иг. 1
/
U
30
11зобретеЕ1ие относнтс.я к переработке полимеров литьем под давлением и может быть использовано в химической промьшшенности и в машиностроении.
Известна литьевая форма для полимерных изделий, содержащая неподвижную плиту, жестко связанную с опорной плитой, на которой установлены пуансоны, плиту с выталкивателями предва.рительного и окончательного выталкивания, в которой выполнен канал подачи сжатого воздуха, и рычажную систему включения подачи сжатого воздуха lj .
Недостатками данной литьевой формы являются большой расход сжатого воздуха при выталкивании изделия, а также значительная шумность, что ухудшает условия работы оператора и в процессе Bcefi смены действует утомляюще на организм работающего. Кроме того, повьвпенная сложность оснастки затрудняет ее наладку и не обеспечивает надежность работы литьевой формы в массовом производстве .
Наиболее близкой по технической сущности и достигаемому результату к изобретению является литьевая форма для полимерных изделий, содержащая неподвижную плиту с матрицей, подвижную плиту с держателем пуансона, систему вытапкивания в виде плиты выталкивания, закрепленной в ней втулки и головки, соединенной с втулкой с возможностью поворота относительно продольной ее оси. В известной литьевой форме содинение втулки с головкой выполнено в виде шарнира, благодаря чему при выталкивании изделия головка после выхода из пуансона под действием веса изделия поворачивается что обеспечивает надежный сброс изделия при исключении его зависания . Отсутствие системы подачи ежа того воздуха упрощает конструкцию литьевой формы 2 .
Однако известная литьевая форма обладает существенными недостаткам Конструкция выталкивателя не обеспечивает стабильности работы литьевой формы в автоматическом режиме, поскольку ось выталкивателя (втулка-головка) резко преломляется, и при возврате выталкивателя с головкой последняя будет задевать за
