Известны различные сварочные приспособления в виде станков, позиционеров, кантователей, манипуляторов н т. п. Обычно непрерывная подача свариваемого изделия к электроду с постоянной скоростью при наличии прямоугольного контура с закругленными углами решается за счет комбинации координатных и поворотных перемещений от нескольких приводов ручного управления.
Изобретение позволяет получать требуемую подачу посредством вращения с постоянной угловой скоростью только одного вала, а все перемещения свариваемого изделия осуществляются двойным рамочным механизмом и куличным камнем с цевками. При этом сохраняется расположение электрода относительно msa.
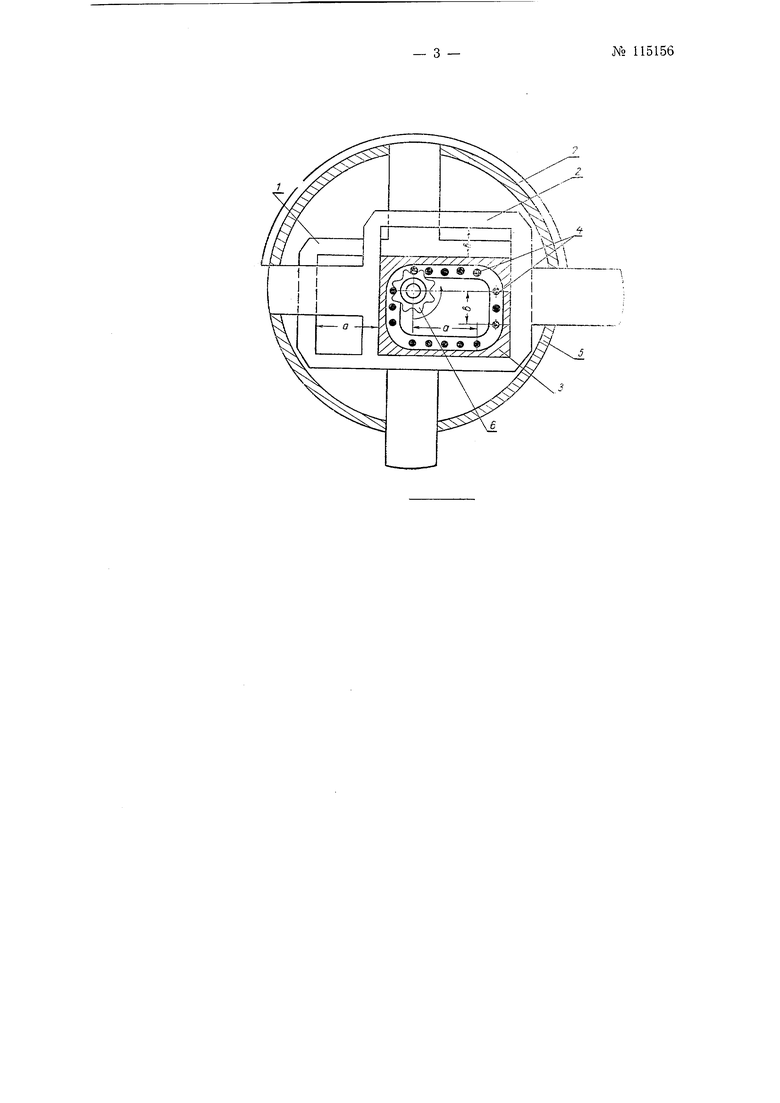
Схематическое и.зображение устройетва показано на чертеже.
Устройство состоит из двух плоских рамок / и 2, расположенных друг под другом, и прямоугольного кулисного камня 3, вложенного в прямоугольные отверстия обеих рамок. При этом в одной рамке камень может перемещаться только на величину одной стороны прямоугольного свариваемого контура а, а в другой рамке - в направлении, перпендикулярном первому, только на вапичину второй стороны контура б.
На камне имеются цевки 4, расположенные по замкнутому контуру, равному контуру щва свариваемого изделия. Оси цевок перпендикулярны П.ЛОСКОСТИ рамок 1 н 2.
Каждая рамка имеет два противолежащих внешних выступа - хвостовика, входящих в пазы бурта поворотной шайбы 5, соосной с ведущей звездочкой 6, которая находится п постоянном зацеплении с цевками 4. Радиус звездочки 6 равен радиусу закругления контура свариваемого изделия.
Поворотная шайба охватывается снаружи полуцилиндраческой обоймой 7 так, что поворот рамок вместе с кулисным камнем может происходить только при прохождении закругленного участка контура расположения цевок по звездочке, а на остальных прямолинейных участках ново№115156
ротная шайба фиксируется хвостовиком одной из рамок, хпирающимся з край обоймы 7.
Свариваемое изделие должно располагаться так, чтобы шов находился над или под линией цевок, а само изделие было бы связано с кулисным камнем.
Пред мет изобретения
Устройство Л.ЛЯ сварки изделий но замкнутому плоскому контуру, отличающееся тем, что, с целью обесиечения сохранения иостоянного положения электрода относительно шва и иостоянной скорости подачи к электроду нри сварке по прямоугольному контуру с закругленными углами, в нем установлен кулисный камень с цевками, расположенными под (над) изделием по линии, равной свариваемому контуру, и находящимися в зацеплении с ведущей звездочкой, входящей в окна двух взаимно- перпендикулярных, расположенных одна над другой рамок с хвостовиками, входящими в четыре паза поворотной шайбы, охватываемой полуцилиидрической обоймой так, чго поворот рамок вместе с камнем и свариваемым изделием мелеет происходить только на криволинейном участке сварки, а иа прямых участках по.: уцилиндрическая обойма предотвращает поворот, упираясь в едки из хвостовиков рамок своей кромкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоэлектродная сварочнаяМАшиНА | 1978 |
|
SU795816A1 |
| Многоэлектродная сварочная машина | 1987 |
|
SU1611637A1 |
| Машина для контактной сварки по контуру | 1978 |
|
SU747650A1 |
| Многоэлектронная сварочная машина | 1990 |
|
SU1770104A2 |
| С-ОБРАЗНЫЕ ШТОКОВЫЕ КЛЕЩИ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ ЭЛЕКТРОСВАРКИ, ВСТРОЕННЫЕ В РОБОТ | 2001 |
|
RU2221681C2 |
| Цепь пластинчатая для гидротехнических затворов с дифференциальным шагом | 2022 |
|
RU2794252C1 |
| Устройство для дуговой сварки с колебаниями электрода | 1983 |
|
SU1094695A1 |
| Кольцевой кантователь | 1973 |
|
SU447240A1 |
| Устройство для пространственной ориентации сварочной головки | 1981 |
|
SU959969A1 |
| Устройство для электродуговой наплавки | 1976 |
|
SU671951A1 |