шш
СЛ
4аь О 4
Изобретение относится к порошковой металлургии, в частности к получению углеродных материалов с применением жидких связующих методом горячего прессования.
Известна пресс-форма для горячего прессования, состоящая из сборной матрицы, включающей обойму и разъемные вкладыши, верхнего и нижнего пуансонов ПЗ.
Недостатком пресс-формы является неравномерность распределения жидкой фазы среди частиц твердого наполнителя, что приводит к разбросу свойств в объеме изделия.
Наиболее близкой к изобретению по технической сущности и достигаемому результату является пресс-форма для горячего формования углеродных масс, преимущественно из твердого наполнителя и жидкого связующего, включающая матрицу, основание и пуансон Г2}.
Недостатком пресс-формы является неравномерность свойств в объеме издёли я, что снижает их качество.
Целью изобретения является повышение качества изделий.
Поставленная цель достигается тем, что пресс-форма для горячего формования углеродных масс, преимущественно из твердого наполнителя и жидкого связующего, включающая матрицу, основание и пуансон, снабжена перфорированными дисками с размерами отверстий, меньшими Минимального размера наполнителя, пуансон выполнен в виде полого цилиндра с перфорированным дном и крышкой и устанолен на дисках.
Причем отношение диаметров отверстий в дне пуансона и дисках составляет 30-60.
Диски выполнены из углеродной ткани.
Внутренняя поверхность матрицы, внешняя и внутренняя поверхности пуансона покрыты антиадгезионным слоем.
Пресс-форма позволяет прессовать штату с избытком жидкого связующего. Избыток связующего удаляется при прессовании через отверстия в фильтрующих дисках и дне пуансона в полость пуансона. При этом устававливается оптимальная концентрация и равномерное распределение связующего в объеме заготовки.
Для того, чтобы избежать удаления вместе с избытком связующего мелких фракций наполнителя, отверстия в фильтруюп1их дисках не превьппают минимального размера.частиц наполнителя.
Нижний предел отношения диаметров отверстия в дне пуансона и фильтрующих дисках принимают исходя из возможности удаленггя всего избытка связующего, определяемого его вязкостью
BepxHjtfi предел отношения диаметров отверстий в дне пуансона и фильтрующих дисках определяется прочностью дисков. При размере отверстий в дне пуансона выше предельного может произойти разрыв тканевьгх дисков и удаление вместе с жидкой фазой частиц твердого наполнителя.
Для предотвращения прилипания избытка жидкого связующего внутреннюю поверхность матрицы, внешнюю и внутреннюю поверхности пуансона покрывают антиадгезионным покрытием, например естественным графитом.
На чертеже изображена предлагаемая пресс-форма.
Пресс-форма содержит матрицу 1 с антиадгезионным покрытием 2 внутренней поверхности, установленную на основании 3, в матрицу сверху вставлен полый пуансон 4 с антиадгезионным покрытием 5 внешней и внутренней поверхности, в нижней части пуансон выполнен с дном 6 с отверстиями 7, а в верхней части снабжен крьш1кой 8, к дну 6 пуансона 4 примыкают фильтрзтощие диски 9 из углеродной ткани с отверстиями 10.
Устройство работает следующим образом.
