(54) УСТРОЙСТВО ДЛЯ ПРОСТРАНСТВЕННОЙ ОРИЕНТАЦИИ
СВАРОЧНОЙ ГОЛОВКИ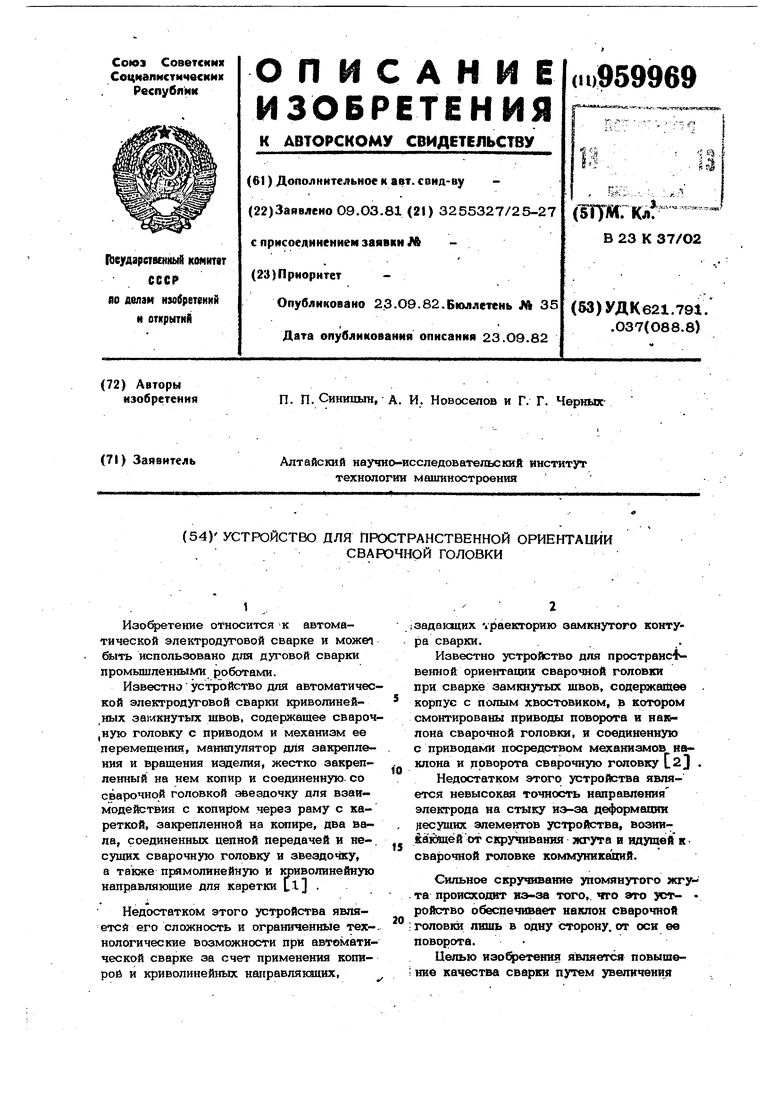


| название | год | авторы | номер документа |
|---|---|---|---|
| ГОЛОВКА ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457089C1 |
| Устройство для колебаний сварочной горелки | 1980 |
|
SU912437A1 |
| Устройство для вварки криволинейных элементов в оболочковую конструкцию | 1983 |
|
SU1127731A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| АВТОМАТ ДЛЯ ДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБОПРОВОДОВ | 1998 |
|
RU2167753C2 |
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| Устройство для автоматической сварки швов по линии пересечения двух цилиндров | 1989 |
|
SU1632718A1 |
| Установка для дуговой сварки внутренних кольцевых швов труб | 1988 |
|
SU1551500A1 |
| Устройство для тепловой обработки металла | 1983 |
|
SU1155404A1 |
| Устройство для многоэлектродной дуго-ВОй СВАРКи | 1979 |
|
SU804282A1 |

1
Изобретение относится к автоматической электродугоБой сварке и можеп быть использовано для дуговой сварки промьпиленными роботами.
