(54) АБРАЗИВНЫЙ ОТРЕЗНОЙ СТАНОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Абразивный отрезной станок | 1980 |
|
SU942958A2 |
| Абразивный отрезной станок | 1990 |
|
SU1798129A1 |
| Абразивно-отрезной станок | 1976 |
|
SU659367A1 |
| Газовый клапан загрузочного устройства доменной печи | 1978 |
|
SU740835A1 |
| Станок для резки труб | 1980 |
|
SU897418A1 |
| Станок для резки труб | 1980 |
|
SU884902A1 |
| Станок для правки и резки труб | 1951 |
|
SU99797A1 |
| Станок для обработки труб | 1983 |
|
SU1144806A1 |
| Станок для подготовки кромок труб под сварку | 1983 |
|
SU1155381A1 |
| Станок для зачистки торцов труб | 1980 |
|
SU874233A1 |
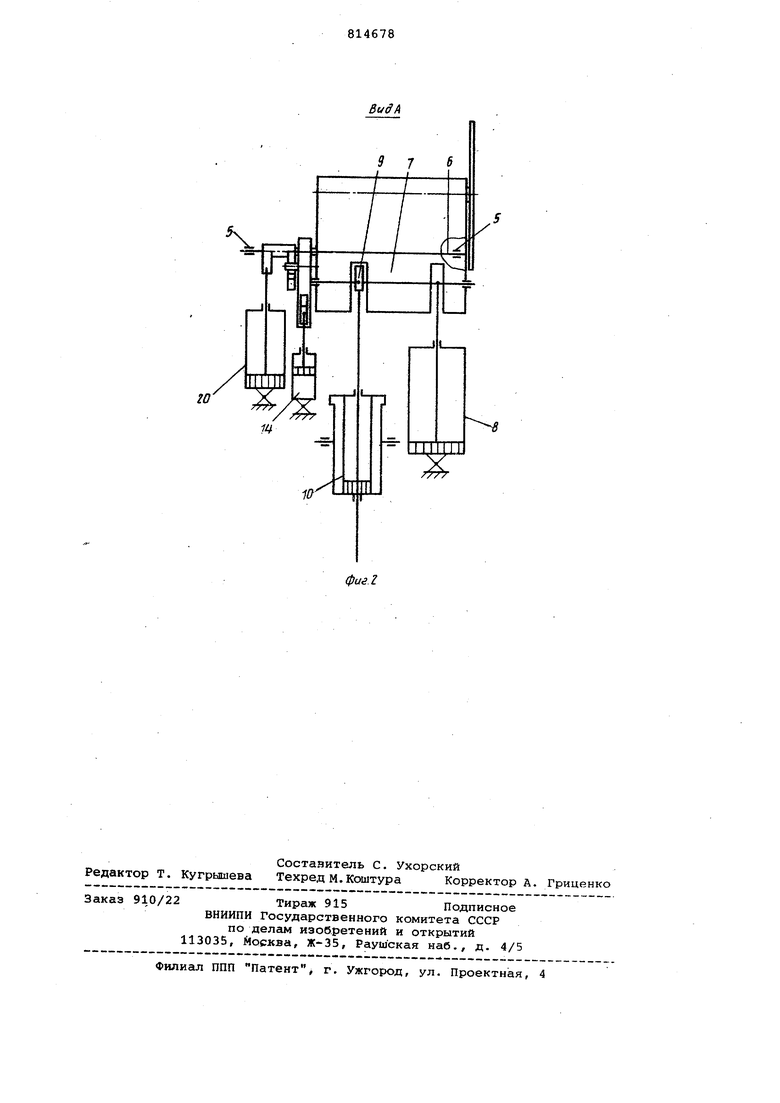
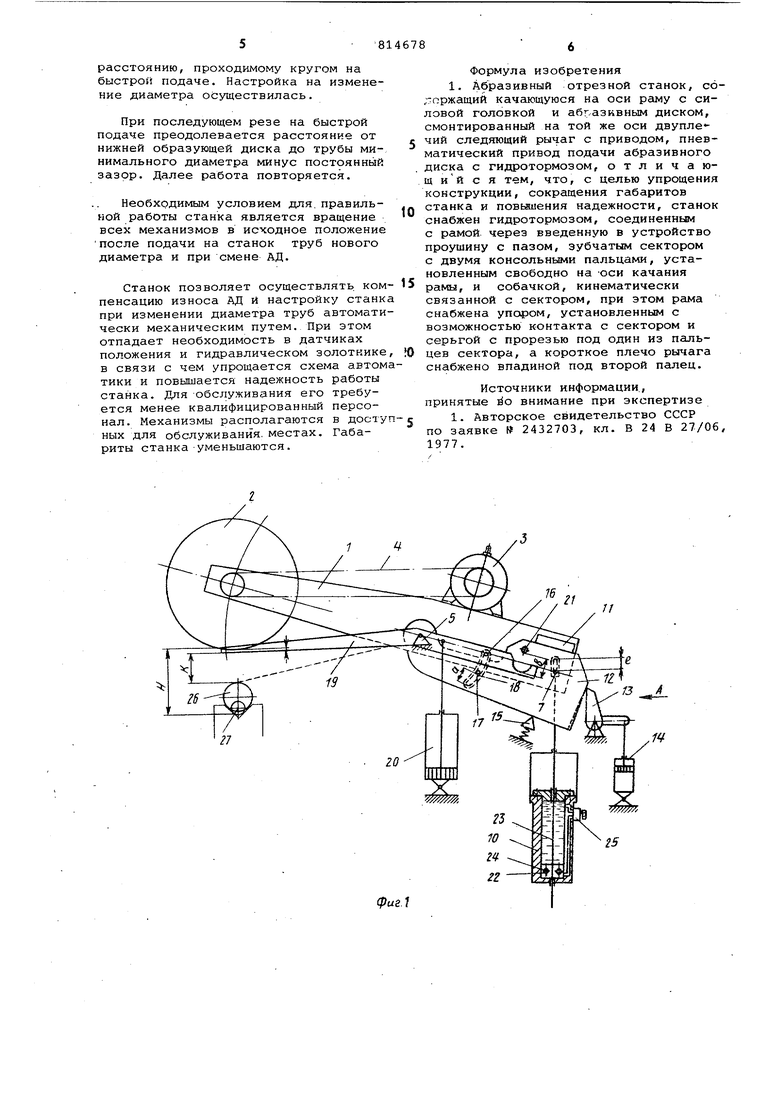
Изобретение относится к станко,строению и касается устройств для аб разивной отрезки круглого материала преимущественно труб. Известен станок для обрезки труб содержащий станину., качающуюся раму с силовой головкой и абразивным диском (АД), пневматический привод пода чи и устройство автоматической компенсации износа инструмента. Станок имеет установленное соосно оси качания рамы и связанное с ней при помощи жесткой муфты устройство, выполненное в виде двухопорного вала, на одном конце которого установлен следящий рычаг с датчиком, дающим команду на переход с быстрой подачи- на рабочую, а на другом закрепленный от осевых перемещений поршень, с двух сторон которого расположены с возмож ностью осевого