Topipii отверстия пуансона и заедать, особенно это проявляется при сбрасывании длинных изделий малого диаметра, поскольку головка также увеличивается в длине.ч
Дель изобретения - повьпиение надежности и стабильности работы формы путем предотвращения механических заеданий в системе выталкиваО ния.
Указанная цель достигается тем, что в литьевой форме для полимерных изделий, содержащей неподвижную плиту с матрицей, подвижную плиту
s с держателем пуансона, систему выталкивания в виде плиты выталкивания, закрепленной в ней втулки и головки, соединенной с втулкой с возможностью поворота относительно
0 продольной ее оси, соединение втулки с головкой выполнено в виде гибкого упругого вала, а система выталкивания снабжена закрепленным в подвижной плите направляющим
стержнем для гибкого упругого вала. Предлагаемая конструкция выталкивания надежна в работе и эксплуатации и обеспечивает сбрасывание изделия любой длины и диаметра,
0 поскольку через внутреннее отверстие гибкого вала (пружины) проходит направляюагий стержень. Конструкция системы выталкивания с гибким валом обеспечивает беспрепятственное втягивание головки в отверстие пуансона, поскольку, изменив плавно ось под весом изделия и сбросив его, пружина с головкой возвращается в исходное положение соосно направляющему жесткому стержню, т.е. предлагаемая конструкция полностью исключает какиелибо механические заедания.
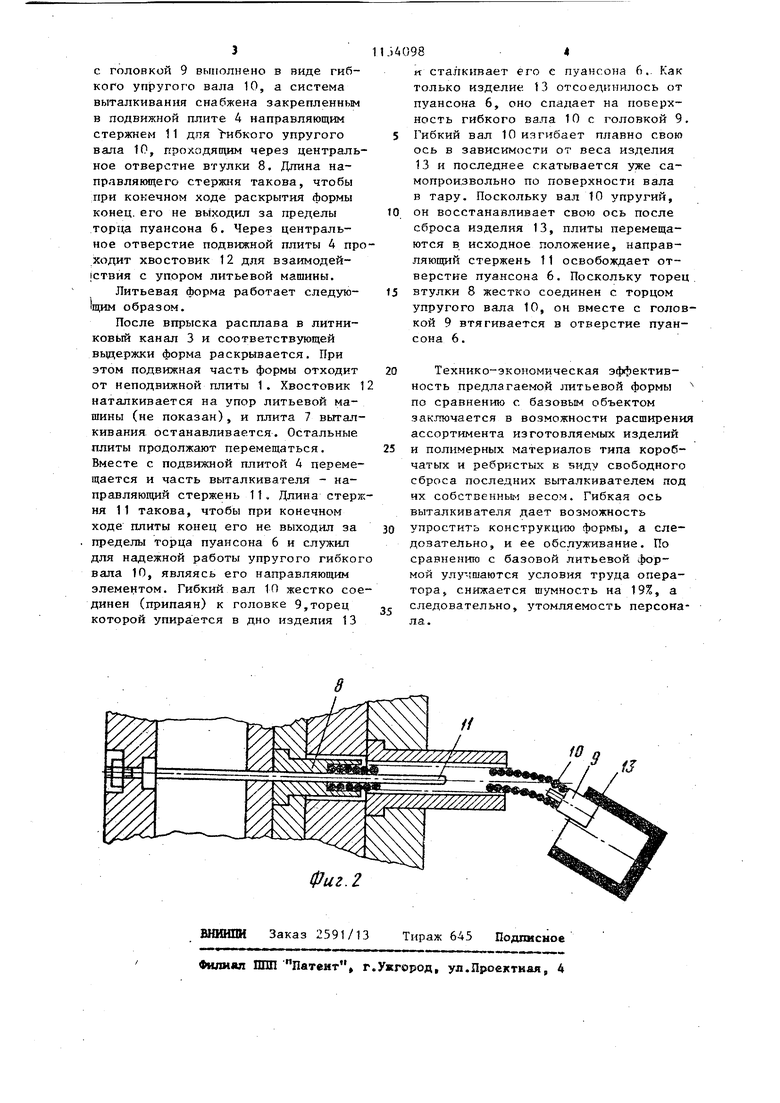
На фйг.1 изображена литьевая форма в момент заливки и-зделия, на фиг.2 - то же, в момент сброса изделия .
Литьевая форма состоит из неподвижной плиты 1, жестко соединенной
0 с матрицей 2, имеющей литниковьй канал 3, подвижной плиты 4, жестко соединенной с держателем 5 пуансона 6 и системы выталкивания в виде плиты 7 выталкивания, закрепленной
