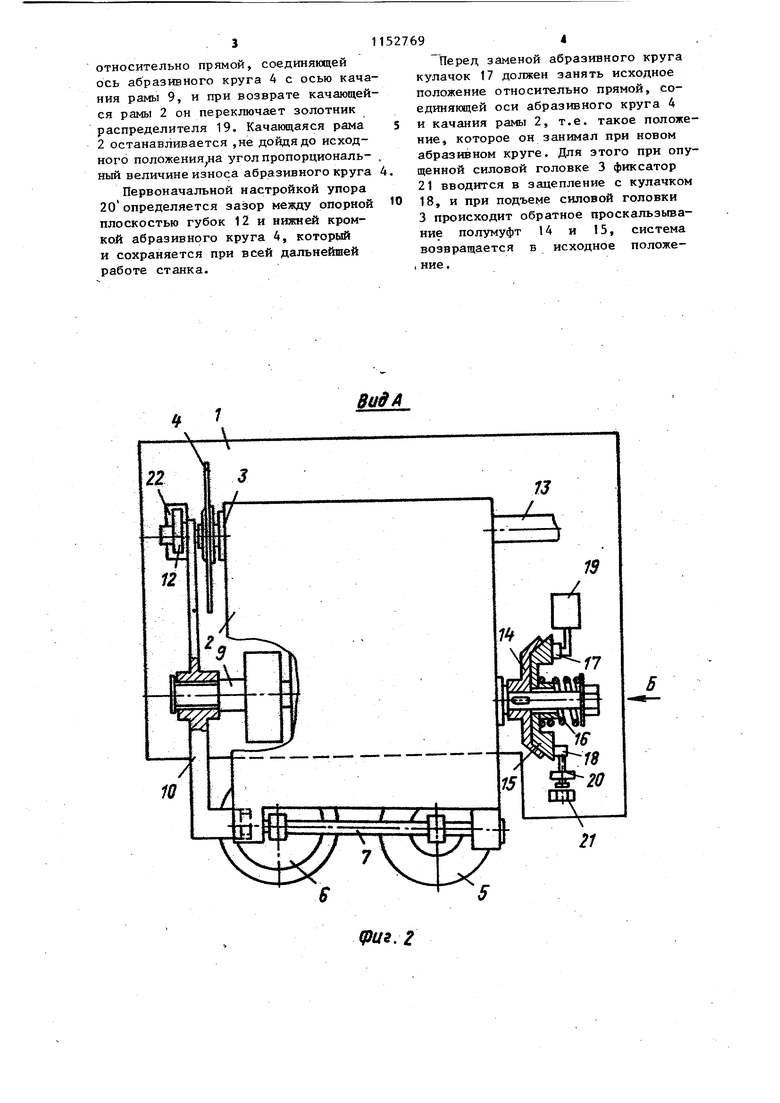
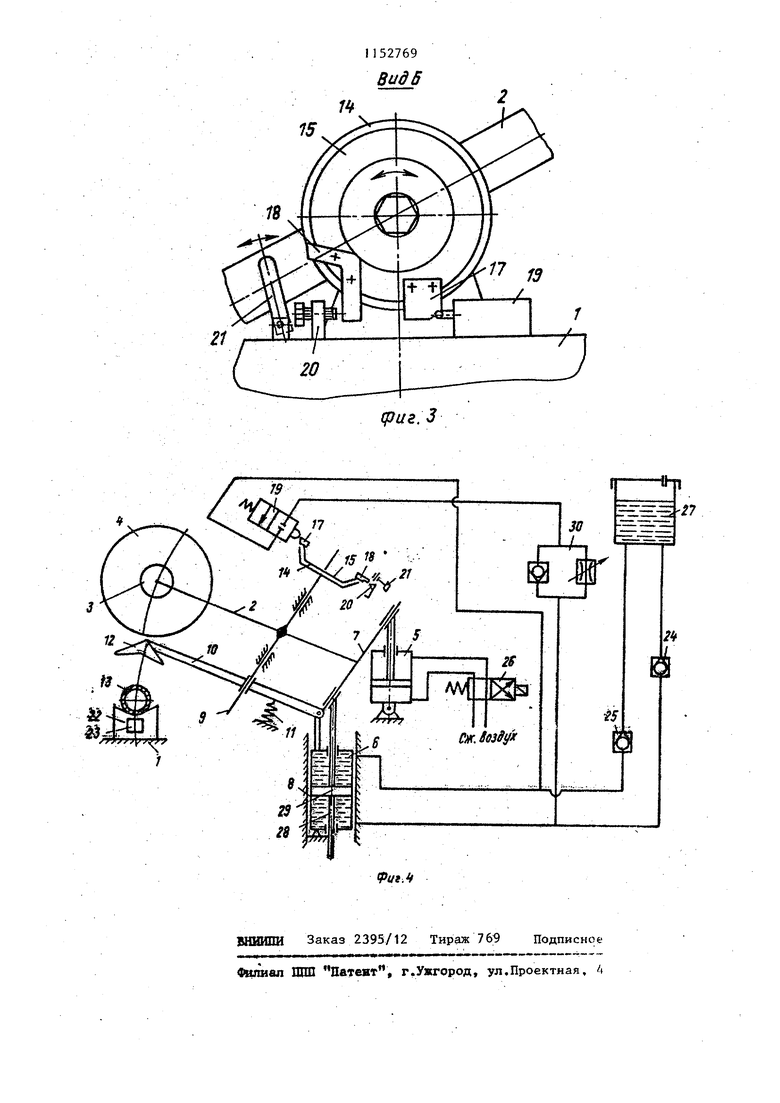
1 Изобретение относится к трубному производству, а точнее к различным устройствам для резки труб. Цель изобретения увеличение производительности путем совмещения рабочих операций. На фиг, 1 схематически показан описываемый станок, вид спереди; на фиг. 2 - вид А на фиг. 1 (привод условно не показан) на фиг. 3 вид Б на фиг. 2| на фиг. 4 - пневмо гидравлическая схема станка в аксонометрии.. На станине станка 1 установлена качающаяся на оси рама 2 с силовой головкой 3 и установленным на ней абразивным кругом 4. Качающаяся 2 приводится в движение пневмоги равлическим устройством, состоящим из пневматического цилиндра 5 и гидравлического цилиндра 6, соединенных через общую ось 7 с качающейся р-амой 2. Корпус гидравлическо го цилиндра 6 имеет возможность перемещаться вдоль своей продольной оси в направляющей 8. На оси 9, вместе с которой качается рама 2, установлен с возможностью поворота на ней двухплечевой рычаг 10. Один конец рычага 10 опирается при помощ пружины 11 на корпус гидроцилиндра/ 6, а на другом конце этого рычага установлены губки 12 для зажима разрезаемой трубы 13. На другом кон це оси 9 установлена фрикционная муфта с тюлумуфтами 14 и 15. Полумуфта 14 неподвижно закреплена на оси 9, а полумуфта 15 имеет возможность перемещения и прижата пружино 16 к полумуфте 14. На полумуфте 15 закреплены кулачки 17 и 18. На станине станка установлены распределитель 19, регулируемый упор 20, фикс тор 21 и опорньй столик 22 с датчиком 23 конца реза. В пневмогидравли ческую схему станка входят также обратные