Изобретение относится к прокатному производству, а именно ускоренному охлаждению валков станов горячей прокатки.
Целью изобретения является повышение износостойкости валков за счет их температурно-деформационной обработки.
Способ температурно-деформахщонной обработки прокатных валков в про- 10 воды высокого давления 2, который
цессе горячей прокатки заключается в одновременном интенсивном охлаждении и наклепывании поверхности валков. Интенсивное водяное oxJp:aждeниe повышает стойкость валков за счет 5 термозакалки поверхностного слоя валка, который разогревается в очаге деформации. Процесс повышения шероховатости при этом замедляется и дает возможность использовать дискретный, 20 через определенный интервал, наклеп поверхности валков. Единичные площадки наклепа по окрз жности валка перекрываются при последующих ударных воздействиях через несколько оборотов валка,
Наиболее благоприятен такой интервал между ударными воздействиями, который обеспечивает повторный наклеп элемента поверхности валка через 150-200 проходов этого элемента через очаг деформации. Уменьшение количества оборотов ниже 150 не обеспечивает равномерного наклепа всей поверхности валка, увеличение более 35 200 не приводит к существенному повышению стойкости.
Например, при скорости прокатки 10 м/с валок диаметром 0,25 м делает
25
30
установлен со стороны выхода прока та из валков (фиг.1) соосно с выво ной проводкой 3 (фиг.З).В коллектор в торцовой части его, обращенной к валкам, выполнено сопло 4 для пода воды на валки. Сопло 4 имеет прямо участок 5 длиной I для формировани струи охладителя.
В торцовой части коллектора, об щенной к валкам (фиг.2), установле шток 6 с возможностью возвратно-по ступательного продольного перемеще ния , На конце штока 6, обращенном валкам (фиг.1 и 2), на оси 7 уста- .новлен с возможностью вращения рол 8, выполняющий роль бойка, а друх о конец штока 6 контактирует со сво бодным концом плоской пружины 9, к торая закреплена перпендикулярно п дольной оси прямого участка сопла в стенке корпуса коллектора 1 винтом 10.
Устройство работает следующим о разом.
Вода высокого давления 7-15 ати подается через патрубок 2 в коллек тор 1. Из коллектора 1 через сопло поток воды, сформированный в прямо
около 760 об/мин ипи 12 об/с. За один 40 Участке 5, в компактную струю пооборот валка перед совершающим ударные воздействия бойком проходит поверхность валка длиной 0,785 м. Длина поверхности контакта бойка и поверхности валка составляет 0,002. Таким образом, чтобы подвергнуть наклепку поверхность дпиной 0,785 м, необходимо:
(м) 0,)
400 ударов
Для обеспечения повторного наклепа элемента поверхности валка через 150-200 проходов ранее наклепанного элемента через очаг деформации необходимо за один оборот осуществлять 2-3 .удара бойка. В этом случае за одну секунду боек должен произвести
20-АО ударов, что соответствует частоте 20-40 Гц.
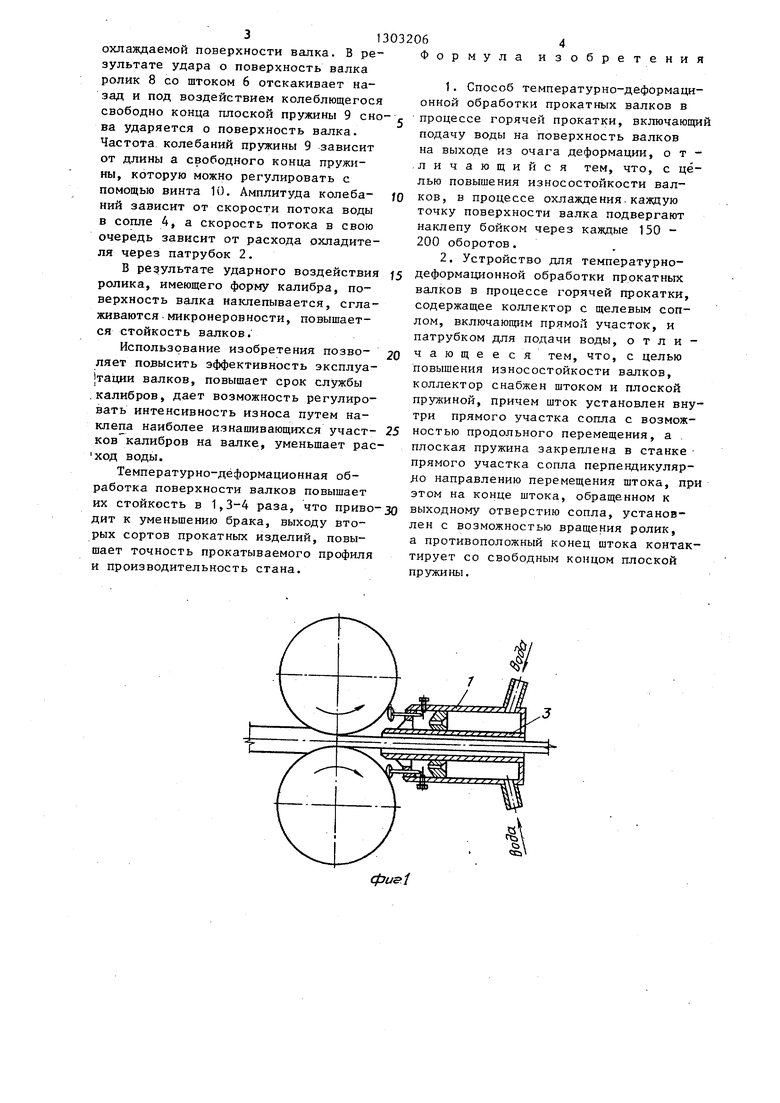
На фиг.1 изображена схема установки устройства соосно с выводной проводкой; на фиг,2 - устройство,общий вид; на фиг.З - разрез А-А на фиг.2.
