о в о о о о о о о о о о о . о -Д.,.0 Н .о , П Ну ,.,.,P „.о . Я,1,,О ° 00 i-fW-.. У/ « S t о о о о о fibe о о д о Q1 Изобретение относится к изготовлению резинотехнических изделий и может быть использовано для принудительной усадки полимерного материала в процессе получения полимерных профилированных заготовок изделий. Цель изобретения - повышение качертва полимерного материала. Данная цель достигается в предлагаемом устройстве за счет интенсификации процесса усадки при совмещении температурного воздействия подаваемо го под давлением охлаждающего агента и его тормозящего усилия при снижении тянущего усилия транспортирующего средства. На,фиг. 1 изображено устройство общий вщд; на фиг.2 - коллектор с патрубками; на фит .З - то же, план; на фиг, 4 - поточная линия для профилирования и закроя заготовок из полимерных материалов, УстроГтство содержит камеру 1 с загрузочным окном 2, смонтированное в камере транспортирующее средство, например, в В1ще этапно расположенных с наклоном относительно друг друга рольгангов 3, размещенных в отдельных секциях. ВДоль рольгангов в каждой из секций размещены коллекторы 4 со средствами для подачи под давлением охлаждающего агента. При этом в каждой из секций имеется под дон 5, Смонтированный посредством ша нирного соединения 6 на неподвгокной раме 7 и имеющий возможность поворот в вертикальной плоскости, например, посредством подъемного механизма 8. Коллектор 4 каждой секции имеет вентиль 9, а средства для подачи под давлением охлаждающего агента выполнены в виде консольных патрубков 10 и 1 15 шарнирно смонтированных на коллекторе 3 с возможностью поворота относительно их продольной оси и имеющих расположенные по длине их боковой поверхности выпускные каналы OL, которые выполненыС наклоном навстречу направлению перемещения материала. Патрубки 10 являются рабочими, а патрубки 11 - направляющими. В каждой из секций имеются крышки 12, установленные над рольгангами 3. У поддона 1 со стороны выхода материал из секции смонтированы разгрузочный валик 13 и смывной поток t4, имеющий слив в канализационную систему (не показана). Работа устройства показана на при(-(ере работы поточной линии для изготовления профилированных загбтовок из полимерного материала. Полимерный материал 15 с профилирующей машины 16 (фиг.З) поступает по направляющему ролику 17 через загрузочное окно 2 в секцию 18 устройства для охлаждения, Ориентированными в направлении движения материала 15 струями охлаждающей среды из направляющих патрубков 11 материал 15 отклоняется в сторону наклона поддона 5 и под действием собственного веса начинает движение вниз по наклонной плоскости, находясь все время движения во взвешенном состоянии за счет поступающей снизу в виде струй из рабочих патрубков 10 охлаждающего агента, например воды. Струи поступающего агента, поступаюв ие из патрубков 10, направлены под углом навстречу движущемуся по наклонной плоскости вниз полимерному материалу 15. Наличие на коллекторах 4 вентилей 9 для регулирования расхода среды, шарнирного соединения патрубков 10 и 11 с коллектором 4 и поддона 5 с рамой 7 обеспечивают возможность регулировки угла наклона движущегося материала 