Изобретение относится к машиностроению, в частности к станкостроению, и может быть использовано в металлорежущих станках, требующих автоматическую смену режущего инструмента.
Известен инструментальный магазин, содержащий цепной транспортер с гнездами для установки и закрепления инструмента, перемещаемый приводом, управляемый системой программного управления и датчиком поиска инструментов и механизмом позиционирования гнезда транспортера в положении смены инструмента в виде конического фиксатора, вводимого в соответствующее углубление звена цепи. На- гружение звеньев цепи при фиксации большой поперечной сило.й неизбежно вызывает изменение положения цепи в пространстве. Механизм позиционирования жестко фиксирует лишь соседние с нужным для смены гнезда цепи, Взаимный износ конического углубления в звене цепи и конического фиксатора ведет к потере точности позиционирования.
Наиболее близким к предлагаемому является инструментальный магазин, включающий подвижную шарнирную цепь с гнездами для инструмента, опирающуюся на два барабана, приводимые во вращение электродвигателем. Для фиксации инструмента в позиции смены предусмотрен фиксатор, выполненны й с Т-образным профилем, на концах которого закреплены фиксирующие ролики, соединенные неподвижно через штангу с гидроцилиндром.
Т-образный фиксатор, применяемый в известном инструментальном магазине, фиксирует гнездо с инструментом через ведущие ролики цепи, что влияет на точность фиксации из-за большого числа сопряженных деталей и ведет к преждевременному износу, что снижает точность фиксации и надежность механизма.
Цель изобретения - повышение точности фиксации инструмента и надежности работы.
Указанная цель достигается тем, что инструментальный магазин содержит бесконечную цепь с кодированными гнездами для инструмента, выполненными в виде гильз, и механизм фиксации с приводом в виде силового цилиндра, размещенного в корпусе, на котором выполнены направляющие, фиксатор выполнен в виде двух призм, соединенных между собой упорной планкой с демпфирующими элементами, причем призмы установлены в упомянутых направляющих с возможностью перемещения для взаимодействия с инструментальной гильзой. Демпфирующий элемент
снабжен кронштейном, в котором имеется расточка выполнен в виде стержня с двумя кольцевыми буртами по торцам и упругого элемента, упругий элемент размещен в расточке кронштейна.
На фиг. 1 представлен металлорежущий станок с автоматической сменой инструмента; на фиг, 2 - инструментальный магазин; на фиг. 3 - разрез А-А на фиг. 2.
0 Устройство автоматической смены инструмента металлорежущего станка 1 состоит из инструментального магазина 2, установленного около станка на отдельно стоящей тумбе 3, и инструментального ро5 бота 4, производящего смену инструмента в станке и магазине. Инструментальный магазин 2 представляет собой кодированные инструментальные гнезда 5, выполненные в виде гильз и соединенные между
0 собой через звенья 6 ведущими валиками 7, образуя замкнутую цепь, растянутую между двумя барабанами 8, выполненными в виде двух дисков. Каждый диск имеет пазы 9, на которые опираются ведущие
5 валики 7, Барабаны 8 установлены в пазах сварной рамы 10, Движение цепи осуществляется от электродвигателя 11 через червячный редуктор 12 и электромагнитную муфту 13, которая в момент фиксации раз0 мыкает ведущий барабан 8 от редуктора 12, Отсчет нужной позиции инструмента осуществляется бесконтактными выключателями 14 и 15, которые считают код на каждой гильзе. Выключатель 16 служит
5 для остановки электродвигателя 11 и раз- мыжания электромагнитной муфты 13, Механизм фиксации состоит из фиксатора с приводом в виде силового цилиндра. Фиксатор выполнен в виде двух призм 17, сое0 диненных между собой упорной планкой 18 с демпфирующими элементами. Каждыйде- мпфирующий элемент снабжен кронштейном 19, в котором имеется расточка. Демпфирующий элемент выполнен в виде
5 стержня 20 с двумя кольцевыми буртиками 21 по торцам и упругого элемента 22, который нагружен относительно упорной планки 18. Стержень 20 и упругий элемент 22 размещены в расточке кронштейна 19 и
0 упорной планки 18, причем кронштейн и упорная планка расположены между кольцевыми буртами стержня. Упорная планка 18 через сферические шайбы 23 соединена со штоком поршня силового цилиндра 24,
5 на корпусе которого установлены направляющие 25 через компенсаторные пластины 26 с небольшим зазором, необходимым для движения призм 17, Корпус пневмоци- линдра 24 жестко закреплен на сварной раме 10 непосредственно над позицией смены
инструмента. При фиксации инструментальная гильза 5 упирается в опорные планки 27, жестко закрепленные через компенсаторы 28 к неподвижному кронштейну 29, уста- новленному на раме 10. Конечные выключатели 30 и 31 сигнализируют о нахождении фиксирующих призм 17 в положении Зажато или Разжато.