Устройство (фиг.1 и 2) содержит коллектор 1 с патрубком для подвода
5 0
5
5
0
установлен со стороны выхода проката из валков (фиг.1) соосно с выводной проводкой 3 (фиг.З).В коллекторе, в торцовой части его, обращенной к валкам, выполнено сопло 4 для подачи воды на валки. Сопло 4 имеет прямой участок 5 длиной I для формирования струи охладителя.
В торцовой части коллектора, обращенной к валкам (фиг.2), установлен шток 6 с возможностью возвратно-поступательного продольного перемещения , На конце штока 6, обращенном к валкам (фиг.1 и 2), на оси 7 уста- .новлен с возможностью вращения ролик 8, выполняющий роль бойка, а друх ой конец штока 6 контактирует со свободным концом плоской пружины 9, ко-, торая закреплена перпендикулярно продольной оси прямого участка сопла 4 в стенке корпуса коллектора 1 винтом 10.
Устройство работает следующим образом.
Вода высокого давления 7-15 ати подается через патрубок 2 в коллектор 1. Из коллектора 1 через сопло 4 поток воды, сформированный в прямом
5
ступает на поверхность охлаждаемых валков. Струя воды, проходя с большой скоростью, воздействует на плоскую пружину 9, отклоняя ее свободный конец в сторону валков.. Изогнутый свободный конец плоской пружины 9 воздействует на шток 6, прижимая посредством его ролик 8 к поверхности валка. В процессе изгиба свободног-о конца пружины 9 изменяются гидродинамические характеристики воздействия струи жидкости на плоскую пружину, В результате этог о пружина 9 возвращается в исходное положение и весь про- с цесс начинается сначала. Свободный коне ц плоской пружины 9 приобретает возвратно-колебательное движение, ударяя по торцу штока 6, который в ударном режиме прижимает ролик 8 к
0
охлаждаемой поверхности валка. В результате удара о поверхность валка ролик 8 со штоком 6 отскакивает назад и под воздействием колеблющегося свободно конца плоской пружины 9 сно ва ударяется о поверхность валка. Частота колебаний пружины 9 зависит от длины а свободного конца пружины, которую можно регулировать с помощью винта 10, Амплитуда колеба- НИИ зависит от скорости потока воды в сопле 4, а скорость потока в свою очередь зависит от расхода охладителя через патрубок 2.
В результате ударного воздействия ролика, имеющего форму калибра, поверхность валка наклепывается, сглаживаются микронеровности, повышается стойкость валков.
Использование изобретения позво- ляет повысить эффективность эксплуа- тации валков, повышает срок службы .калибров, дает возможность регулировать интенсивность износа путем наклепа наиболее изнашивающихся участ- ков калибров на валке, уменьшает рас ход воды.
Температурно-дёформационная обработка поверхности валков повышает их стойкость в 1,3-4 раза, что приво дит к уменьшению брака, выходу вторых сортов прокатных изделий, повышает точность прокатываемого профиля и производительность стана.
Формула изобретения
1.Способ температурно-деформаци- онной обработки прокатных валков в процессе горячей прокатки, включающи подачу воды на поверхность валков
на выходе из очага деформации, о личающийся тем, что, с целью повышения износостойкости валков, в процессе охлаждения.каждую точку поверхности валка подвергают наклепу бойком через каждые 150 - 200 оборотов.