15, направление и напор струй охлаждающего агента. Охлаждающий агент, перемещаясь вниз ПС) поддону 5, собирается в сливной лоток 14, из которого поступает после обработки на повторное использование, либо в канализационную систему (не показана), а материал 15 поступает к устройству 19 для раскроя. За счет предлагаемой конструкции устройства возникает тормозящее усилие, направленное против движения полотна И -в сторону протекания процесса усадки. Поскольку упомянутое усилие действует непрерывно во все время движения полотна по устройству, а также вследствие снижения тянущих усилий для перемещения материала, которые препятствовали бы протеканию процесса усадки, последний многократно интенсифицируется, что повьппает качество охлажденного материала. Количество охлаждающих секций выбирается в зависимости от рецептуры полимерного полотна, режимов обработ11540ки и требований, предъявляемых к изготавливаемым из него изделиям; Температура рабочей среды, поступающей в коллектор каждой секции, 90 устанавливается в соответствии с требованиями оптимального ведения технологического процесса изготовления полимерного полотна и изделий из него.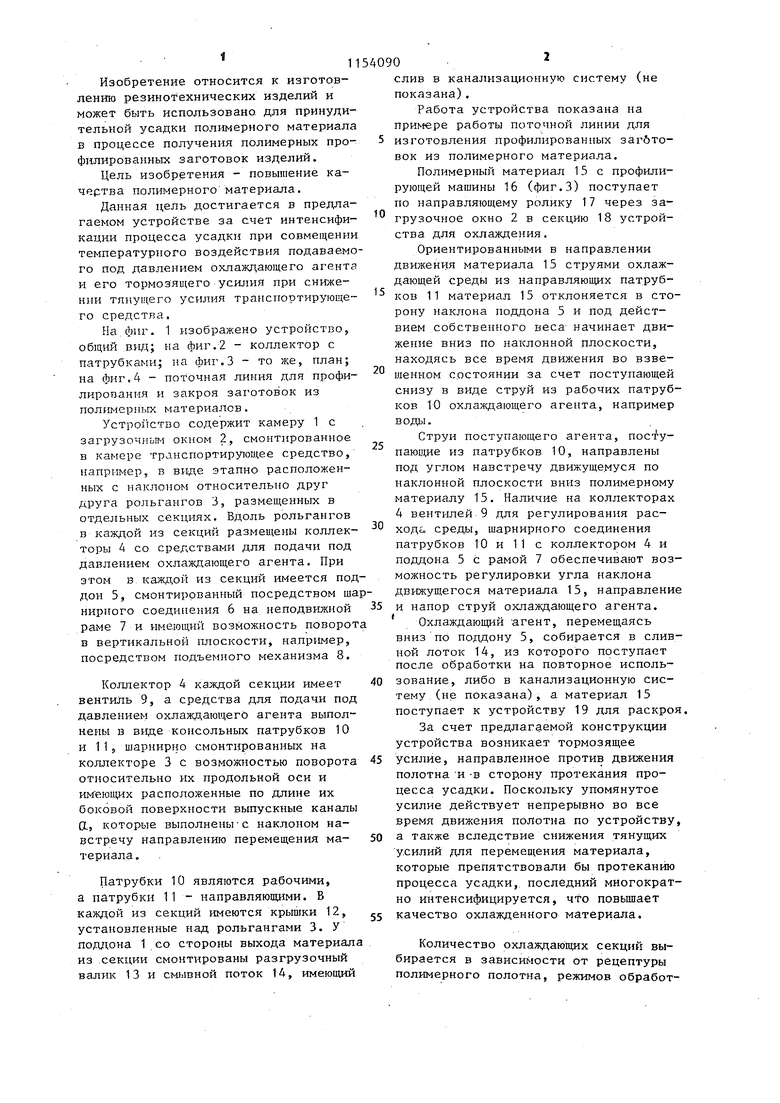

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для термообработки полимерного материала | 1988 |
|
SU1597274A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННЫХ РЕЗИНОВЫХ ЗАГОТОВОК | 2000 |
|
RU2188128C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННЫХ РЕЗИНОВЫХ ЗАГОТОВОК | 1993 |
|
RU2045407C1 |
| Линия для переработки отходов полимерного материала в.и.ефимчева | 1979 |
|
SU789277A1 |
| Поточная линия для нанесения покрытий на изделия | 1991 |
|
SU1811913A1 |
| Автоматизированная поточная линия | 1976 |
|
SU727384A1 |
| Поточная линия для производства полых волокнистых цилиндров | 1977 |
|
SU656858A1 |
| Устройство для пропитки рулонных материалов | 1988 |
|
SU1599120A1 |
| Устройство для изготовления профилированных резиновых заготовок | 1987 |
|
SU1426841A1 |
| ИЗГОТОВЛЕНИЕ ТОНКОЙ СТАЛЬНОЙ ПОЛОСЫ | 2001 |
|
RU2275273C2 |

1. УСТРОЙСТВО ДЛЯ ПРИНУДИТЕЛЬНОЙ УСАДКИ ПОЛИМЕРНОГО МАТЕРИАЛА, содержащее камеру и смонтированное в последней транспортирующее средство и размещенный вдоль него по меньшей мере один коллектор со средствами :. -ja I JI BfetJii - fer для подачи охлаждающего агента под давлением, отличающееся тем, что, с целью повышения качества полимерного материала, средство для подачи охлаждающего агента выполнено в виде шарнирно смонтированных на коллекторе с возможностью поворота относительно их продольных осей консольных патрубков с выпускными каналами вдоль их боковой поверхности, причем последние выполнены с наклоном навстречу направлению перемещения материала. 2. Устройство по п. 1, отличающееся тем, что вьтускные каналы в соседних патрубках смещены один относительно другого. (Л
Фиг.З
Фиг.2
| Патент США № 3850556, кл | |||
| ПРИБОР ДЛЯ ОПРЕДЕЛЕНИЯ СКОРОСТИ ТЕЧЕНИЯ ВОДЫ И ОДНОВРЕМЕННОГО ПОЛУЧЕНИЯ ПРОБ ЕЕ | 1925 |
|
SU425A1 |
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
| Способ изготовления заготовок протекторов пневматических шин | 1972 |
|
SU452151A1 |
| Солесос | 1922 |
|
SU29A1 |