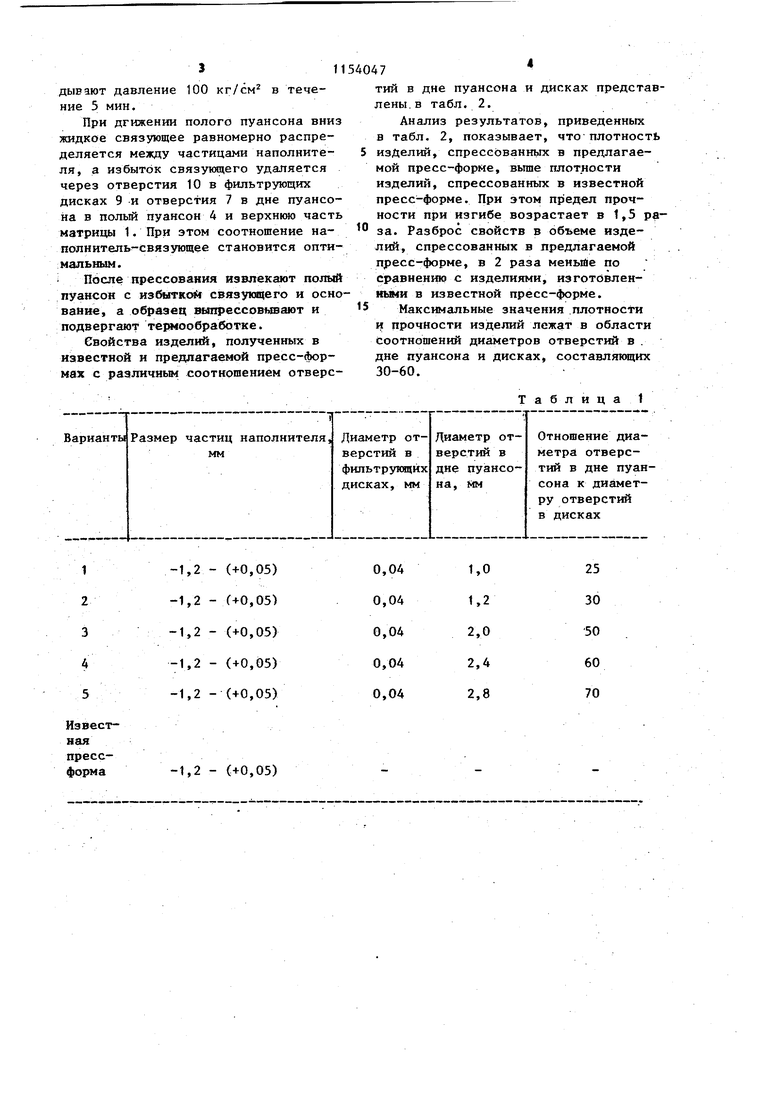
Составляют пресс-массу из мелкодисперсного порошка наполнителя, например кокса кипе и порошка связующего, например, каменноугольного пека, причем количество пека берут с избытком (до 50 мас.%). После перемешивания в смесителе при горячую пресс-массу помещают в матрицу 1, затем укладывают фильтрующие диски 9 из углеродной ткани и устанавливают пуансон 4у с крьшгкой 8. Диаметры отверстий в фильтрующих дисках определяются структурой ткани. Соотношение диаметров отверстий в дне пуансона и фильтрующих дисках приведены в табл. 1.
Далее пресс-форму помещают в разъем гидравлического пресса и прикла311
дывают давление 100 кг/см в течение 5 мин.
При дгижении полого пуансона вниз жидкое связующее равномерно распределяется между частицами наполнителя, а избыток связующего удаляется через отверстия 10 в фильтрующих дисках 9 и отверстия 7 в дне пуансона в полый пуансон 4 и верхнюю часть матриЩ) 1. При этом соотношение наполнитель-связующее становится оптимальным.
После прессования извлекают полый пуансон с из(Й11Ткой связукяцего и основание, а образец выпрессовмвают и подвергают те1 4ообработке.