Известно устройство для автоматической электродуговой сварки криволинейных замкнутых швов, содержащее свароч,ную головку с приводом и механизм ее перемещения, манипулятор для закрепления и вращения изделия, жестко закрепленный на нем копир и соединенную со сварочной головкой ;жездочку для взаимодействия с копиром через раму с кареткой, закрепленной на копире, два вала, соединенных цепной передачей и не-. сущих сварочную головку и звездочку, а также прямолинейную и криволинейную направляющие для каретки L1J
Недостатком этого устройства является его сложность и ограниченные тех-, нологические возможности при автоматической сварке за счет применения копиров и криволинейных направлякших,
;задак1дих траекторию замкнутого контура сварки.
Известно устройство для пространсЬвенной ориентации сварочной головки при сварке замкнутых швов, содержащее . корпус с полым хвостовиком, в котором смонтированы приводы поворота и наклона сварочной головки, и соединенную с приводами посредством механизмов наклона и поворота сварочную головку sj .
Недостатком этого устройства является невысокая точность направления электрода на стыку из-за деформации )1есущих элементов устройства, возииДайшёй от скручивания жгута в идупхей к сварочной головке коммуннкешй.
Сильное скручивание упомянутого жгу .та происходит иэ-за того,, что это уст- ройство обеспечивает наклон сварочной : головга лишь в одну сторону, от оси ее поворота.
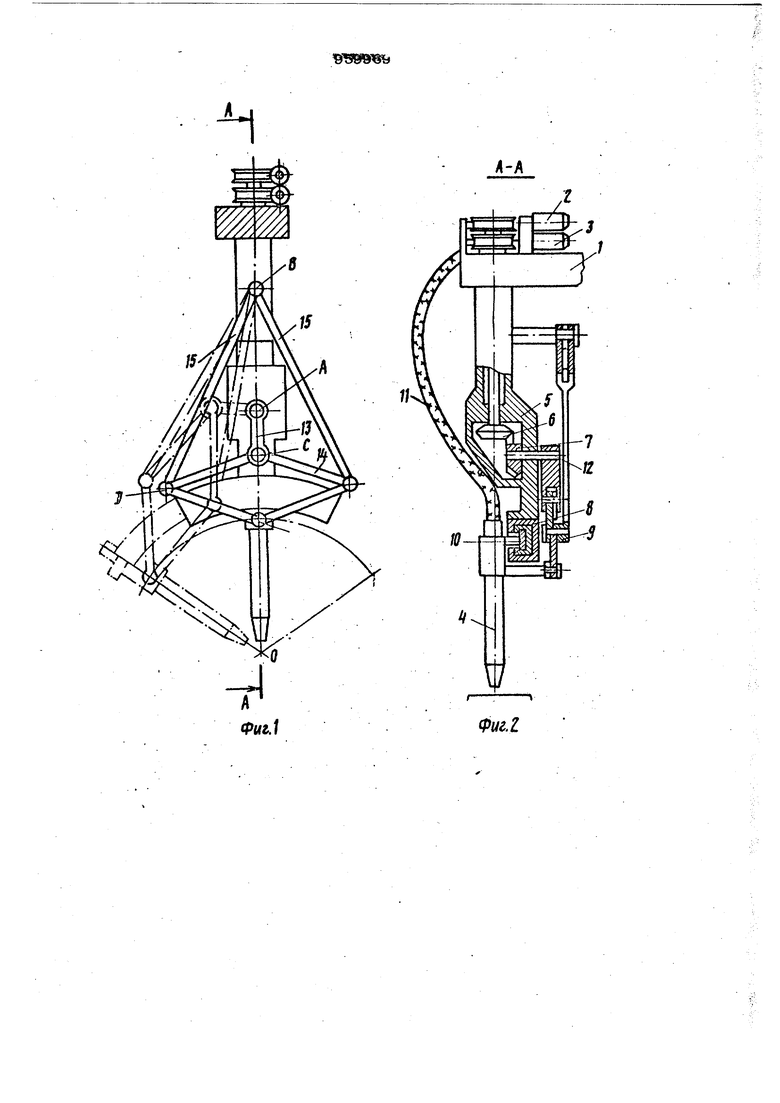
Целью изобретения является повышение качества сварки путем увеличения точности направления электрода по сты- ку за счет снижения деформации несущих элементов устройст&а, возникакших от скручивания жгута идущих к сварочной головке коммуникаю1й. Поставленная цель достигается тем, что ухл-ройство для пространственной ориентациисварочной головки при сварке замкнутых швов, содержащее корпус с полым хвостовиком, в котором смонтировены приводы поворота и наклона свароч .ной головки, и соединенную с приводами посредством механизмов накло15а и поворота сварочную головку, снабжено-ползунковым механизмом, смонтированным на jUkHue полого хвостовика и состоящим из наружной круговой обоймы, жест ко закрепленной на конце полого хвостовика, круговой направляющей, вставленной в обойму, и ползуна, установленногр подвижно в направляющей, при этом сварочная головка,закреплена на ползуне, а механизм наклона сварочной головки состоит из кривошипа, жестко соединенного с выходным валом привода нак-лона сварочной головки, шарнирно-рычожного ромба, соединенного одним из своихшарнироё со свободным кодоом кривошипа, а противоположным шарниром с ползуном, и двух звеньев, каждое из которых одним своим концом шарнирно соединено с неподвижно за1фепленным на полом хвостовике пальцем, а другими концами - с оставнгамися противолежащими щарнирамИромба. На фиг. 1 схематично изо ажено предлагаемое устройство, рйдий вид; на фиг.. 2 - разрез А-А на фиг. 1; на фиг, 3 - эскиз свариваемого изделия, приведенногодля пояснения принципа работы устройства. Устройство