Станки для навивания иружин с двумя ветвями fjiHiia.ueii противополажных наиравлениц с И1лшльзованием оправок, служащих для наматывания на них концов заготовки, имеющей вид петли, известны.
В иредлагаемс-М станке применена шестерня с радиальным пазс:М для петли заготовки, наматываемой на расположенные по оси шестерни выдвижные оиравки, вдоль которых получают осевое движение пиноли с унорными роликами, предназначенными для захвата и нанравления концов навиваемой заготовки. Такое выполнение станка дает возможность навивать пружину вплотную виток к витку, что невозможно осуществить на известных станках этого тина.
На фиг. 1 дано изображение изготовляемой пружины; на фиг. 2 - изображение заготовки; на фиг. 3 - схе.матичеекое изображение предлагаемого станка; на фиг. 4 - схема установки заготовки в станок.
Пр&длагабмый станок для навивания пружин (1) с двумя сииралями (2) разного направления из заготовки (3) имеет станину (4), несущую две бабки, в которых смонтирован дифференциальный реечяый механизм, состоящий из рейки (о), пЕНоет (6) и щестерни (7), посаженной на ось штока (8) пневматического цилиндра (9). На конце ииноли закреплен упорный ролик (10). Через отверстие пиноли (6) проходит шток (И) нневматического цилиндра (12), перемещающий оправку (13). Рейка (5) зацеплена с Hteстерней/ (14), посаженной на один вал со сменной шестерней (15), нахидяще1 ся в зацеплении со BTOpoii см;-нной н естерней (16), закрепленной на валу (17).
В кронштейне (18) сделана расточка под шестерню (19) с радиальным пазом для. петля заготовки (3). Два торца шестернц (19) снабжены дисками (20), которые удерживают ее от смещения в осевом направлении U центрируют в кронштейне (18).
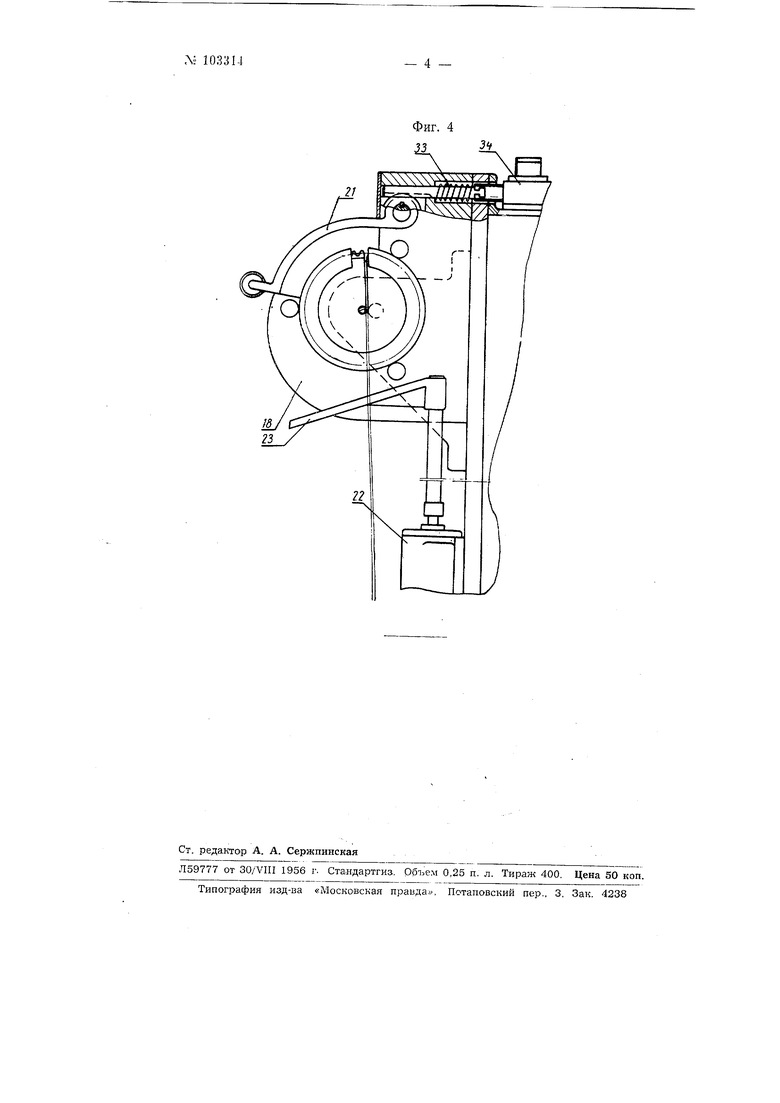
На кронштейне (18) смонтирована пусковая рукоятка (21), при повороте которой производится пуск станка и осуществляется ограждение врашающихся частей от случайного прикосновения к ним. Под кронштейном (18) установлен пневматический цилиидр (22), на штоке которого укренлена вилка (23), служащая для удалення со станка готового изделия.
