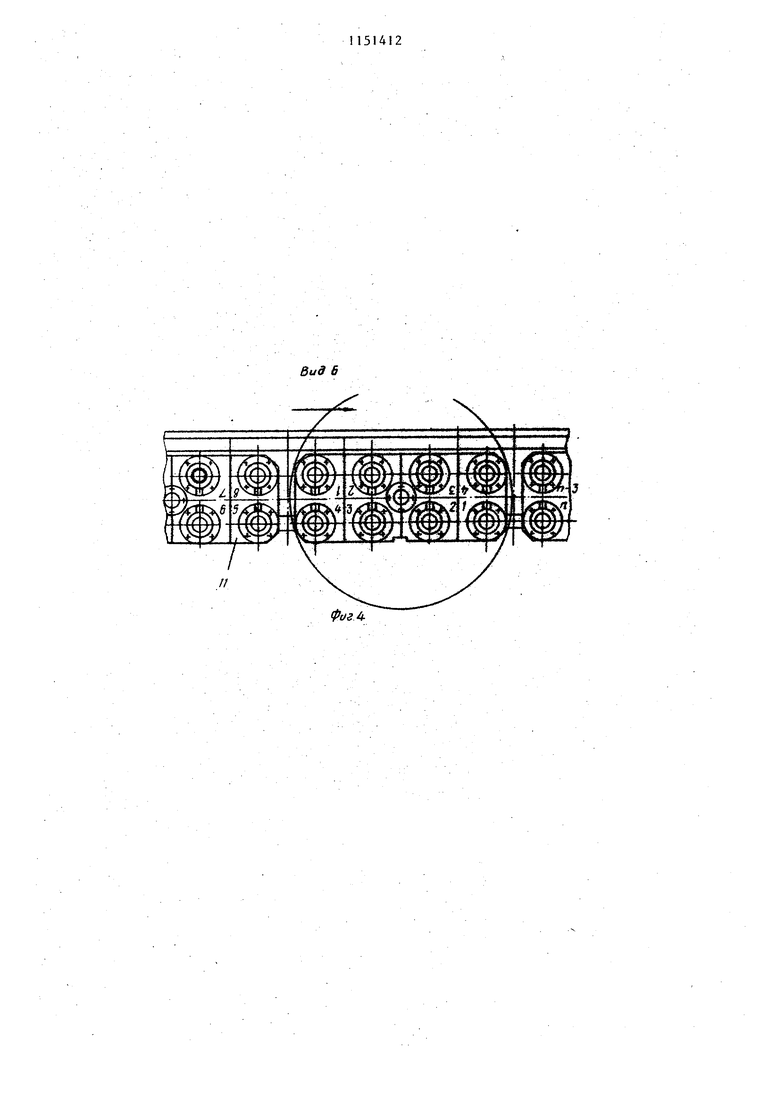
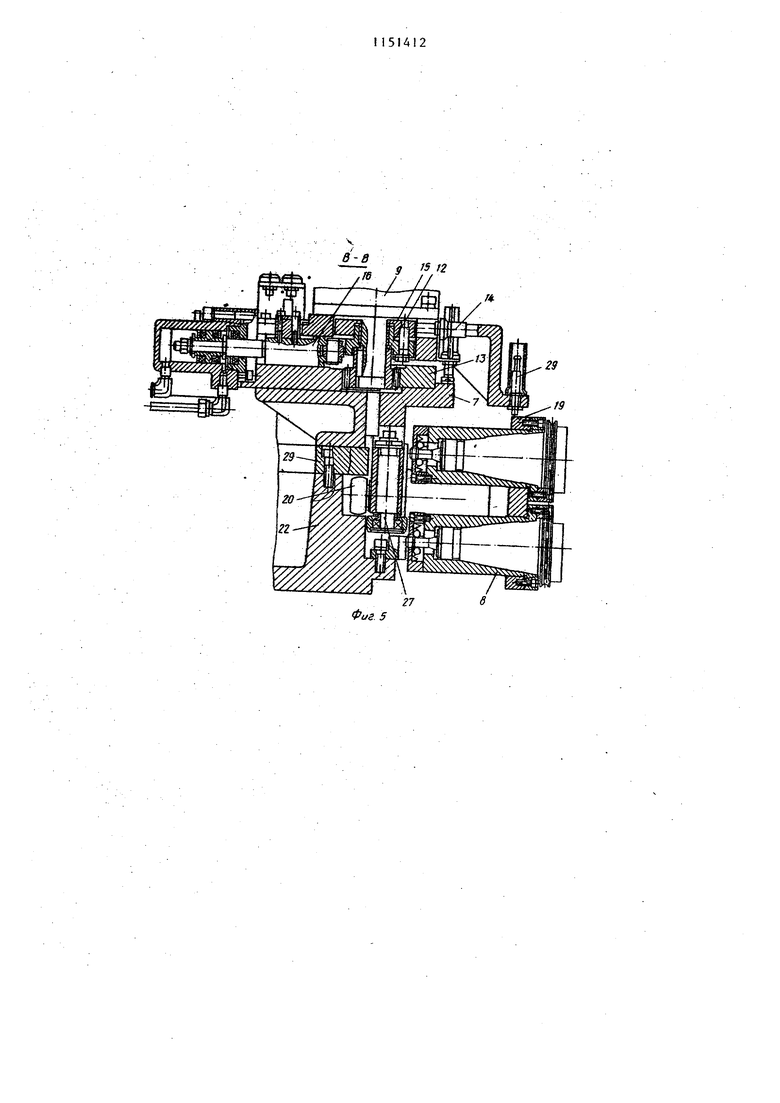
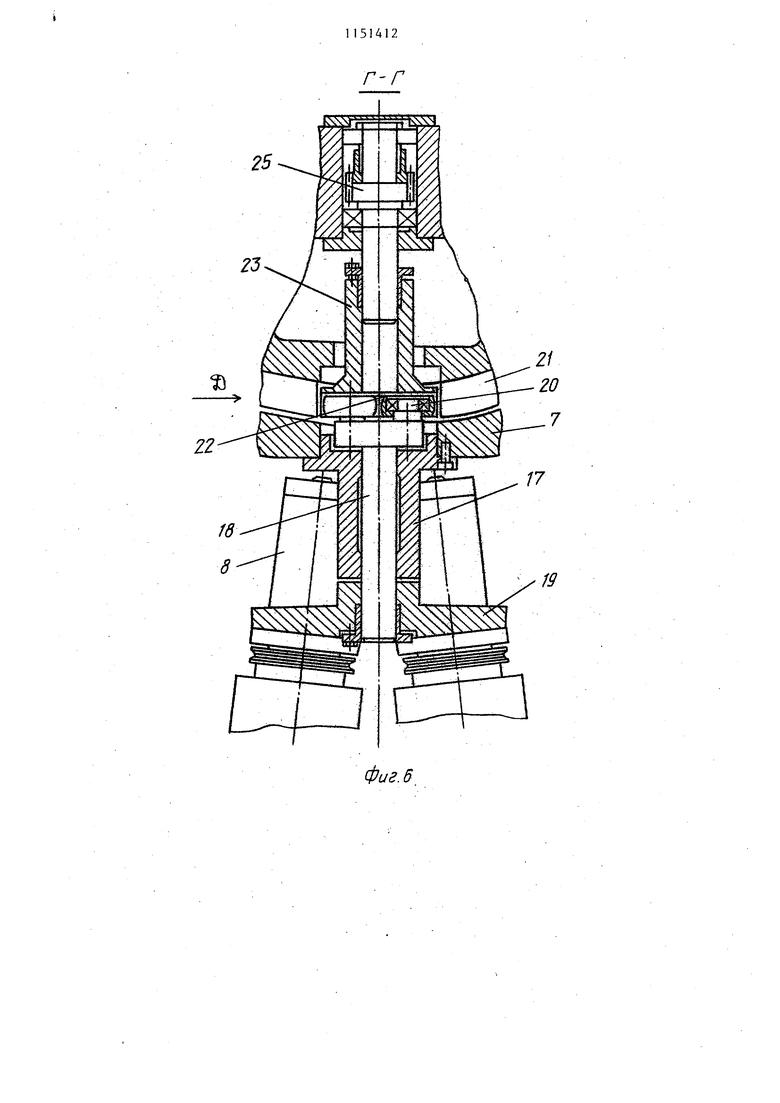
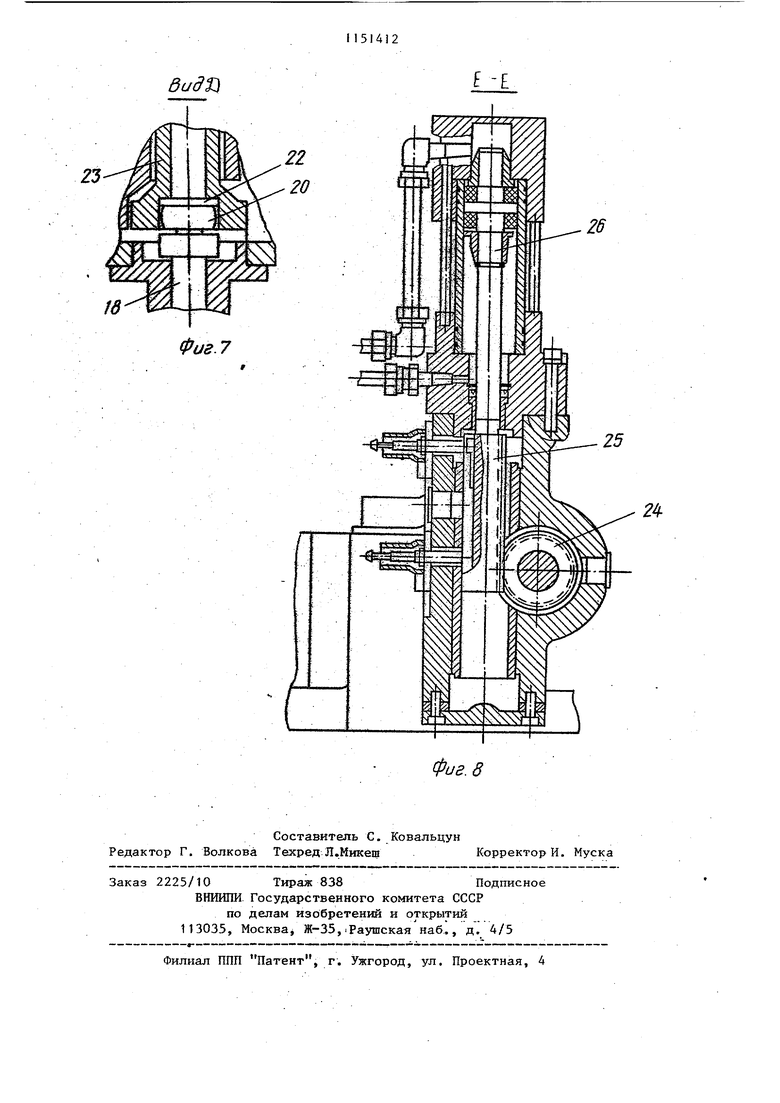
.На фиг. 1 изображен инструменталный магазин, общий вид; на фиг. 2 вид А на фиг. 1; йа фиг. 3 - вид Б на фиг. 2; на фиг. 4 - то же, исполнение блока с восемью гнездами; на фиг. 5 - разрез В-В на фиг. 2; на фиг. 6 - разрез Г-Г на фиг. 3; на фиг. 7 - вид Д на фиг. 6; на фиг. 8 - разрез Е-Е на фиг. 2.
514122
На стойке 1 металлорежущего станка 2 с горизонтальным шпинделем 3 расположен манипулятор 4 с двумя захватами 5 и инструментальный магазин барабанного типа, состоящий из неподвижной части 6 и подвижной части 7, на которой размещены устройства 8 для крепления инструментов. На верхнем торце магазина на
0 неподвижной части 6 располагается электродвигатель 9 вращения магазина и привод 10 поворота инструментальных блоков 11.
Устройства 8 для крепления инструментов расположены на несущих блоках 11 в два ряда по вертикали и по два или по четыре по горизонтали. Осевая линия I-I соответствует позиции поворота блоков. Вращение Подвижной части 7 осзтцествляется от электродвигателя 9 через шестерню 12 и зубчатое колесо 13с внутренним зубом, соединенное с корпусом подвижной части 7. Отсчет пози5 ЦНЙ осуществляется конечными вьжлючателями 14 при помощи диска 15, фиксация инструментального магазина осуществляется гидроцилиндром 16 фиксации Магазина.
