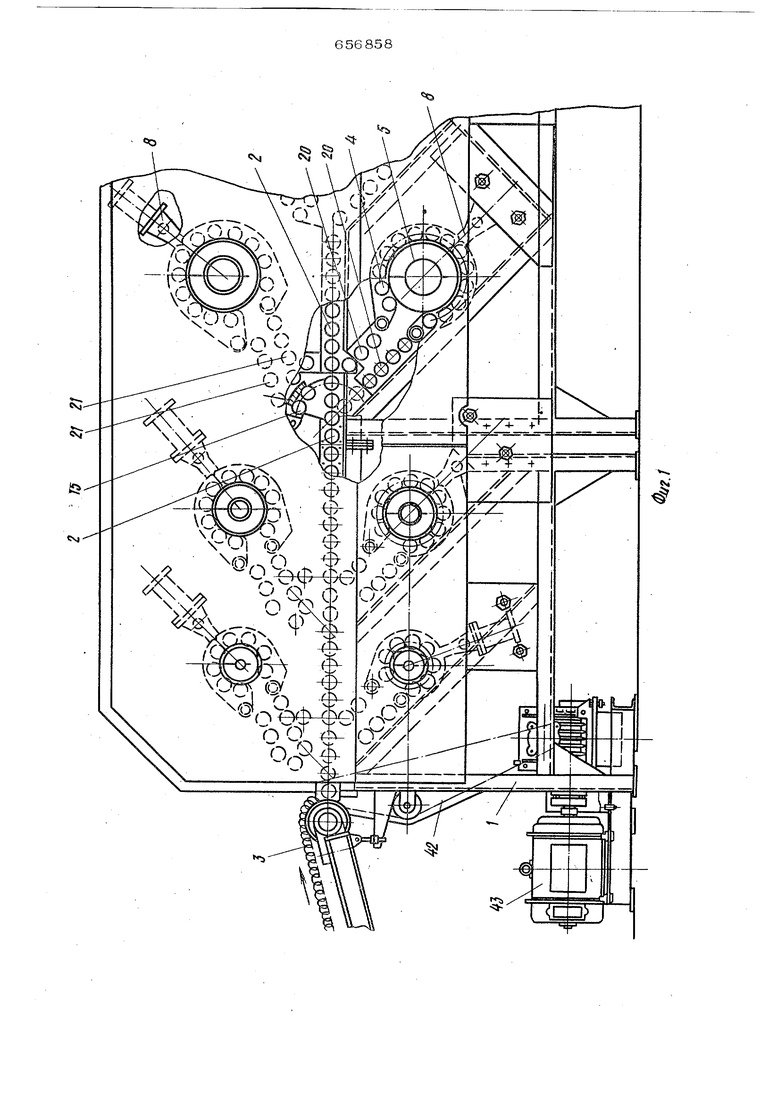
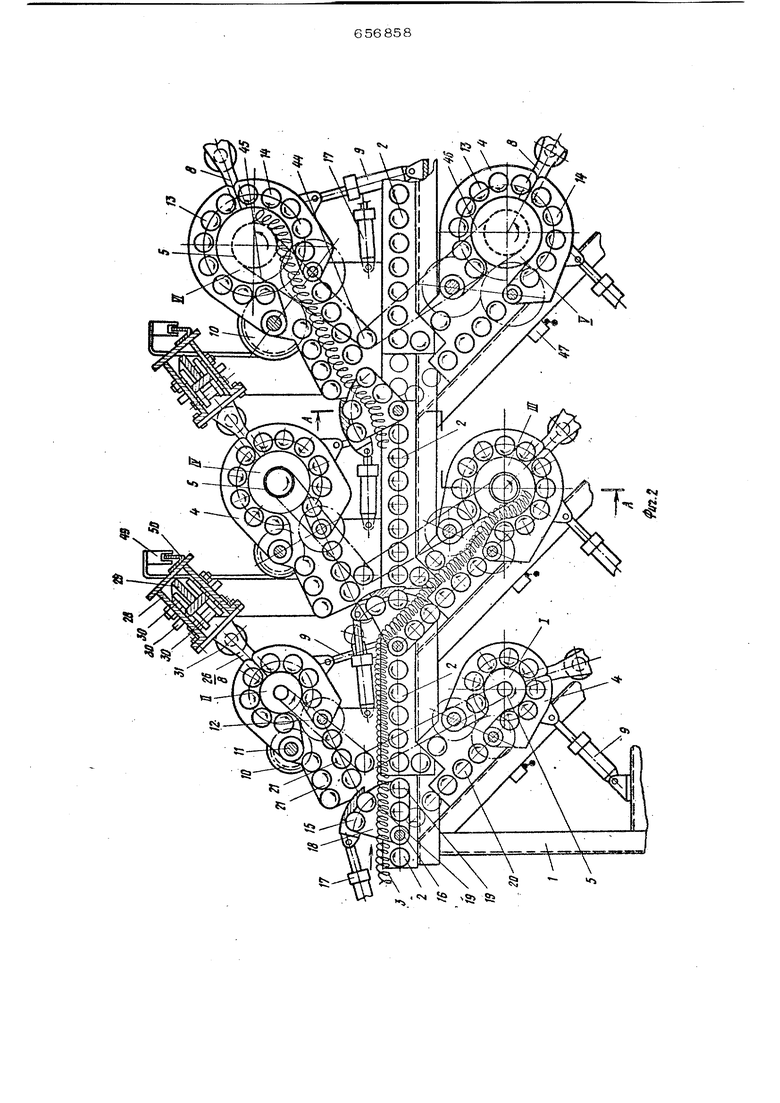
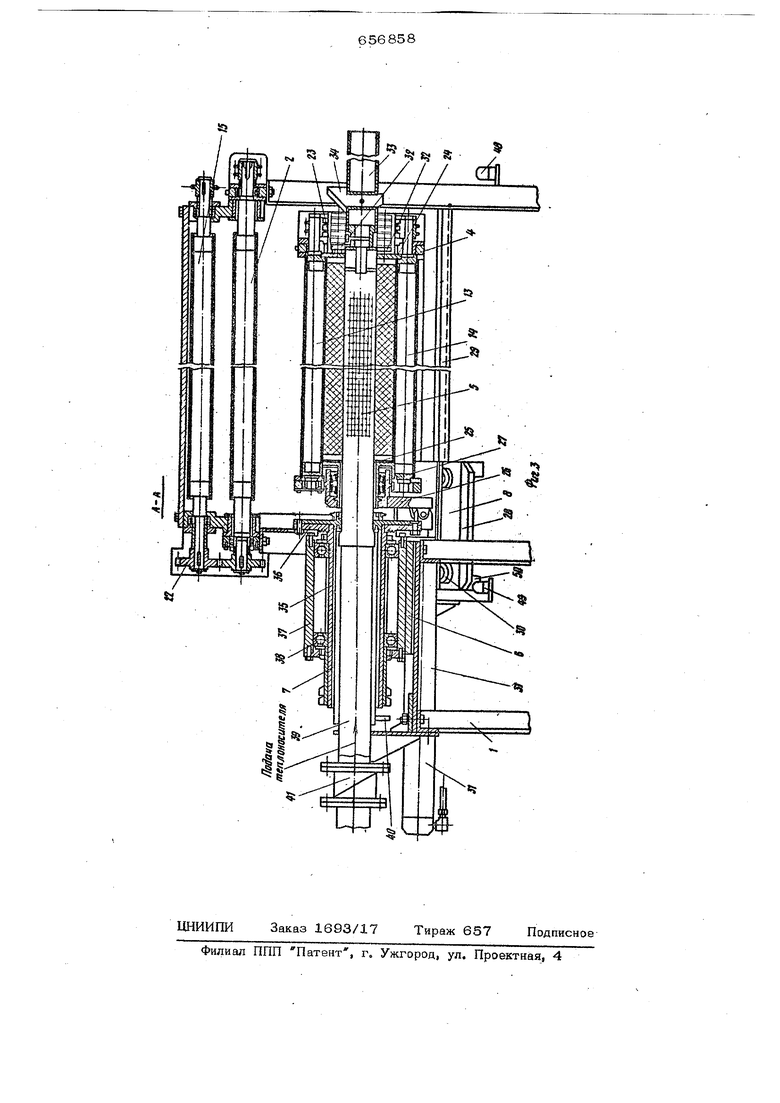
поточной линии выполнен ветвистым, кас сеты смонтированы на ко1щах ветвей, а в местах разветвления транспортер выполнен в виде поворотных секций для раз дачи коВра по ветвям. При этом над каж дой поворотной секцией смонтирован под острым углом к ней ряд шправляюш рс приводных роликов. На фиг. I изображена описываемая поточная линия, обший вид; на фиг 2 то же, продольный разрез; на фиг. 3 разрез А-(А фиг. 2, Линиям содержит, расположенные на ста нине t подающий транспортер, например рольганг 2,° подачи Волокнистого ковра 3 и попарно расположенные сверху и под рольгангом 2 рабочие узлы I -11, III -IV и т.д. в виде цилиндрической роликовой кассеты 4 с центрально расположенной в ней полой проводной перфорированной скалкой 5, установленной консольно в подшипниковом узле 6 вращения и снабженной узлом 7 подачи теплоносителя и сталкивателем 8 готовых изделий. Кассета 4 образована из двух поворот но раскрывающихся с помощью силового цилиндра 9 и зубчатого зацепления 10 относительно горизонтальных осей 11 и 12 верхней 13 и нижней 14 приводных роликовых обойм. Оси 11 и 12 поворота обойм располо жены параллельно друг другу перед входом в кассету 4 с зазором между ними для прохода коВра 3 в каждую кассету 4 Между секциями транспортера 2 в месте соединения его горизонтальных и наклонных секций, ведущих в попарно рас положенные позиции I -, 1И - IV и т.д., смонтированы механизмы 15 раздачи ков ра по кассетам, выполненные в видг секций транспортера (рольганга) 2, поДороТ ные.на горизонтальной оси 16 с помощь силового цилиндра 17 каретки 18 с двумя рядами приводных роликов 19 замыкающих поочередно с транспортером 2 или его ветвями (наклонными участками 20 и 21 транспортерный путь в узлы верхнвро и нижнего рядов. Ряды роликой 19 синхронизированы по скорости с помощью зубчатой передачи 22. Для надежного захода ковра в ролики механизма 15, обеспечения отрыва и раз дачи ковра в трех направлениях (прямо, вверх и вниз) верхний ряд роликов 19 механизма 15 расположен под острым углом к горизонтальной плоскости нижне го ряда роликов. 6 84 Для-интенсификации процесса тепловой обработки цилиндров (сущка и полимеризация связующего) в кассете 4 имеются торцовые уплогнигельные элементы. Со стороны консольного конца скалки - в вице разрезной диафрагмы из двух полукоец 23 и 24, закреплённых на торцовых концах роликовьгх обойм 13 и 14, а со Стороны подачи теплоносителя - в виде упорнаго диска 25, смонтированного внутри кассетьг 4 на рычаге 26 сталкивателя 8 в подшипниковом узле 27. Сталкиватель 8 выполнен в виде каретки 28, передвигающейся по направляющейбалке 29 на катках 30 с помощью силового цилиндра 31. Сталкиватели 8 смонтированы над и под