Известны автоматические станки с гидравлическим или пневматическим приводом для клеймения втулок, предварительно одеваемых на шток-оиравку. Пуансоны в них расположены в несколько рядов и радиально перемещаются в рабочей головке под действием возвратных пружин и нажимного кольца. В известном процессе клеймения применяются три станка, из которых каждый выполняет определенную операцию.
В предложенном станке пуансоны выполнены с запрессованными в них поперечными штифтами, входящими в пазы корпуса головки. Они являются упорами для толкателей спиральных пружин, расположенных в радиальных отверстиях корпуса. При таком выполнении станка повышается удобство смены пуансонов с предотвращением их поворота. В загрузочном устройстве может быть применен возвратноповоротный сектор с раздвижными губками, кинематически связанными кулачком со штоком-оправкой. С целью подачи втулки цосле обработки в приемный лоток возвратно-поворотный сектор имеет рычаг, который выталкивает заготовку из губок при набегании его, во время обратного хода, на качающийся упор.
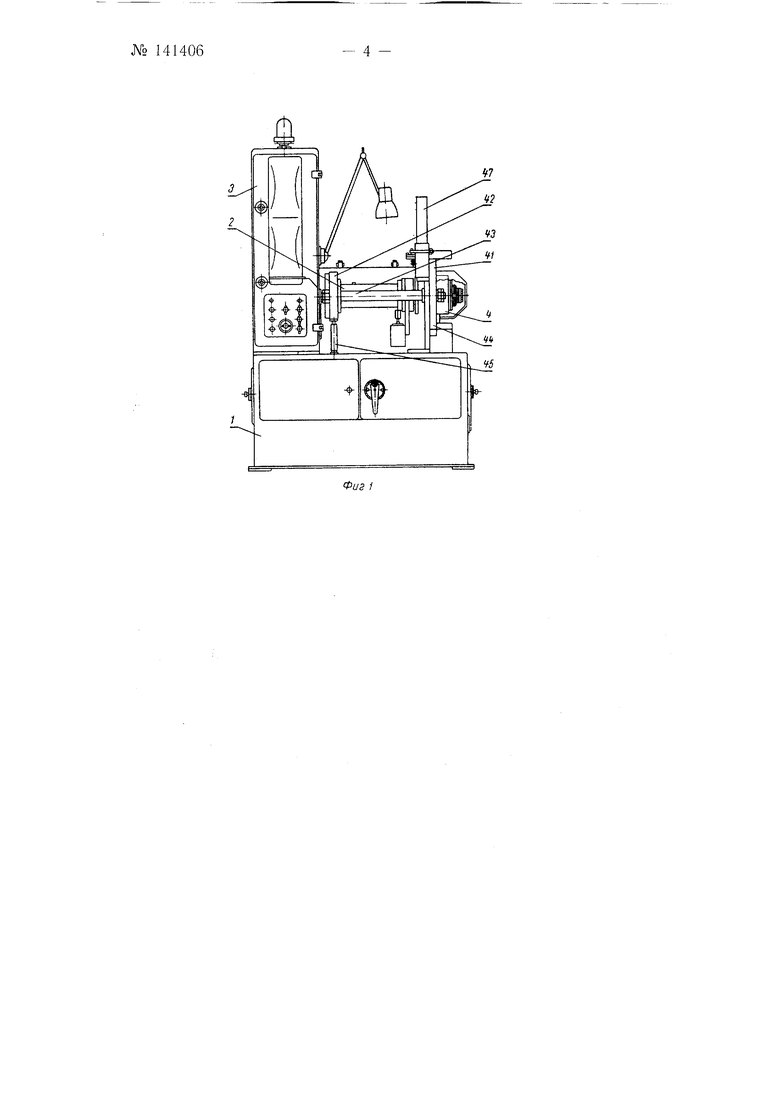
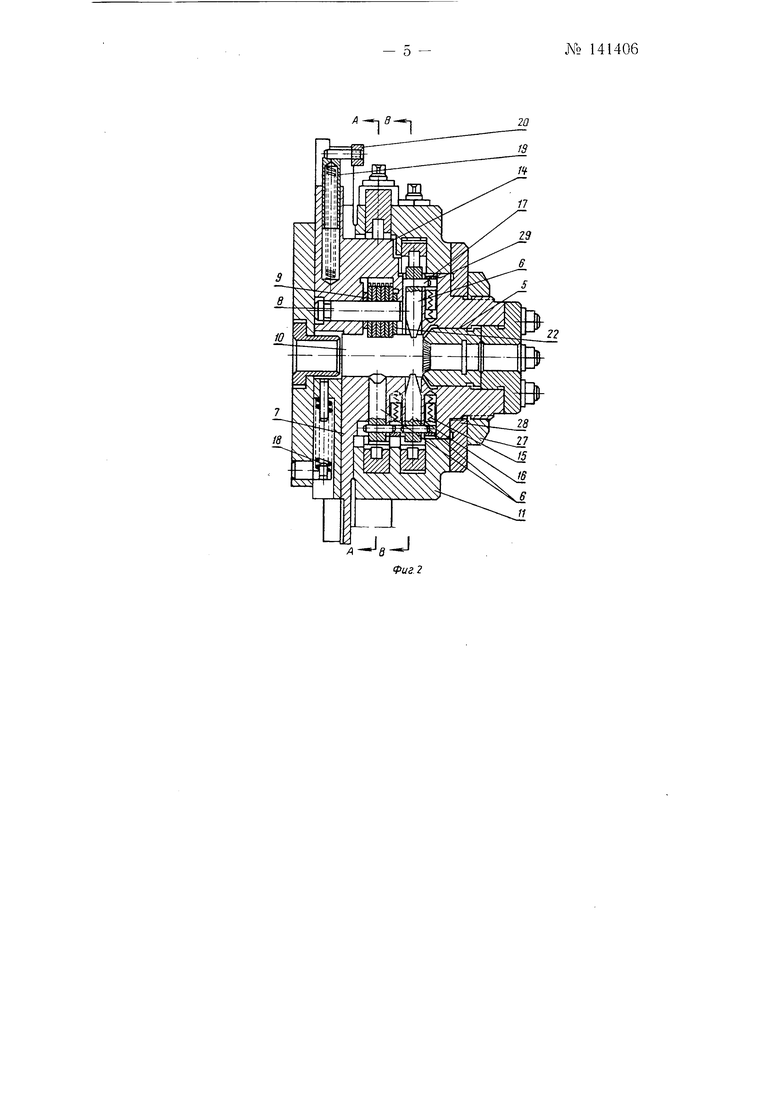
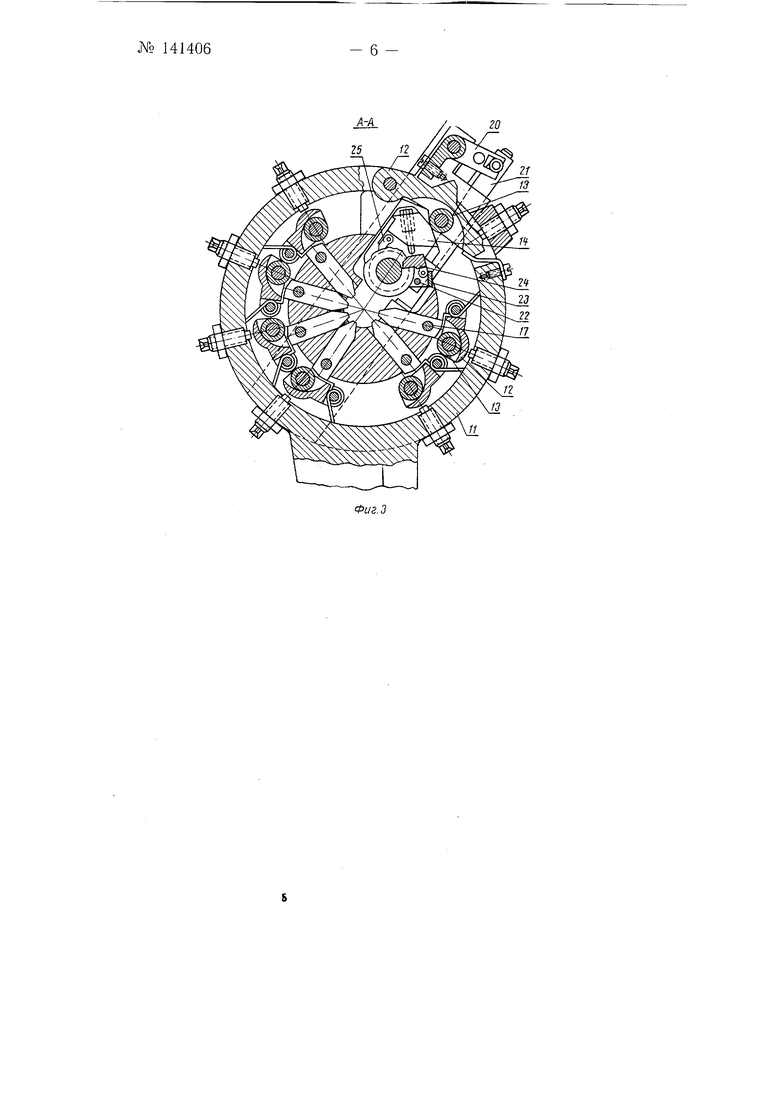