В радиальных расточках корпуса
подвижной части 7 инструментального магазина вмонтированы опоры 17 инструменталышх блоков 11, служащие подшипниками скольжения для осей 18,
5 с одной стороны которых расположены прямоугольные кронштейны 19 для устройств 8. крепления инструментов, а с другой - два ролика 20, служащие опорами качения подвижной части 7 магазина с блоками 11 по замкнутой горизонтальной направляющей 21, выиолненмой в наружном пазу неподвижной части 6 магазина. Каждьй блок 11 содержит одинаковое количество устS ройств 8 для крепления инструмента верхнего и нижнего рядов. Общее количество этих устройств должно быть кратным четырем для оптимального использования поверхности подвижной
0 части магазина. Для этого кронштейны 19 каждого блока 1V выполнены в виде прямоугольника со скошенными углами. Два ролика 20 дополнительно служат для поворота на 180 блока 11 в позиции поворота при размещении в позиции 22 приводной втулки 23, которая установлена в неподвижной части 6 инструментального магазина.
На торце приводной втулки выполнен сквозной паз, профиль которого соответствует профилю направляющей 21. Приводная втулка 23 приводится во вращение посредством соединенной с ней шестерни 24 и зубчатой рейки 25 при перемещении штока 26 гидроцилиндра привода tO поворотаj инструментальных блоков f1. Для исключения смещения магазина от заданной траектории движения служат вертикальные ролики 27 и секторы 28. Контроль положения инструментальных блоков осуществляется конечным выключателем 29, для этого в нижних торцах кронштейнов Т9 выполнены выточки.
Устройство работает следующим образом.
Для смены инструмента, находящего ся в нижнем ряду магазина, электродвигатель 9 посредством шестерни t2 вращает зубчатое колесо 13 вместе с подвижной частью 7 инструментального магазина с инструментальными блоками 11. Подвижная часть 7 перемещается посредством роликов 20 по направляющей 21 неподвижной части. После остановки необходимого инструмента нижнего ряда в позиции смены инст румента у шпинделя 2 гидроцшшндр 16 точно фиксирует положение магазина. Автооператор меняет инструмент в шпинделе станка. После того как использованы все инструменты первого ряда происходит поворот инструменталных блоков и инструменты второго ряда занимают нижнее положение. Поворот всех инструментальных блоков осуществляется последовательно, количество которых определяется из условия
m п
где m - общее количество инструметов в магазине; п - Количество инструментов в блоке.
- Поворот инструментальных блоков происходит следующим образом.
В позицию поворота приходит инструментальный блок, так что его ось вращения совпадает с осью вращения приводной втулки 23. По комаде шток 26 гидроцилиндра привода 10 перемещает рейку 25 вверх или вниз. При этом вал-шестерня 24 вместе с приводной втулкой 23, ролками 20, находящимися в сквозном пазу втулки, вращается вокруг оси 18 прямоугольных кронштейнов 19. При этом инструмент верхнего ряда оказывается внизу, а нижнего - наверху. После того, как против оси приводной втулки оказывается следущий инстрз ментальный блок, шток гидроцилиндра перемещает рейку 25 поворачивает этот блок на 180 и так далее пока не повернутся все инструментальные блоки.
Оснащение металлорежущих станков инструментальными магазинами предложенной констрз/кции позволяет увеличить емкость магазина.