кассетами, причем рычаги 26 сталкивателей 8 расположены под углом линии разъема кассет 4. Консольный конец сКалки 5 снабжен центрирующим люнетом в виде роликов 32оси которых закреплены на полукольцах 23 и 24 диафрагмы. . Для совмещения при сталкивании oneраций приема и продольной разрезки изделия по одной толщине и надрезки изнутри по другой (для удобства монтажа) на консольном конце скалки 5 соосно закреплена в виде продолжения дополнитель- ная съемная направляющая оправка 33 с вмонтированным в нее плоским клиновым ножом 34, Узел вращения каждой скалки выполнен в виде пустотелого вала 35 с фланцем 36 для крепления скалки 5, вращающегося в кбрпусе 37 на щарикоподшипнилсах 38. Установка снабжена узлом тепловой обработки,, который вьтолнен следующим образом. Для подачи теплоносителя и охлаждения узла вращения внутрь пустотелого вала 35 введен с воздушным радиальным зазором неподвижный водоохлаждаемый патрубок. 39 со щтуцерами 4О подачи, и слива охлаждающей воды. На входе в патрубки 39 во всех узлах установлены клапаны 41 подачи теплоносителя под давлением, управляемые, например, электрическими исполнительными механизмами. Привод роликовьрс обойм 13 и 14 кас- геты 4 осуществлен синхронно с помошью йепных передач от секций транспортера 2, приводимых в движение с помощью цепи 42 от группового регулируемого привода 43. Для повьпиения надежности отрыва ковра по окончании процесса навивки (в кас56сетах 3) секции рольганга 2 содержат тянущие ролики 44 с зубчатой передачей от рольганга 2 и цепными передачами 45 и 46 для вращения скалок 5 попарно рас положенных узлов 1 - И и т.д. со скоростью, синхронной скорости вращения внутренней поверхности изделия. Команда на рабочий ход сталкивателя осуществляется от конечного выключателя 47, срабатывающего при полном раскрытии кассеты 4, а возврат сталкивате ля в исходное положение произведен по команде конечного выключателя 48. Для сигнализации готовности рабочего узла к новому циклу (и подачи соответствующей команды) установлен конечный выключатель 49, срабатывающий при нажиме упором 5О сталкивателя 8, вернувщегося в исходное положение. Пля отключения роликовых кассет- 4 и скалок 5 соответствующих узлов на цепных передачах установлены муфты сцепления. Каяодый механизм 15 раздачи ковра снабжен в крайних и среднем положении раздачи ковра конечными (путевыми) выи1Л чателями (не показаны). Линия может иметь управление с помощью программного устройства. Однотипная многопозиционная конструкция предложенной линии позволяет осу ществлять универсальную компоновку поточных линий из блоков-секций ( по 4-6 рабочих узлов-кассет) требуемой производительности и многих типоразмеров «изделий без переналадки оборудования. Причем, поскольку время тепловой об работки при продувке теплоносителем Приблизительно равно 1 мин, а время навивки, например, циливдра относительно болыиого диаметра (с1„ 159 мм) при толщине 5О мм и скорости навивки приблизительно 1О м/мин (объемная масса ковра 60-80 кг/м при объемной массе изделия Y 20О кг/м) равно не более 23 с, то для достижения производительности линии 6ОО кг/ч (15-17 тыс. м в год) при щирине ковра 1 м достаточно иметь одновременно в работе лишь четыре рабочих узла, т.