содержит корпус 1 с закрепленными на нем приводом наклона 2 и приводом поворота 3, сварочной головки 4. Привод поворота 3 смонтирован в полом хвостовике 5, внутри которого расположены также конические шестерни 6 и 7 привода наклона 2, а на свободном конце полого хвостовика 5 симметрично его оси закреплена наружная обойма 8 телескопической круговой направля кшей, в которой размещена промежуточная обойма 9 с ползуном 10, на котором жестко закреплена сварочная голоька 4, энергопитакщий жгут 11, которой закреплен на корпусе 1. Шестерня 7 через вал 12 жестко соединена с кривошипом 13 механизма наклона сварочной го ловки, содержащего щарнирно-рычажный ромб 14 и два шарнирных звена 15. Точки А и В этого механизма неподвижны относи-ельно полого хвостовика 5, а точзш С, 3), и F неподвижны в плоскости, параллел ной плоскости круговой-иаправлякмцей. Звенья 15 механизма наклона, сварочной головки шарнирно соединены в точке В с полым хвостовиком 5, а в точках 1)и Е - со звеньями ромба 14, шарнирно соединенными в точке С с кривошипом 13, ав точке f- с ползуном 10. Устройство снабж ено упорами (не показаны), расположенными в круговой нап1равля1о-ьщей и ограничивающиКл перемещение ползуна 10 в промежуточной обойме 9 , . а в последней - в наружной обойме 8. Устройство работает следующим об- / разом. Обварку начинают с участка КЖ замкнутого контура изделия (из точки Ki по часовой стрелке). Включают привод наклона 2, осуществляя поворот щестерен 6 и 7 и вала 12с жестко, закрепле1тым на нем кривошипом 13. При повороте кривошипа 13 вокруг оси вала 12 точка F шарнирного ромба 14 описывает окружность радиусом OF, являющуюся инверсией окружности, описываемой ; точкой С кривошипа 13, а центр О окружности , описываемой точкой F , лежит на прямой, соединяющей точки А и В , т.е. в той же плоскости, что и центр о.кружности круговой направляющей. Таким образом, при повороте кривошипа 13 в заданную сторону, сварочная головка 4, ведомая шарниром F механизма иаклона сварочной головки, перемешается в круговой направляющей на заданный угол в ту же сторону, обеспечивая совмещение электрода с гипотенузой угла свариваемых деталей. Затем выключают привод наклона 2 (на фиг. 1 пунктиром показано одно из 1файних положений сварочной головки при ее наклоне). Осуществляют сварку участка . В точке К л для заварки участка К.2К ч вйпочают приводы 2 и 3, обеспечивая их синхронное вращение в противоположных направлениях, исключая тем самым планетарное перемещение шестерни 7 относительно шестерни б и соответственно изменение угла сварочной головки 4. Осуществляется поворот полого хвостовика 5 относительно его оси и .жестко зекрепленной на нем круговой направля кадей со сварочной головкой 4 на заданный угол, после чего приводы 2 и 3 отключают. Осуществляют сварку участка г