перемещения корпуса фрикционных пневматических полумуфт На одном корпусе закреплен рычаг со вторым датчиком, обеспечивающим остановку силовой головки при ее возврате, а второй корпус полумуфты кинематически связан датчиками 1. К недостаткам станка следует отнести сложность конструкции узла слежения за износом инструмента и применением диаметра труб, наличие полумуфт н. датчиков на подвижном рычаге, снижающих надежность работы, увеличенные габариты станка и неудобство обслуживания узла слежения. Цель изобретения - упрощение конструкции, сокращение габаритов станка и повыпение надежности. Эта цель достигается тем, что ста нок снабжен гидротормозом, соединенным с рамой проушину с пазом, зубчатым сектором с двумя консольными пальцами, установленным свободно на оси качания рамы, и собачкор, кинематически связанной с сектором, при этом рама снабжена упором, контактирующим с сектором, и серьгой с прорез.ью под один из пальцев сектора, а короткое плечо рычага снабжено впадиной под второй палец. На фиг. 1 показана кинематическая схема станка в исходном положении; на фиг. 2 - вид А на фиг. 1. Станок состоит из качающейся рамы 1, силовой головки с абразивным диском 2, электропривода 3, связанного с силовой головкой клиноремен- ной передачей 4, опоры 5 с осью 6, вокруг которой качается рама 1, свя занная пальцем 7 шарнирно с пневмоцилиндром 8, и при помощи проушины 9 с прорезью с гидротормозом 10. На раме 1 смонтирован упор 11.