е. один блок-секцию. При выпуске, например, цилиндров d 37, 45, 57, 76, 89 мм достаточно также щести рабочих узлов одного из указанных типоразмеров, т.е. также одно го блока-секции. Остальные блоки-секции включаются лишь при переводе линии на выпуск изде 8 ЛИЙ другого типоразмера как по внутреннему диаметру, так и по толщине стенки. Однако имеется возможность одновременного выпуска изделий разных типоразмеров и даже всех возможных с учетом некоторого простоя узлов, но при непрерывной подаче и раздаче ковра (на полную производительность волокнообразую- щего агрегата). Кроме того, можно изготовлять комбинированные блоки-секции на несколько типоразмеров каждый. Линия .работает в автоматическом режиме следующим образом. В исходном положении при пуске линии и поступлении волокнистого ковра 3 на рольганг 2 роликовые кассеты 4 всех рабочих узлов, кроме выключенных из потока, сомкнуты. В период работы все рабочие органы вращаются непрерывно (секции рольганга 2, роликовые обоймы 13 и 14 кассет, ролики механизмов 15 отрыва и раздачи ковра). Для выпуска изделий Л1Ш1Ь требуемых типоразмеров конструкция линии позволяет начинать цикл практически с любого рабочего узла по ходу движения ковра или в обратную сторону (npoTSiB направления движения ковра), минуя по выбору некоторые отключенные, от потока кассеты верхнего или нижнего рядов. Это достигается наличием проходного транспортирующего ковер рольганга 2 за счет попарного расположения кассет сверху и снизу от транспортирующего рольганга 2 с механизмами 15 отрыва и раздачи ковра по рабочим узлам в трех направлениях, смонтированными на развилках пути. При этом в случае начала цикла по ходу ковра можно вести процесс кольцеобразно, т.е. сначала по нижнему ряду с возвратом по верхнему и наоборот, а также в щахматном порядке по ходу ковра. Кроме того, имеется возможность вести процесс попарно в противоположном ходу ковра направлении, т.е. цикл начинается в последних рабочих узлах, а по прохождении Всех парных рабочих узлов ковер снова транспортируется вперед по рольгангу 2 в один из последних рабочих узлов. По кольцеобразной схеме линия работает так. Волокнистый; например минераловатный, ковер 3, пропитанный синтетическим связующим (фенолоспирты), транспортируется рольгангом 2 и направляется механизмом 15 и наклонной секцией 20 ропьганга 2 в кассету 4 1-го рабочего узла вокруг скалкй 5, ограниченной с торцов