В точке Кj при переходе на участок , имеющей другой угол между свариваемыми деталями, для ориенташт электрода и исключения закручиваиия энёргопитаюшего жгута одновременио включают приводы 2 и 3 с рааличными скоростями вращеиия, разность которых определяет скорость относительного поворота кривошипа 13. При этом полый;-, хвостовик 5 поворачивается в исходное положение, а головка 4, закрепленная на нем, наклоняется на заданный угол в противоположную от оси ее поворота сторону.. Выяэтючают приводы 2 к 3. Осуществляют сварку участка ..
Для заварки участка К) замкнутого контура в точке Kj производят поворот сварочной головки 4 аналогично её повороту в точке Kj, т.е. по часовой стрелке на заданный угол.
Предложенное устройство для пространственной ориентации сварочной головки обеспечивает неподвижность точки ко№ца электрода относительио точки сварки при пространственных перемещение сварочной головки, позволяет производить наклон сварочной головки в обе стороны от оси ее поворота, что при огарке замкнутого контура изделия за счет снижения угла закрз вания энергопита ктоего жгута до 90 значительно снижает действующие на устройство усилия, а следовательно, в конструкции и требуемую приводную мощность приводов нак. .Л большими значениями сварочного тока. Все это удовлетворяет требования к устройствам пространственной ориентации сварочной головки для оснащения промышленных роботов дуговой сварки, кроме того, вьшолнение круговой направлякяцей в телескопической форме позволяет максимально освободить зону сварки и осуществить сварку изделий различной конфигурации, а следовательно, расширяет технологические возможности устройства.
Ф о р м у л -а изобретения
Устройство для пространственной ориентации сварочной головки прн сварке замкнутьос щвов, содержащее Kopliyc с полым хвостовиком, в котором смонтированы приводы поворота и наклона сварочной головки, и соединенную с прив,(ь-; дами посредством механизмов наклона и поворота сварочную головку, о т п н чающееся тем, что, с цепью поБЫщения качества сварки путем увеличения точности направления электрода по стыку за счет снижения деформация
несущих элементов устройства, возникающей от скручивания жгута и идущей ; к сварочной головке коммуникаций, оно снабжено ползунковым. механизмом;; . рмонтированным на Kotme полого хвосторика и состоящим из наружной круговой обоймы, жестко закрепленной н конце полого хвостовика, круговой направляй -, щей, вставленной в обойму, и ползуна,, установленного подвижно в направляк щей, при этом сварочная головка закреп г1ена,ла ползуне, а механизм наклона зварочной головки выполнен в виде криводгапа, жестко соединоннотч) с выходным валом привода наклона сварочной головкИ| шарнирно-рычшкного ромба, соединенного „ своих щарниров со свободными вривошипа, а противоположным шарниром - с ползуном, и двух звеньев, ,, которых ошшм своим концом шарнирио соединено с неподвижно закрепленным на полом хвостовике пальцем, а другими концами - с оставшимися противолежащими щарнирами ромба. Источники информации, принятые во внимание при экспертизе 1.Авторское свидеггельство СССР № 695788, кл. В 23 К 37/ОЗ, 27.О5.74. 2.Авторское свидетельство СССР № 556016, кл. В 23 К 7/02, 21.03.75 (прототип).
«Риг, I
Фиг.г
Kf
Фиг,3