8 11
фиг. 1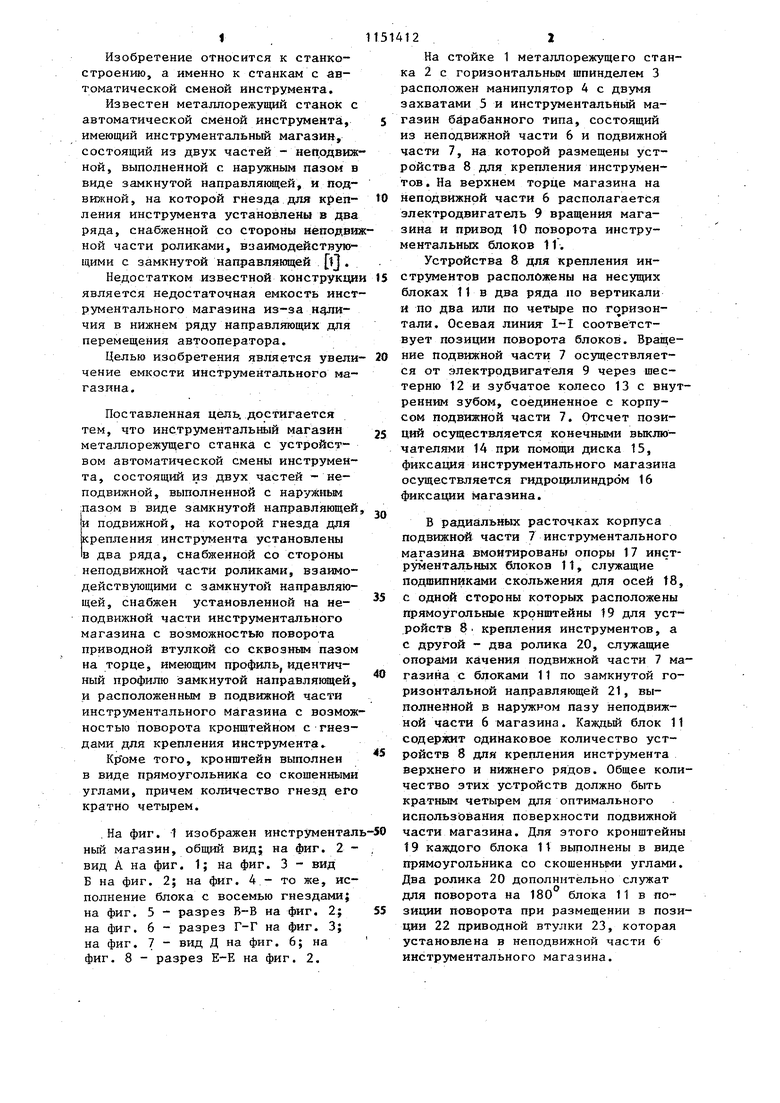
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструментальный магазин | 1986 |
|
SU1421482A1 |
| Устройство для автоматической смены инструмента | 1983 |
|
SU1135593A1 |
| Инструментальный магазин | 1989 |
|
SU1722777A1 |
| Многоцелевой металлорежущий станок | 1981 |
|
SU1047648A1 |
| Металлорежущий станок с автоматической сменой инструментов и инструментальных магазинов | 1984 |
|
SU1519860A1 |
| Инструментальный магазин металлорежущего станка | 1983 |
|
SU1085748A1 |
| Многоцелевой станок | 1988 |
|
SU1648727A1 |
| Инструментальный магазин | 1985 |
|
SU1283027A1 |
| Многоцелевой металлорежущий станок | 1982 |
|
SU1060399A1 |
| Многоцелевой станок с автоматической сменой инструмента | 1987 |
|
SU1834784A3 |
1. ИНСТРУМЕНТАЛЬНЫЙ МАГАЗИН металлореж тцего станка с устройством автоматической смены инструмента, состояс(ий из двух частей - неподвижной, выполненной с наружным пазом в виде замкнутой направляющей, и под-, вижной, на которой гнезда для крепления инструмента установлены в два ряда, снабженной со стороны неподвижной части роликами, взаимодействующими с замкнутой направляющей, отличающийся тем, что, с целью увеличения емкости магазина, последний снабжен установленной на неподвижной части инструментального магазина с возможностью поворота приводной втулкой со сквозным пазом на торце, имеющим профиль, идентичный профилю замкнутой направляющей, и расположенньм в подвижной части инструментального магазина с возможностью поворота кронштейном с гнездами для крепления инструмента. 2. Магазин поп.1, отличаюсл щийся тем, что кронштейн выполнен в виде прямоугольника со скошенными углами, причем количество гнезд его кратно четырем.
ч В-в
ZIIEz
„ д ts 12
2S
ГГ
фиг. б
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР по заявке № 3479464/08, ч кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