клапаны 24 и 25, распредел тель 26 сжатого воздуха и бак 27 с маслом для подпитки гидроцилиндра 6 Скорость перемещения штока 28 с пор нем 29 относительно гидроцилиндра 6 регулируется дросселем 30. Корпус гидроцилиндра 6 в нижнем положении опирается на упор 31. Станок работает следующим образо Разрезаемое изделие, например труба 13,укладывается на опорный столик 22. Нижняя кромка абразивног 92 круга 4, вращающегося от электродвигателя через клиноременную передачу, находится вьше опорной плоскости губок 12 на 8-10 мм. Подается сжатый воздух в бесщтоковую полость пневмоцилиндра 5, и силовая головка с абразивным кругом 4 опускается, а гидроцилиндр 6 благодаря значительной вязкости масла перемещается вверх в направляющей 8, поворачивая рычаг 10 до тех пор, пока губки 12 не зажмут трубу 13. Таким образом, осуществляется одновременный зажим изделия и ускоренный подвод абразивного круга 4. После этого перемещение гидроцилиндра 6 прекращается, а его щток 28 с порщнем 29 под действием силы пневмоцилиндра 5 перемещаются, переливая масло из верхней полости цилиндра 6 в нижнюю часть дросселя 30,который определяет скорость рабочей подачи абразивного круга 4. Конец резки определяется датчиком 23, который подает команду на переключение сжатого воздуха в штоковую полость пневмоцилиндра 5, в результате чего гидроцилиндр 6 перемещается в направляющих пазах 8 вниз до упора 31.