5 в ней втулки 8 и головки 9, соединенной с втулкой 8 с возможностью поворота относительно продольной ее оси, причем соедин(;ние ВТУЛКИ 8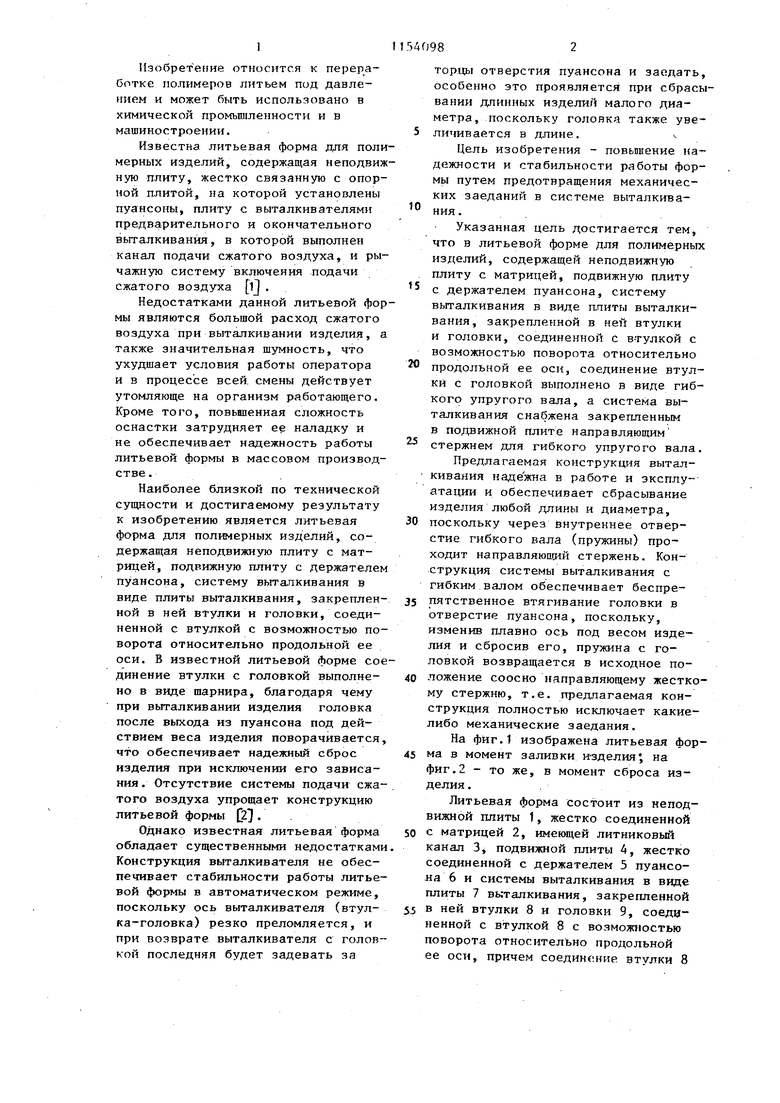
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма с двухступенчатой системой выталкивания для полимерных изделий | 1980 |
|
SU876463A1 |
| Литьевая форма | 1976 |
|
SU653120A1 |
| Литьевая форма | 1981 |
|
SU1101361A1 |
| Литьевая форма для изделий из полимерных материалов | 1984 |
|
SU1177166A2 |
| Литьевая форма для изготовления полимерных изделий | 1991 |
|
SU1801762A1 |
| Литьевая форма для изделий из полимерных материалов | 1981 |
|
SU952629A1 |
| Литьевая форма для полимерныхиздЕлий | 1979 |
|
SU793779A1 |
| Устройство для сбрасывания пластмассовых изделий с выталкивателей литьевой машины | 1975 |
|
SU552210A1 |
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1337277A1 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1706882A1 |
ЛИТЬЕВАЯ ФОРМА ДЛЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ, содержащая неподвижную плиту с матрицей, подвижную плиту с держателем пуансона, систему выталкивания в виде плиты выталкивания, закрепленной в ней втулки и головки, соединенной с втулкой с возможностью поворота относительно продольной ее оси, о тличающаяся тем, что, с целью повышения надежности и стаб1-тьности работы формы путем предотвращения механических заеданий в системе выталкивания, соединение втулки с головкой выполнено в виде гибкого упругого вала, а система выталкивания снабжена закрепленным в подвижной плите направляющим стержнем для гибкого упругого вала. :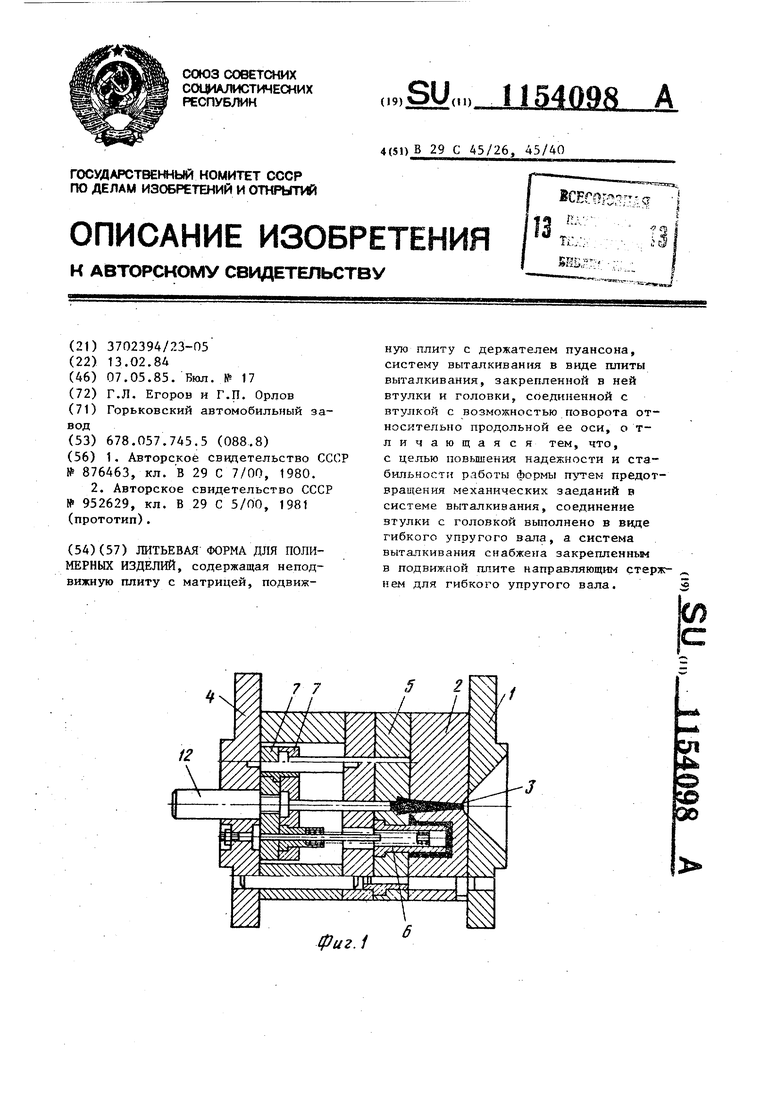
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Литьевая форма с двухступенчатой системой выталкивания для полимерных изделий | 1980 |
|
SU876463A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Литьевая форма для изделий из полимерных материалов | 1981 |
|
SU952629A1 |
| Солесос | 1922 |
|
SU29A1 |