На оси 6 свободно насажен зубчатый сектор 12, находящийся в зацеплении с собачкой 13, управляемой пневмоцилиндром 14. Сектор 12 опирается на подпружиненный упор 15, а рама 1 упором 11 опирается на сектор 12. На раме 1 укреплен консольный палец 16, а на секторе 12 - такой же палец 17 и серьга 18 с прорезью-. Причем расстояние flt этой серьги пропорционально расстоянию Н, другими словами, расстоянию от начала движения неизношенного инструмента до линии, соответствующей окончанию обрезки трубы. На оси 6 также свободно посажен двуплечий следящий рычаг 19, приводимый в движение от пневмоцилиндра 20. Нижняя образующая большег плеча рычага 19 располагается всегда ниже на -2-3 мм образующей диска, короткое его плечо связано с пневмоцилиндром 20 (с меньшим диаметром и ходом, чем у цилиндра 8) и имеет на некотором расстоянии от оси вращения впадину, расстояние о от которой до пальца 21, вмонтированного в зубчаты сектор, пропорционально расстоянию К - для верхней образующей обрезаемо трубы максимального диаметра.
Гидротормоз 10 снабжен поршнем 22 штоком 23, обратным клапаном 24,дросселем 25. Для перетекания жидкости в корпусе цилиндра выполнены отверстия Величина прорези , выполненная в проушине 9,пропорциональна ходу инструмента до максимальной трубы минус постоянный зазор (1-2 мм). Она необходима для того, чтобы исключить врезание в трубу на быстрой подаче.
В исходном положении сектор 12 лежит на подпружиненном упоре 15, а рама 1 упором 11 опирается на сектор 12.
Включается электродвигатель 3, приводя во вращение инструмент. Подается сжатый воздух в бесштоковую полость цилиндров 8 и 20. Рычаг 19, поворачиваясь вокруг оси б, ложится на трубу 26, при этом короткое плечо его проходит путь, равный б.
От воздействия пневмои,нлнндра 8 рама 1 с инструментом на быстрой подаче приближается к трубе и после того, как диск Пройдет nsTb, равный Н- Вк„с1% + ( мм)3 , т.е. не дойдет до трубы на 1-2 мм, палец 7 проходит путь, равный В. Шток 23 начинает движение вверх, вытесняя жидкость через канал в корпусе и дроссель и, тем самым, снижает скорость до рабочей. Прорезав полностью трубу, подается команда от датчика конца обрезки (не показанного на чертеже), и в штоковые полости цилиндров 8 и 20 поступает сжатый воздух. Но так как абразивный диск износился на некоторую величину, то пройденный путь его будет равен Н + i , где & - величина износа по радиусу.
В результате серьга 18 проходит путь, больший а, т.е. пропорциональный Н + А. При этом нижняя часть прорези серьги 18встречается с пальцем 17 и подтягивает за собой зубчатый сектор 12, который перескакивает на зуб или два, отводя собачку 13 и, благодаря воздействию пневмоцилиндра 14, фиксирует сектор в новом положении.