Одновременно с этим губки 12 под действием пружины 11 поднимаются на величину, определенную ходом гидроцилиндра 6 в направляющих пазах 8, освобождая трубу 13. Шток 28 с поршнем 29 продолзкают перемещаться вниз, выдавливая масло из нижней полости гидроцилиндра 6 через обратньй клапан дросселя 30, распределитель 19 в верхнюю полость. Кулачок 17 установлен на. полумуфте 15 так, что когда нижняя кромка абразивного круга 4 перемещается выше на 8-10 мм опорной поверхности губок. 12, он, нажимая на золотник распределителя 19, разъединяет обе йолости гидроцилиндра 6 и останавливает тем самым силовую головку. Для компенсации износа абразивного круга 4 в конце резания кулачок 18 упирается в упор 20. Полумуфта 15 при этом останавливается, а полумуфта 14, продолжая поворачиваться вместе с осью 9, качающейся рамой 2 и абразивньЕМ кругом 4, проскальзывает относительно полумуфты 15 до окончания реза на величину, пропорциональную износу абразивного круга 4 за один рез. Кулачок 17 занимает новое пространственное положение 3 относительно прямой, соединяющей ось абразивного круга 4 с осью кача ния рамы 9, и при возврате качающей ся рамы 2 он переключает золотник распределителя 19. Качающаяся рама 2 останавливается ,не дойдя до исходного положения на угол пропорциональный величине износа абразивного круга Первоначальной настройкой упора 20 определяется зазор между опорной плоскостью губок 12 и нижней кромкой абразивного круга 4, который и сохраняется при всей дальнейшей работе станка. 94 Перед заменой абразивного круга кулачок 17 должен занять исходное положение относительно прямой, соединяющей оси абразивного круга А и качания рамы 2, т.е. такое положение, которое он занимал при новом абразивном круге. Для этого при опущенной силовой головке 3 фиксатор 21 вводится в зацепление с кулачком 18, и при подъеме силовой головки 3 происходит обратное проскальзьгоание полумуфт 14 и 15, система возвращается в исходное положение,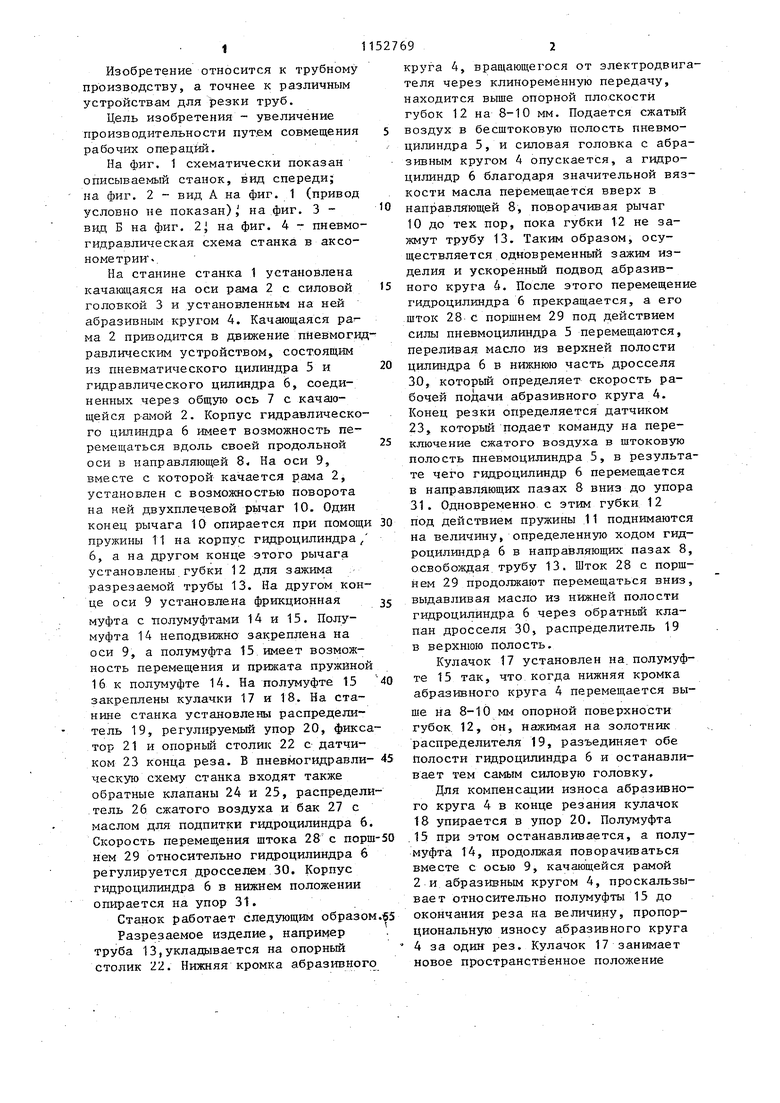