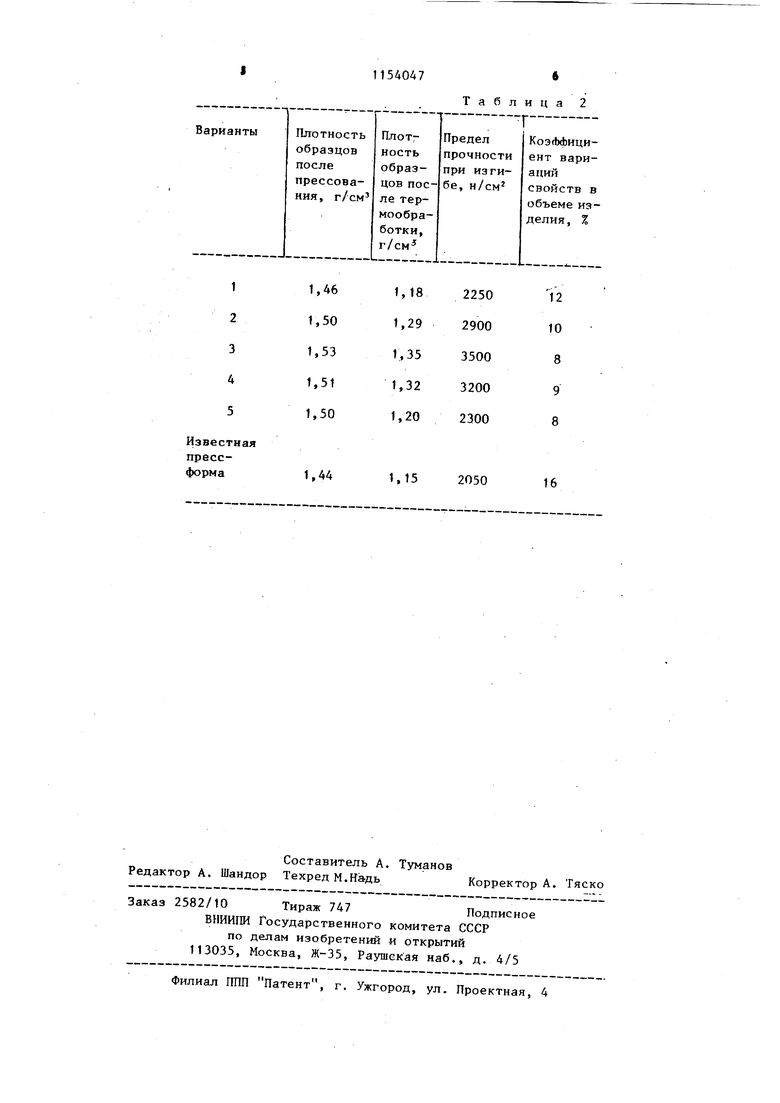
Свойства изделий, полученных в известной и предлагаемой пресс-формах с разлнчньм соотношением отверс4047
тий в дне пуансона и дисках представлены, в табл. 2.
Анализ результатов, приведенных в табл. 2, показывает, что плотность 5 изделий, спрессованных в предлагаемой пресс-форме, выше плотности изделий, спрессованных в известной пресс-форме. При этом предел прочности при изгибе возрастает в 1,5 раза. Разброс свойств в объеме изделий, спрессованных в предлагаемой пресс-форме, в 2 раза меныйе по сравнению с изделиями, изготовленкьми в известной пресс-форме.
Максимальные значения плотности и прочности изделий лежат в области соотношений диаметров отверстий в . дне пуансона и дисках, составлякицих 30-60.
Таблица
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИМПУЛЬСНОГО ПРЕССОВАНИЯ ТВЕРДЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2083328C1 |
| Пресс-форма для горячего прессования тугоплавких порошков | 1984 |
|
SU1197870A1 |
| КОМПРЕССИОННОЕ ФОРМОВАНИЕ РАСПУШЕННОГО ЦЕЛЛЮЛОЗНОГО МАТЕРИАЛА | 2007 |
|
RU2434746C2 |
| Устройство для формирования функциональных покрытий из порошкового материала на торцевой поверхности металлической детали двухсторонним прессованием | 2020 |
|
RU2761060C1 |
| Пресс-форма для прессования изделий из порошка | 1981 |
|
SU1016070A1 |
| Пуансон пресс-формы для горячего прессования | 1989 |
|
SU1622083A1 |
| ФУРМА ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА, СПОСОБ ИЗГОТОВЛЕНИЯ ФУРМЫ И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2000 |