уплотнительными элементами полу колец 23 и 24 диафрагмы и диском 25. Ковер 3, толщиной приблизительно рав ный толщине готового изделия, наматыва« ется в несколько слоев в заьисимости от требуемой плотности изделия (4-6 слоев постепенно уплотняясь и отжимая от периферии и; поверхности скалки наружными слоями ранее намотанные внутренние слои В конце процесса навивки по команде реле времени или датчика плотности ка ретка 18 механизма 15 поворачивается силовым цили1щром 17 Вокруг оси 16 в среднее положение, при этом отрьтает (пересекает) своим нижним рядом вращающихся роликов ковер о стационарна уста новленные приводные ролики секции рольганга 2 и направляет его по рольгангу 2 в ролики впереди расположенного на пути механизма отрыва, повернутого с помощь аналогичного силового цилиндра 17 в исходное нижнее положение, т.е. в сторону второго нижнего рабочего узлаЩ , Затем по нижней наклонной секции 20 рольганга 2 ковер попадает в кассету 4,-где. процесс навивки повторяется, После прохождения нижнего ряда рабочих узлов процессы отрыва и навивки ковра аналогично повторяются в верхних рабочих узлах, но в противоположном ходу ковра направлении. При этом механизмы 15 поворачиваются поочередно в верхнее положение (по команде реле времени окончания навивки в последнем нижнем рабочем узле), а ковер при этих поворотах поочередно отрывается в каждом предыдущем узле и доматывается в рабочем (навивочном) узле. После прохождения верхнего ряда рабочих кассет ковер снова раздается по . нижнему ряду, в котором к тому времени поочередно прощли все технологически процессы (тепловая обработка калибро .ка, раскрытие кассет 0 сталкивание го-, говых изделий со скалок на конвейер от; бора изделий (не показан).. По-мере окончания навивки процессы, тепловой обработки в позициях .поочерёдно начинаются nd команде конечных вы-, ключателей срабатывания механизмов 15 отрыва и раздачи ковра илИ: по команде репе времени (или датчика илотности) окончания навивки. При ВТОМ клапан 41 подачи теплоносителя внутрь скалки 5 открывается и осуществляется продувка навитого цилиндра изнутри через отверстия перфорации скалки. Происходит сушка (удаление влаги) и полимеризация связующего минераловатного-цилиндра в строго ограниченном вращающимися роликами кассеты 4 цилиндрическом объеме. Кассета 4 служит также в качестве защитного, кожуха при продувке. Во время тепловой обработки производится калибровка изделия путем обкатки нагретыми при продувке роликами кассеты-(дополнительная контактная сушка) и происходит образование упрочненной , корки на поверхности изделия за счет полимеризации отжатой теплоносителем при продувке к поверхности связки. По мере окончания навивки в остальных позициях процесс тепловой обработки осуществляется аналогичным способом. Время тепловой обработки в рабочих узлах