| название | год | авторы | номер документа |
|---|---|---|---|
| Абразивно-отрезной станок | 1976 |
|
SU659367A1 |
| Абразивный отрезной станок | 1979 |
|
SU814678A1 |
| Линия резки труб | 1979 |
|
SU804248A1 |
| СТАНОК АБРАЗИВНО-ОТРЕЗНОЙ | 2023 |
|
RU2829071C1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |
| Абразивно-отрезной станок | 1991 |
|
SU1834789A3 |
| СТОПОРНЫЙ МЕХАНИЗМ ДЛЯ МНОГОЛЕНТОЧНОГО ШЛИФОВАЛЬНОГО СТАНКА | 1993 |
|
RU2118586C1 |
| Станок для загибки и отрезки концов трубных спиралей | 1989 |
|
SU1648592A1 |
| Автоматический станок с гидравлическим приводом для клеймения | 1960 |
|
SU141406A1 |
| Абразивно-отрезной станок | 1983 |
|
SU1189662A1 |
АБРАЗИВНО-ОТРЕЗНОЙ СТАНОК, содержащий размещенные на станине качающуюся посредством пневмогидравлического привода раму, несущую силодую головку с абразивным кругом. 4 и устройство для зажима разрезаемого изделия, отличающийс я тем, что, с целью увеличения производительности,корпус гидроцилиндра- установлен на выполненных на станине направляющих с возможностью осевого перемещения, при этом станок снабжен установленным на оси качания рамы двуплечевым рычагом, один конец которого кинематически связан с корпусом гидроцилиндра, а на другом конце размещено устройство для зажима разрезаемого изделия. (/)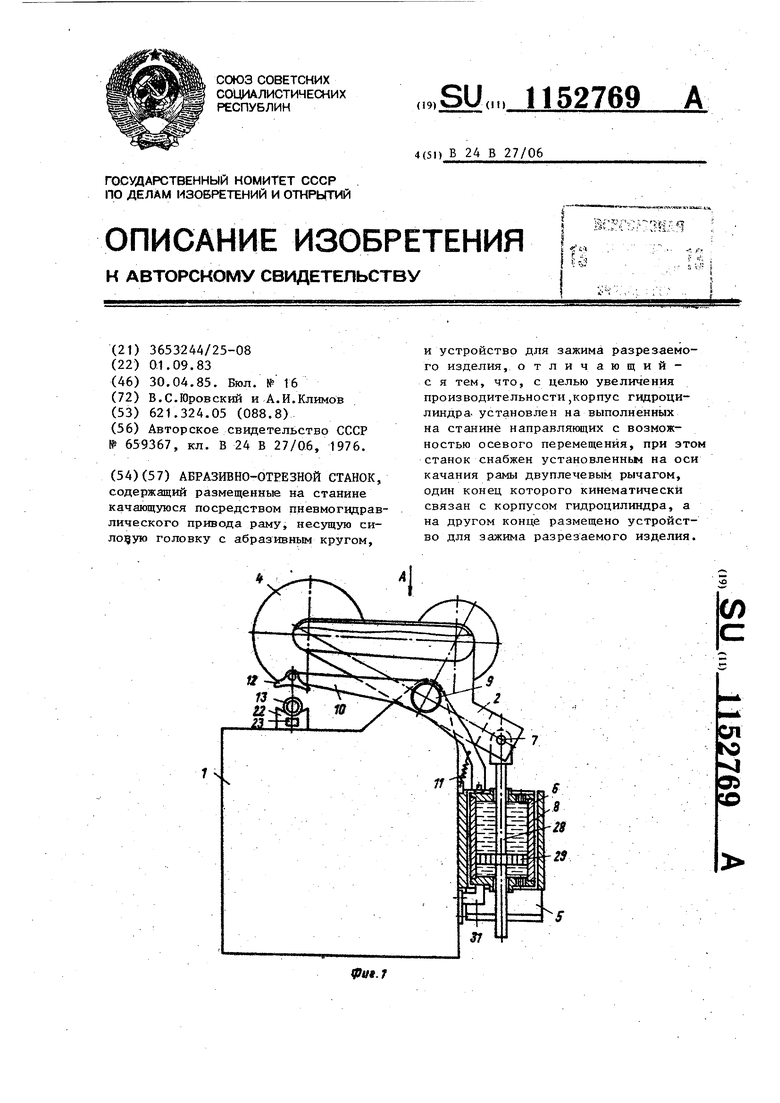
(риг. 2
15
1152769
Вид В
(pus.3
С)к. Ноздух
| Абразивно-отрезной станок | 1976 |
|
SU659367A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