|
RU2167206C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2060866C1 |
| СПОСОБ ГОРЯЧЕГО ПРЕССОВАНИЯ ТВЕРДЫХ ТРУДНОДЕФОРМИРУЕМЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2451576C1 |
| Электрохимический преобразователь концентрации кислорода и способ его изготовления | 1982 |
|
SU1073685A1 |
I. ПРЕСС-ФОРМА ДЛЯ ГОРЯЧЕГО ФОРМОВАНИЯ УГЛЕРОДНЫХ МАСС преимуцествеияо из твердого наполнителя и жидкого связующего, включающая матрицу, основание и пуансон, о т л и чающаяся тем, что, с целью « 13 повыпения качества изделий, она снабжена перфорированньми дисками с размерами отверстьш, меньшими минимального размера наполнителя, пуаисон выполнен в виде полого цилиндра с перфорированным дном и крышкой и установлен на дисках. 2.Перес-форма по п.1, о т л и чающаяся тем, что отношение диаметров отверстий в дне пуансона и дисках составляет 30-60. 3.Перес-форма по п.1, отличающаяся тем, что диски выполнены из углеродной ткани. 4.Пресс-форма Ъо п.1, о т л и чающаяся тем, что внутренняя поверхность матрицы, внешняя и внутренняя поверхность пуансона покрыты антиадгезионным слоем.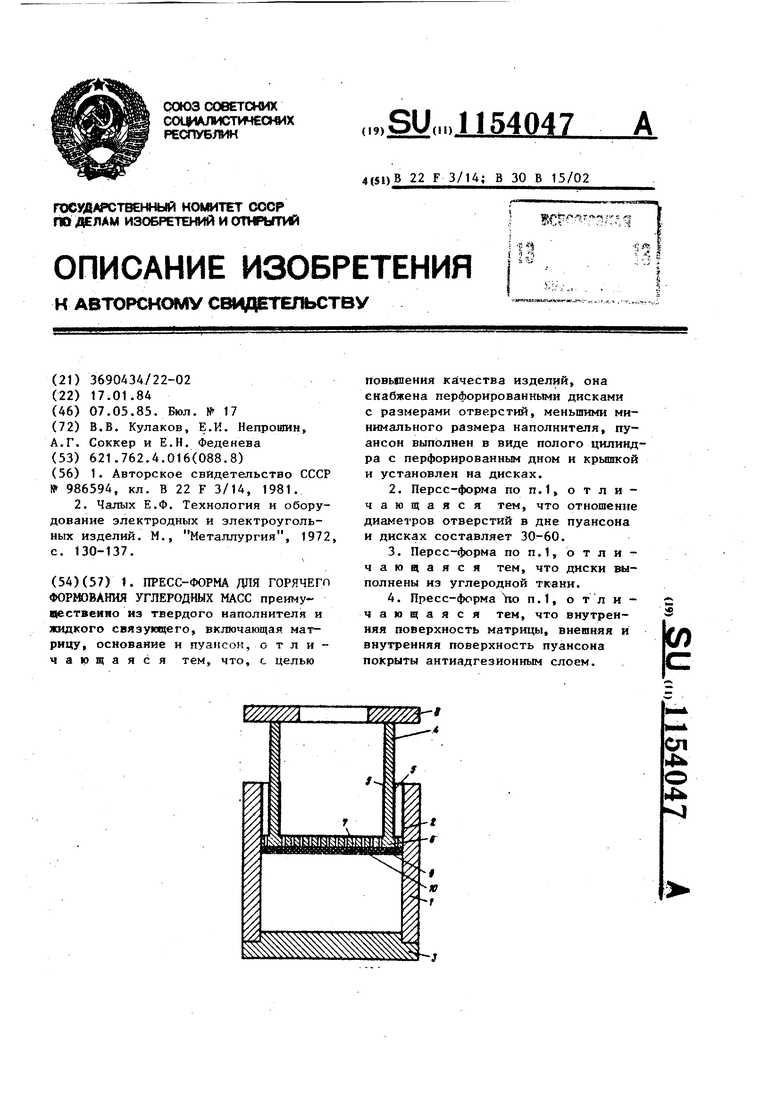
-1,2 - (+0,05)
25 30 50 60 70
1,0 1,2 2,0 2,4 2,8
Таблица 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Пресс-форма для горячего прессования порошков | 1981 |
|
SU986594A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Чалых Е.Ф | |||
| Технология и оборудование электродных и электроугольных изделий | |||
| М., Металлургия, 1972, с | |||
| Реверсивный дисковый культиватор для тросовой тяги | 1923 |
|
SU130A1 |