контролируется реле времени и варьируется (устанавливается) в зависимости от диаметра и толщины стенки циливдра (И 1 мин). Расположение типоразмеров в рабочих узлах (или порядок установки блоков-секций с определенными типоразмерами) зависит от схемы ведения процесса по рабочим узлам. Выгрузка изделий в каждом рабочем узле осуществляется по команде реле времени по окончании тепловой обработки. При этом клапан 41 подачи теплоносителя закрывается, кассета 4 раскрывается с помощью С.ИЛОВОГО циливдра 0 и зубчатой передачи 10 после чего сталкиватепь 8 с помощью силового цилиндра 31 . соверщает рабочий ход и сталкивает упорным диском 25 готовое изделие со скалки Во Время ее вращения на соосно закрепленную к ней в виде продолжения оправку 33 с клиновым ножом 34, KDTOрым присталкивании изделие разрезается по одной толщине и надрезается по другой (для удобства монтажа). При срабатывании конечного выключа|теля 48 сталкиватель 8 возвращается в исходное положение, в котором от упора 50 сталкивателя срабатывает конечный Выключатель: 49, дающий сигнал готовности рабочего узла к новому циклу. Рольганг 2 можно использовать в качестве транспортера для передачи ковра напрямую к другим технологическим установкам (прошивка матов и т.п.). 965 Экономический эффект от предлагав- . мой конструкции автоматической поточной пинии ббеспечивается следующим: простая однотипная конструкция с раздачей ковра по рабочим узлам позвопяет осуществлять практически универсаль ную компоновку автоматических многопозиционных поточных линий непрерывнрго действия из блоков-секций (по 4-6 рабочих узлов) любой заданной производитель- ности и многих типоразмеров изделий без переналадки оборудования с возможностью одновременного выпуска изделий разных типоразмеров. Производительность при этом повышается в зависимости от во«локнообразующего аппарата пропорциональ но числу рабочих узлов за счет непрерывнотх) ведения процесса в попарно распапоженных рабочих узлах, т.е. в несколько раз; -исключены энергозатраты на перемещение большого парка скалок (в отличие от известных поточных линий). Перемешается и раздается по поз1шиям легкий волокнистый ковер; -схема раздачи ковра и ведение процесса по рабочим узлам в предлагаемой линии практически универсальны; -линия производит калиброванные изделия заводской готовности с упрочненной .наружной поверхностью; - за счет простоты, однотипности конструкции всех рабочих узлов и автономности (независимости) их действия надежность работы линии повышается про-, порционально количеству узлов (или блоков-секций) но не менее, чем в 2-3 раза . . - габариты линии уменьшаются а 3-4 раза. Например, линия, содержащая 6 блоков-секций по 4-6 рабочих узлов с полной .