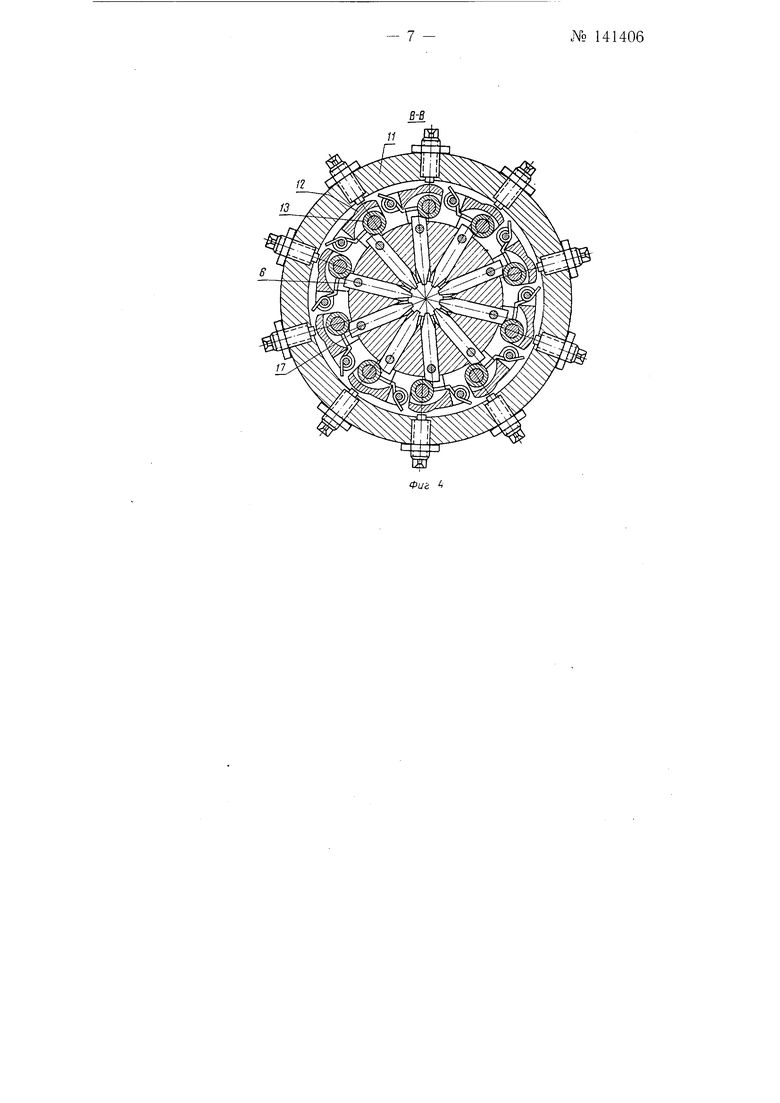
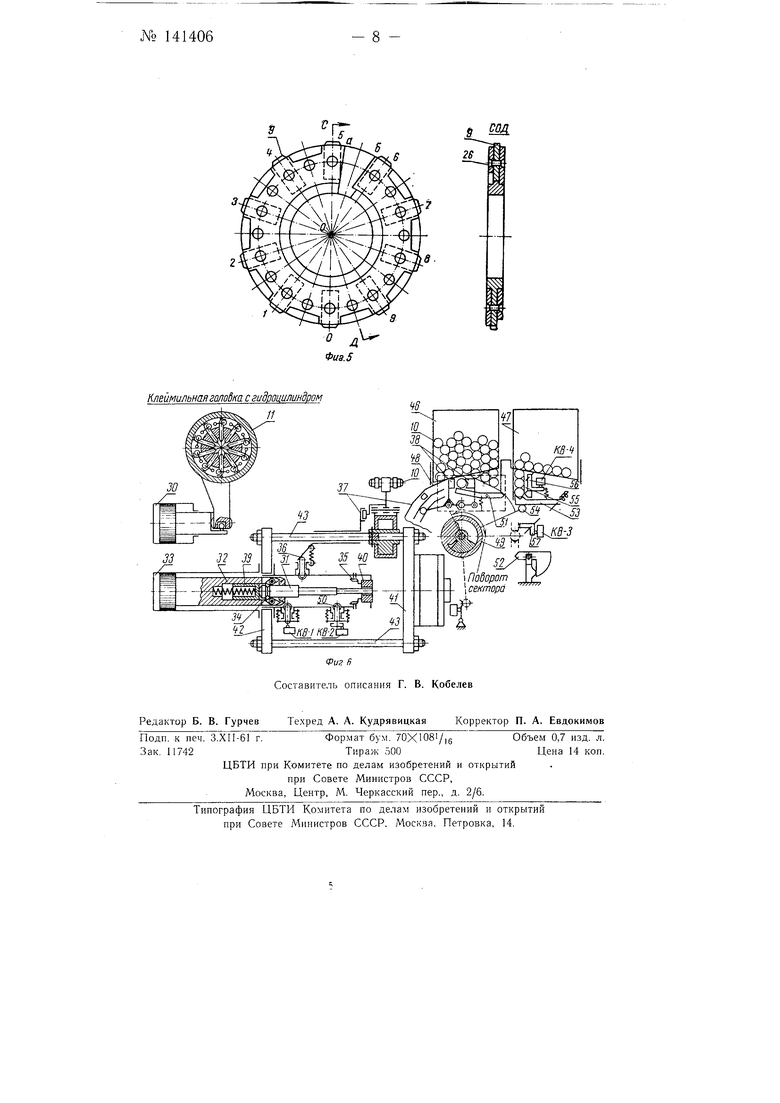
На фиг. 1 изображен общий вид предложенного автоматического станка; на фиг. 2 - клеймильная головка в разрезе; а фиг. 3 - сечение по А-А на фиг. 2; на фиг. 4 - сечение по В-В на фиг. 2; на фиг. 5 - барабан нумератора с сечением по СОД; на фиг. 6 - кинематическая схема работы станка.