С другой стороны станины (4) установлен силовой цилиндр (24), являющийся приводом станка. Шток цилиндра соединен с двусторонней зубчатой рейкой (25), которая одной стороной вращает ше, стерню (26) редуктора, а другой - шестерню (27), сидящую на валу (17). На вал (17) свободно иосажена промежуточная шестерня (28), передающая враидение от редуктора шестерне (19); с этой же стороны станины (4) установлен планетарный редуктор, у которого шестерня (29) может фиксироваться в двух полол.;сниях нневматическим фиксатором (30).
а шестерня (31) имеет oTiiepcTiie под пневматический фшхсатор (32).
В исходном положении, перед началом работы, паз шестернп (19) расположен вертикально, как показано на фиг. 4. Оправки (13) и ниноли (6) с упорными роликами (10) раз)5едены, рейка (25) 1ПТОКОМ силового цилиндра (24) поднята в верхнее положение. Вилка (23) находится внизу, как ноказап) на фиг. 4.
Для изготовления иружипы заготовка (З) в виде петли вставляется в паз шестерни (19). Пуск станка осуществляется поворотом рукоятки (21). При этом сжимается прулгйна (33) и переключается золотниковый кран (34), иричем золотник его блокируется специальнвгм пневматическим цилиндром. Это удерживает пусковую рукоятку от обратного поворота до окончания рабочего хада силового цилиндра (24).
При переключении золотпикового крана (34) при помощи цилиндра (12) выдвигаются олравки (13) и центрируются в шестерне (19). Одновременно от цилиндров (9), прокатывающих шестерни (7) по неподвижным рейкам (5), выдвигаются пиноли (6). Упорные ролики (10) подходят к торца.м шестерни (19) и захватывают заготовку (З). После этого включается рабочий ход силового цилиндра (24), штоком которого онускается рейка (25), вращая одновременно шестерни (27) и (26). При этом в редукторе шестерня (29), удерживаемая пневматическим фиксатором (30), остается неппдвижной. Вра1дение от шестерни (26) передается шестерне (19), которая, вращая за петлю заготовку (3), прижимает ео к упорным роликам (10) и навивает на оиравки (13) в спирали разного наиравлеиия. Вращение «т нюггерни (27) нередается шестерням (14), которые пе1)гмещают рейки (5) в стирону кронштейна (18).
Так как при этом оси шестерен (7) остаются неиодвплшыми, то перемещение реек (5) вызывает перемещение нпнолей (6) в обратном направлении. Упорные ролики (10), перемещаясь вместе с Ш1НОЛЯМИ (6), ведут концы навиваемой заготовки.
После окончания рабочего хода силовоjo цилиндра (24) освобождается от блокировки золотник крана (34), которьп переключается рукояткой (21), поднимающейся под действием иружины (33). . При ЭТОМ- цилиндры (9) отводят ипноли (6) до уиоров (35), освобождая от захвата упорными роликами (10) концы навитой иружины (1). Цилиндры (12) отво-дят в исходное положение оиравки (13), удаляя их из готовой И1)улагаы. Силово11 цилиндр (24) переключается па холостой ход, ирп котором рейка (25) вращает шестерни (27) и (26) в обратном направлении. Шестерня (26) поворачивает шестерню (19) до исходного положения, в котором она останавливается инев.матическим фиксатором (32). Одновременно другой фиксатор (30) освобождает шестерню (29) и она вращается до окончания холостого хода силового цилиндра (24).
Шестерня (27) приводит в исходное положение рейки (5), которые, прокатывая шестерии (7) по иеподвижиым пинолям (6), ставят в исходное положеиие цилиндры (9).
После остановки шестерни (19) в исходном положении со станка автоматически удаляется готовое изделие ири помоnui вилки (23), перемещаемой пневматическим цилиндром (22). Удалив гот.в;;; изделие со стайка, цилиндр (22) возврап(ает в нсходное положение вилку (23).