номенклатурой выпускаемых типо45, 57, 76, 89, 140, размеров 159 мм со средней толщиной стенки 50м и имеющая в своем составе камеру волок ноосаждёния барабанного типа, имеет длину приблизительно 20 м, вместо 81м многостаночной поточной линии с парком сменных скалок; - металлоемкость предлагаемой многое позиционной линии сокращается в 3-5 раз (приблизительно 43 т вместо 250 т); 8 -установленная мощность электродвигателей (без учета тепловой асти) сокращается в 5-10 раз (приблизительно 29 кВт вместо 311 кВт); -многопозиционная линия не требует переналадки на типоразмеры, ненужные рабочие узлы (или блоки-секции) Отключаются от потока на- пульте управления. Сравнительные данные приведены в сопоставлении с автоматической поточной линией, эксплуатируемой в настоящее время на Ярослгшском комбинате теплоизоляционных изделий. Ожидаемый экономический эффект от внедрения одной линии 25О-400 тыс. руб. в год. Формула изобретения 1.Поточная линия для производства полых волокнистых цилиндров, преимущественно из минеральной ваты, содержащая подающий транспортер, расположенаные Вдоль него роликовые циливдркческие Кассеты, каждая из которых вьтолцена с установленной по ее оси скалкой, узлом подачи теплоносителя и сталкнвателэм, отличающа яся тем, что, с целью повышения производительности и надежности работы, подающий транспортер выполнен ветвистым, кассеты смонтированы на концах ветвей, а в мизтах разветвления транспортер выполнен в виде поворотных секций для раздачи ковра по ветвям. 2.Линия по п. 1, отличающаяся тем, что над каждой поворотной секцией смонтирован под острым углам к ней ряд направляющих приводных {Яэликов. Источники информации, принятые во внимание при экспертизе 1,Авторское свидетельство СССР NO 294742, кл. В. 28 В 21/48, 1971. 2,Авторское свидетельство СССР №163095, кл. В 28 В 21/48, 1964. 3,Авторское свидетельство СССР № 197934, кл. В 28 В 21/48. 1967. 4,Заявка № 2389731/29-33, кл. В 28 В 21/48, 1976, по которой принято рещепие о выдаче авторского ев идетел ьства.




| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для производства полых волокнистых цилиндров | 1976 |
|
SU710808A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ВОЛОКНИСТЬ!Х ТРУБ | 1971 |
|
SU294742A1 |
| Установка для производства волокнистых цилиндров | 1975 |
|
SU543523A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1965 |
|
SU172166A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПРОИЗВОДСТВА | 1967 |
|
SU197934A1 |
| Устройство для изготовления теплоизоляционных труб из полосы волокнистого материала | 1983 |
|
SU1127773A1 |
| Поточная линия для заключительной отделки текстильных полотен | 1989 |
|
SU1647056A1 |
| УСТАНОВКА ДЛЯ НАВИВКИ И КАЛИБРОВКИ ВОЛОКНИСТЫХЦИЛИНДРОВ | 1971 |
|
SU321394A1 |
| Устройство для рулонирования волокнистого ковра | 1977 |
|
SU791671A2 |
| Способ изготовления скорлуп из минераловатного ковра | 1984 |
|
SU1265156A1 |