На станине / укреплен механизм оправки 2, электрощкаф 3 с электродвигателем и клеймильная головка 4. В клеймильной головк е (фиг. 2) размещаются матрица 5, служащая для нанесения делений, и радиально расположенные цилиндрические пуансоны 6 для нанесения цифр и знаков маркировки. В корпусе 7 головки установлен нуме№ 141406 2 ратор 5, диски которого несут вставные клейма 9 (фиг. 3) для нанесения порядкового номера. Пуансоны 6 и клейма 9 вдавливаются в заготовку 10 нри повороте нажимного кольца 11, в пазах которого установлены рычаги 12 с роликами 13, надавливающимися на скосы нуансонов 6, и корпус 14 нумератора. Обратный отвод пуансонов 6 производится спиральными пружинами 15, установленными в радиальных отверстиях корпуса 7 головки. Пружины 15 с помощью толкателя 16 действуют на штифты 17, запрессованные в пуансоны 6. Штифты 17 удерживают пуансоны 6 от проворота. Обратный ход ну.мератора осуществляется пружиной 18. Перестановка барабанов нумератора производится при обратном ходе пружиной 19, действующей через рычаги 20, плаику 21 и ось 22 на скобу 23, которая несет собачку 24 с разновысокими зубьями. Каждый барабан нумератора 8 имеет по периферии девять мелких пазов и один глубокий. Для фиксации барабанов слулсат подпружиненные собачки 25. Подобные механизмы нумераторов применяются в полиграфии при печатании порядковых номеров на денежных знаках, билетах и т. п. Особенностью предложенной конструкции является наличие вставных пластинчатых пуансонов, удерживаемых от выпадения заклепками 26 (фиг. 5). Применение вставных пуансонов резко упрощает изготовление барабанов и удешевляет их эксплуатацию, так как при выкрашивании или затуплении можно заменить один или несколько пуансонов, а не барабан в целом. Замена пуансонов 6 или нумератора производится при снятом нажимном кольце //, для чего предварительно снимаются гайка 27 и щайба 28. От произвольного выпадения при снятом нажимном кольце пуансоны 6 удерживаются фиксатором 29.
Поворот нажимного кольца // в прямую и обратную сторону осуществляется гидроцилиндром 30 (фиг. 6). Перед клеймением заготовка 10 надевается на оправку 3/ предохраняющую ее от измятия при клеймении, удерживающуюся на щтоке 32 гидроцилиндра 33 с помощью подпружиненных собачек 34, открывающихся в переднем положении штока от неподвижных кулачков 55, что обеспечивает легкий съем оправки при ее износе через клеймильную головку 4. При перемещении щтока 32 гидроцилиндра 33 от него толкателем 36 передается движение на кулачок 37 губок 38 механизма загрузки и конечные выключатели КВ-1 и КВ-2. Гидроцилиндр 33 переносит заготовку на оправке в клеймильную головку 4 и обратно, а также осуществляет выдавливание делений на конусе заготовки. Усилие на оправку 31 передается через подпружиненный стакан 39, что обеспечивает неподвижность заготовки относительно матрицы при отводе штока для второго нажима в матрицу. На оправку 3J одета втулка 40, снимающая заготовку с оправки при обратном движении щтока. Плиты 41 и 42, на которых закреплены клеймильная головка и гидроцилиндры 30 и 33 к две соединительные тяги 43, образуют силовую раму, воспринимающую усилия, возникающие при клеймении. Силовая рама закреплена на стойке 44 (фиг. 1) и поддерживается винтовой стойкой 45. Заготовки поступают на станок из сменной кассеты 46 (или по лотку транспортного устройства). После обработки заготовки подаются в приемную кассету 47 (или в транспортное устройство). На ось оправки заготовка -переносится загрузочным сектором 48, снабженным раздвижными губками 38, центрирующими и зажимающими заготовку при ее одевании на оправку 31. Применение раздвижных губок также позволяет увеличить диаметр, а следовательно, жесткость оправки. Для поворота сектора 48 в его ступице встроен гидравлический сервомотор 49. Управление раздвижными губками 38 производится кулачком 37, неподвижного при движении сектора и поворачиваемого толкателем 50 при движении щтока 32