2.Устройство для температурно- деформационной обработки прокатных валков в процессе горячей прокатки, содержащее коллектор с щелевым соплом, включающим прямой участок, и патрубком для подачи воды, отличающееся тем, что, с целью повышения износостойкости валков, коллектор снабжен штоком и плоской пружиной, причем шток установлен внутри прямого участка сопла с возможностью продольного перемещения, а плоская пружина закреплена в станке прямого участка сопла перпендикулярно направлению перемещения штока, пр этом на конце штока, обращенном к выходному отверстию сопла, установлен с возможностью вращения ролик,
а противоположный конец штока контактирует со свободным концом плоской пружить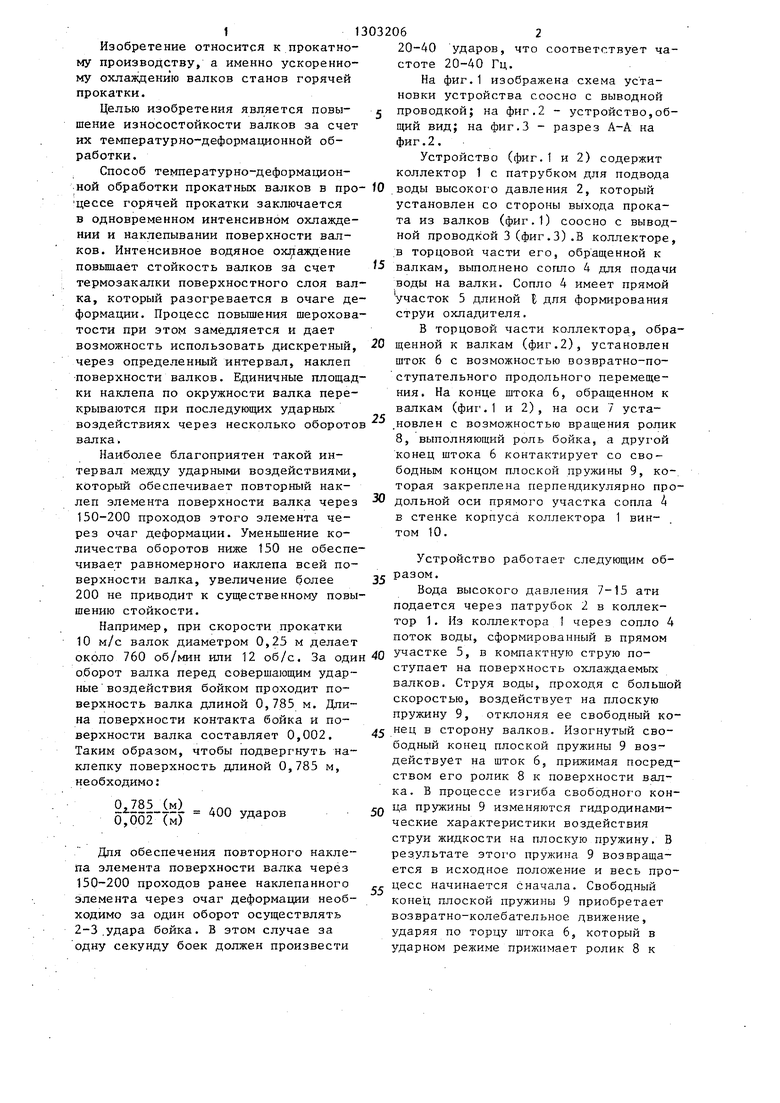
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ упрочнения металлической поверхности | 1990 |
|
SU1793977A3 |
| НЕПРЕРЫВНЫЙ ПРОКАТНЫЙ СТАН | 2009 |
|
RU2381850C1 |
| Устройство для охлаждения калибров валков сортовых станов | 1983 |
|
SU1156753A1 |
| Устройство для охлаждения валков | 1982 |
|
SU1034802A1 |
| СПОСОБ ОХЛАЖДЕНИЯ ПРОКАТНЫХ ВАЛКОВ И УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРОКАТНЫХ ВАЛКОВ | 2010 |
|
RU2446025C2 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 1998 |
|
RU2131311C1 |
| Устройство для охлаждения валков прокатных станов | 1980 |
|
SU908438A1 |
| Способ смазки и охлаждения прокатных валков | 1990 |
|
SU1761322A1 |
| Устройство для охлаждения валков | 1983 |
|
SU1093372A1 |
| Способ прокатки полос | 1989 |
|
SU1688953A1 |
Изобретение относится к области прокатного производства, а именно к ускоренному охлаждению валков станов горячей прокатки.Целью изобретения является повьшение износостойкости валков за счет их температурно-деформационной обработки. В процессе охлаждения каждую точку поверхности валка подвергают наклепу бойком через каждые 150-200 оборотов. Коллектор 1 снабжен штоком 6, установленным внутри прямого участка сопла с возможностью перемещения; в стенке прямого участка сопла перпендикулярно направлению перемещения штока закреплена плоская пружина 9, под воздействием потока охладителя приобретающая воз- вратно-пступательное движение. На конце штока, обращенном к выходному отверстию сппла, установлен с возможностью вращения ролик 8, а противоположный конец штока контактирует со свободным концом плоской пружины, которая сообщает штоку 6 колебательные движения; осуществляются периодические ударные воздействия ролика 8 на поверхность валков, которая таким образом наклепывается, одновременно охлаждаясь, и повьш1ается тем самым стойкость валков. 2 с.п. ф-лы, 3 ил. . S 1(Л СО о со to о о: фи9.2
Редактор Н.Горват
Составитель М.Реутова Техред И.Попович
1243/8
Тираж 481Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений ч открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул,Проектная,4
cpue. S
Корректор Е.Рошко
| Способ охлаждения прокатных валков | 1978 |
|
SU854471A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для охлаждения валков | 1978 |
|
SU749472A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