Возвращаясь в исходное положение, рама 1 упирается упором 11 в приподнятый сектор, а нижняя образующая диска занимает то же положение, что и до обрезки трубы. Поршень 22 и поршень пневмоцилиндра 8 не доходят до своих нижних крышек на некоторую величину.
При обрезке следующих труб этого же диаметра работа станка повторяется. Следящий рычаг 19 при этом выполняет функцию прижимного рычага для удержания трубы во время обрезки
В том случае, когда инструмент износится полностью, подают сжатый воздух в цилиндр 14. Собачка 13 выходит из зацепления с сектором 12, последний опускается на упор 15. Качающаяся рама и следящий рычаг также возвращаются в исходное положение. После замены: круга работа повторяется в описанном порядке.
Если диск не износился, а на станок подали трубы меньшего диаметра, с пульта управления все узлы станка возвращают в исходное положение.
Рассмотрим работу станка при обрезке трубы минимального диаметра.
С целью упрощения диаметр инструмента примем Г1аксимальным, т.е.. неизношен ным) , как и в первом случае. После подачи сжатого воздуха в бесштоковые полости цилиндра 8 и 20, рычаг 19, поворачиваясь вокруг оси 6 ложится на трубу 27. При этом впадина на коротком плече рычага 19 проходит путь, больший расстояния о, встречается с пальцем 21, воздейству на сектор 12 через него, поворачивает сектор на соответствующий угол который фиксирует собачкой, 13.
Одновременно перемещается поршень цилиндра 8 и на быстрой подаче качающаяся рама опускается на угол, определяемый длиной прорези проушины 9 гидротормоза 10. После этого перемещение рамы 1 осуществляется на рабочей подаче. Соприкоснувшись с трубой, начинается ее обрезка и одновременно износ круга, благодаря чему сектор 12 под воздействием серьги 18 поворачивается еще на некоторый угол. Теперь при возвращении рс1м 1 в исходное положение и после встречи упора 11 с сектором 12 расстояние до малой трубы становится равным расстоянию, проходимому кругом на быстрой подаче. Настройка на изменение диаметра осуществилась. При последующем резе на быстрой подаче преодолевается расстояние от нижней образующей диска до трубы минимального диаметра минус постоянный зазор. Далее работа повторяется. Необходимым условием для, правильной работы станка является вращение всех механизмов в исходное положение после подачи на станок труб нового диаметра и при смене АД. Станок позволяет осуществлять ком пенсацию износа АД и настройку станк при изменении диаметра труб автомати чески механическим путем. При этом отпадает необходимость в датчиках положения и гидравлическом золотнике в связи с чем упрощается схема автом тики и повышается надежность работы станка. Для обслуживания его требуется менее квалифицированный персонал. Механизмы располагаются в досту ных для обслуживания, местах. Габариты станка-уменьшаются. Формула изобретения 1. Абразивный отрезной станок, с6лпржащий качающуюся на оси рзму с силовой головкой и абгазквным диском, смонтированный на той же оси двупле чий следяющий рычаг с приводом, пневматический привод подачи абразивного диска с гидротормозом, отличающ ий с я тем, что, с целью упрощения конструкции, сокращения габаритов станка и повышения надежности, станок снабжен гидротормозом, соединенным с рамой через введенную в устройство проушину с пазом, зубчатым сектором с двумя консольными пальцами, установленным свободно на -оси качания рамы, и собачкой, кинематически связанной с сектором, при этом рама снабжена упором, установленным с возможностью контакта с сектором и серьгой с прорезью под один из пальцев сектора, а короткое плечо рычага снабжено впадиной под второй палец. Источники информации., принятые rio внимание при экспертизе 1. Авторское свидетельство СССР по заявке № 2432703, кл. В 24 В 27/06, 1977.
Ч