Инструментальный магазин работает следующим образом.
При подаче сигнала от станка 1 на смену инструмента, от пневмосистемы подается воздух в верхнюю полость пневмоцилиндра 24, поршень которого, опускаясь, перемещает фиксирующие призмы 17 вниз, тем самым освобождая цель. При получении сигнала от выключателя 31 Разжато включается электродвигатель 11 и одновременно включается электромагнитная муфта 13, происходит вращение цепи. Бесконтактные выключатели 14 и 15 ведут поиск нужного кода инструмента и при обнаружении дают команду на остановку электродвигателя 11. Выключатель 16 выключает электромагнитную муфту 13, происходит размыкание ведущего барабана 8 от редуктора 12, освобождается жесткая связь Цепи от электродвигателя, одновременно подается воздух в нижнюю полость пневмоцилиндра 24, шток поршня которого, упираясь в планку 18, упругий элемент 22 и кронштейн 19, перемещают фиксирующие призмы 17 вверх, которые прижимают инструментальную гильзу 5 к опорным планкам 27, тем самым жестко фиксируют инструмент в позиции смены. При получении сигнала от выключателя 30 Зажато робот 4 производит смену инструмента в магазине 2, а затем в станке 1. Тем самым
завершаете цикл смены инструмента. В дальнейшем идет работа по программе с описанными циклами смены инструмента. Применение фиксирующего элемента в виде призмы позволяет повысить точность фиксации инструментальной гильзы за счет того, что фиксация происходит непосредственно за саму гильзу в точке смены инстру- .мента, а исключение в фиксации ведущих
элементов цепи позволяет повысить надежность работы механизма.
Формула изобретения
1. Инструментальный магазин, содержащий бесконечную цепь с кодированными гнездами для инструмента, выполненными в виде гильз, и механизм фиксации, состоящий из фиксатора с приводом в виде силового цилиндра, размещенного в корпусе,
отличающийся тем, что, с целью повышения точности фиксации и надежно- , сти работы, на корпусе силового цилиндра выполнены направляющие, а фиксатор выполнен в виде двух призм, соединенных
между собой упорной планкой с демпфирующими элементами, причем призмы установлены в упомянутых направляющих с возможностью перемещения для взаимодействия с инструментальной гильзой.
2. Магазин по п. 1, от л и ч а ю щи и с я тем, что каждый демпфирующий элемент снабжен кронштейном с выполненной в нем расточкой и выполнен в виде стержня с двумя кольцевыми буртами по торцам и упругого элемента, размещенного в расточке и нагруженного относительно упомянутой упорной планки, причем кронштейн и упор ная планка расположены между кольцевыми буртами стержня.
.