Предмет и 3 о б ) е т е и и я
Стаиск для на1 ивання нружи) с двумя ветвями спи)алей противополоЖНЫх направлений с исиользованкем оправок, спужапргх для наматывания на них конHjB заготовки, имеющей вид петли, о Т л и ч а ю щ и ii с я тем, что, с целью осуществления навивання JSHTKOB вплотную друг к другу, применена пгестерпя с радиальным пазом для п;тли заготовки, наматываемой на расноложенные но оси шестер 1И выдвпл;ные иправк, вдоль которых )10лучают осевое Д ижеиие пиноли с уио);ными роликами, иредназначенными для захвата и наиравленяя коицов навиваемой заготовки.
Фиг. 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления пластинчатых спиральных пружин | 1958 |
|
SU115363A1 |
| Клиновой зажимной механизм для пневматических приспособлений | 1956 |
|
SU113953A1 |
| Станок для фрезерования односторонних скосов на торцах зубьев шестерен | 1977 |
|
SU738791A1 |
| Способ заполнения клапанов двигателей внутреннего сгорания натрием | 1961 |
|
SU148999A1 |
| Устройство для обработки деталей с прерывистыми круглыми пазами | 1976 |
|
SU682353A1 |
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| СТАНОК ДЛЯ НАВИВАНИЯ ПРУЖИН | 1935 |
|
SU46514A1 |
| Ленточно-шлифовальный станок | 1981 |
|
SU1006177A1 |
| ПРИСПОСОБЛЕНИЕ К МНОГОПИЛЬНОМУ СТАНКУ ДЛЯ РАЗРЕЗАНИЯ ДЕРЕВЯННЫХ ГНУТОКЛЕЕНЫХ БЛОКОВ | 1965 |
|
SU175639A1 |
| Устройство для изготовления упрочненных пружин | 1976 |
|
SU751480A1 |
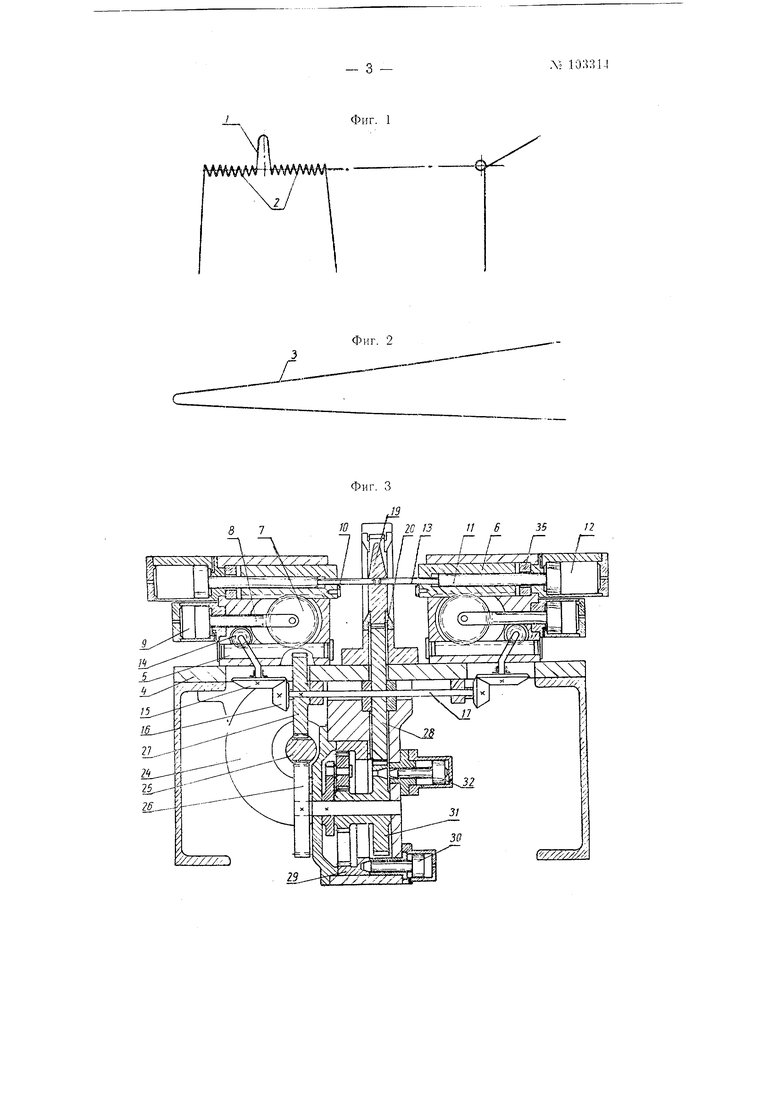
Фиг. 2
Фиг. 3
Фиг. 4
213f
NE.