гидроцилиндра 33. На поверхности сектора 48 имеются лыски, предназначеииые для ворошения заготовок. При обратном движении сектора 48 заготовка выталкивается из губок 38 установленным в пазу сектора рычажным выбрасывателем 51, при его набегании на покачивающийся упор 52. При прямом движении сектора 48 упор поворачивается, пропуская выбрасыватель 51, а затем возвращается в исходное положение под действием неуравновещенной силы тяжести. После выталкивания из губок заготовка падает на призму рычага 53. В конце обратного хода сектора упор 54, установленный на секторе 48, поворачивает рычаг 53, при этом заготовка подается в приемный лоток 55 и отсекается собачкой 56, а верхняя заготовка из лотка 55 переходит в приемную кассету 47. В случае попадания перевернутой заготовки, она при повороте сектора 48 нажмет рычаг 57 на конечный выключатель КВ-3 и выключит станок. В случае неподачи заготовки в приемный лоток рычаг 53 не нажмет конечный выключатель КВ-4, что послужит командой на выключение станка. Загрузочное устройство закреплено на верхней плоскости стойки 44.
Предложенный автоматический станок может в одной рабочей позиции выполнять сложные клеймильные операции, требующие применения в настоящее время нескольких станков с ручной загрузкой. Это не исключает применения его для более простых операций, где может быть достигнут экономический эффект за счет автоматизации загрузки, надевания на оправку, изменение порядкового номера.
В заключении экспериментального научно-исследовательского института металлорежущих станков указано, что предложенный станок может выполнять клеймение трех параметров вместо одного параметра на имеющихся станах, дает возможность автоматической загрузки и разгрузки деталей, а также предусматривает автол атическую смену пластинчатых пуансонов по сравнению с ручной сменой на существующих станках, что уменьщает производственную цепочку оборудования при обработке.
Предмет изобретения
1.Автоматический станок с гидравлическим приводом для клеймения предварительно одеваемых на щток-оправку втулок пуансонами, расположенными в несколько рядов и радиально перемещающимися в рабочей головке под действием нажимного кольца и возвратных пружин, отличающийся тем, что, с целью повыщения удобства смены пуансонов с предотвращением их поворота, пуансоны выполнены с запрессованными в них поперечными щтифтами, входящими в пазы корпуса головки и являющимися упорами для возвратных пружин.
2.Автоматический станок по пп. 1 и 2, отличающий ся тем, что в загрузочном устройстве применен возвратно-поворотный сектор, снабженный раздвижными губками, взаимодействующими со щтоком-оправкой кулачком.
3.Автоматический станок по пп. 1 и 2, отличающийся тем, что, с целью подачи втулки после обработки в приемный лоток, возвратноповоротный сектор снабжен рычагом, выталкивающим втулку из губок при его контакте во время обратного хода с укрепленными на корпусе загрузочного устройства качающимся упором.
- 3 Хо 141406
I
20
/г
13
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический станок для накатывания знаков на цилиндрических изделиях | 1960 |
|
SU133785A1 |
| Станок для шлифования и полирования канавок спиральных сверл | 1956 |
|
SU110827A1 |
| Клепальный станок | 1975 |
|
SU526432A1 |
| Автоматический станок для накатывания знаков на цилиндрических изделиях | 1958 |
|
SU115056A1 |
| Станок для накатывания резьб | 1975 |
|
SU607630A1 |
| Станок для обрезки полых деталей | 1981 |
|
SU958044A1 |
| Дисковый станок для резки круглых заготовок | 1970 |
|
SU410608A1 |
| Поточная линия для изготовления коробок | 1959 |
|
SU136300A1 |
| Станок для электрохимического снятия заусенцев | 1985 |
|
SU1303307A1 |
| Автоматическая станочная линия | 1956 |
|
SU107719A1 |