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматической смены инструментов многоцелевого станка | 1987 |
|
SU1484568A1 |
| Инструментальный магазин | 1990 |
|
SU1803304A1 |
| Инструментальный магазин | 1983 |
|
SU1151412A1 |
| Устройство для автоматической смены инструментов на металлорежущих станках | 1979 |
|
SU903074A1 |
| Расточная головка | 1977 |
|
SU689784A1 |
| Металлорежущий станок с автоматической сменой инструментов и инструментальных магазинов | 1984 |
|
SU1519860A1 |
| Устройство автоматической смены инструментов сверлильно-фрезерного станка | 1982 |
|
SU1047649A1 |
| Магазин инструментов | 1989 |
|
SU1798108A1 |
| Многоцелевой станок с автоматической сменой инструмента | 1987 |
|
SU1834784A3 |
| Многоцелевой станок | 1988 |
|
SU1648727A1 |

Изобретение относится к станкостроению, к металлорежущим станкам типа обрабатывающий центр. Цель изобретения - повышение точности фиксации инструмента и надежности механизма в работе. Инструментальный магазин содержит бесконечную цепь с гнездами 5 для инструмента и механизм фиксации, выполненный в .виде двух подвижных призм 17, соединенных между собой упорной планкой 18 с демпфирующими элементами. Каждый демпфирующий элемент снабжен кронштейном 19, в котором выполнена расточка, и выполнен в виде стержня 20 с двумя кольцевыми буртиками 21 по торцам и упругого элемента 22. Фиксация происходит непосредственно за саму гильзу в точке смены инструмента. 1 з.п. ф-лы, 3 ил.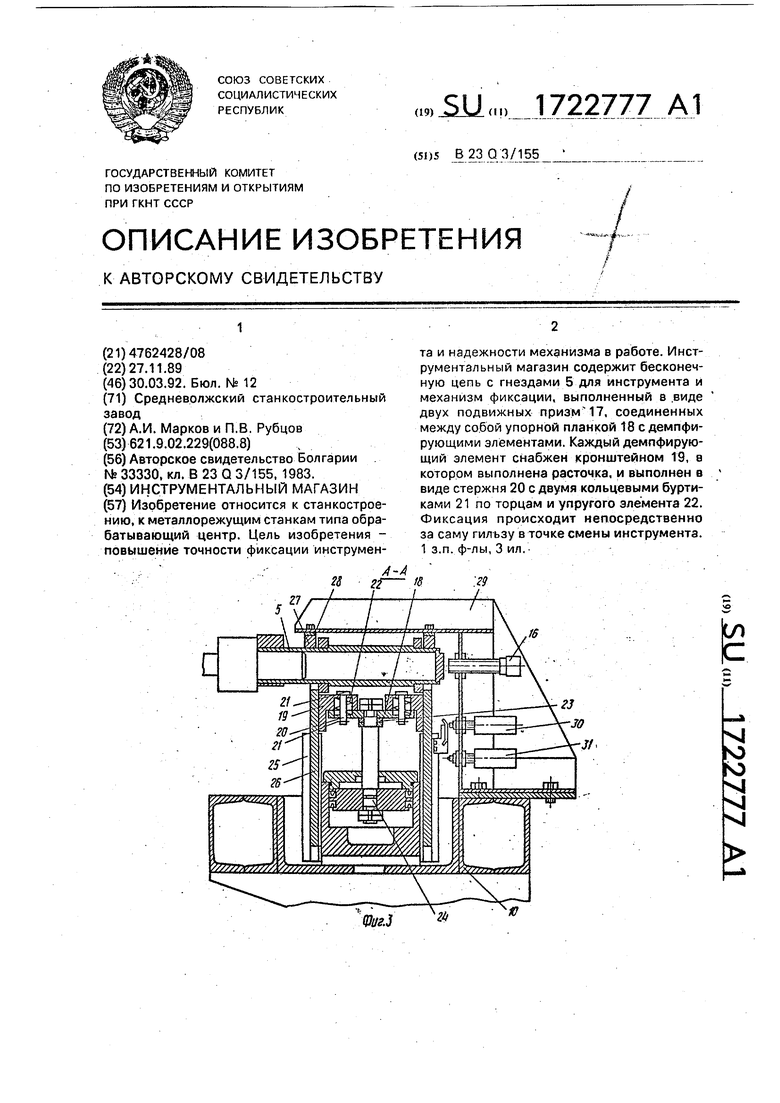
i .
i-j-htf
.2
Фиг.1
| Динамометр маятниково-копрового типа для определения крепости текстильных материалов | 1933 |
|
SU33330A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
