Изобретение г)тносится к области микросварки и предназначено для контроля качества соединений, выполненных контактной точечной электросваркой.
Целью изобретения является повышение производительности сварки за счет повышения точности контроля величины зазоров между свариваемыми деталями.
На чертеже представлена блоксхема устройства для автоматического контроля величины зазоров между свариваемыми деталями и управления качеством соединений в процессе точечной сварки.
Устройство содержит датчик 1 перемещений, который преобразует линейное перемещение верхнего электрода сварочной машины в дискретные электрические импульсы, блок 2 измерения, выполненный по схеме счетчика электрических импульсов, блок формирования сигнала касания верхнего электрода с деталью,состоящий из датчика 3, определяющего момент закрытия зазоров между свариваемыми деталями и блока 4 запуска, датчик 5, определяющий момент касания верхнего электрода сварочной машины поверхности детали, блок 6 сравнения измеренной и допускаемой величины зазоров, блок 7 цифровой регистрации измеренной величины зазоров, блок 8 световой и звуковой сигнализации превышения допускаемой величины зазоров, блок 9 управления сварочным током машины.
Устройство работает следующим образом.
При нажатии на педаль сварочной машины срабатывает привод усилия, и верхний электрод начинает двигаться вниз. При этом датчик 1 перемещения преобразует линейное перемещение указанного электрода в дискретные электрические импульсы и подает их на закрытьй первьй вход блока 2 измерения (счетчика импульсов). В момент касания верхним электродом поверхности детали срабатывает датчик 5, которьй через блок 4 запуска открывает первый вход блока 2 измерения, и начинается отсчет дгшьнейшего перемещения верхнего электрода ,(величины заэора). В момент соприкосновения деталей внутренними поверхностями (момент закрытия зазора) срабатывает датчик 3 и подает команду на закрытие первого входа блока 2 измерения (конец отсчета). Одновременно с этим с выхода блока 2 измерения подается сигнал на выход блока 7 для регистрации измеренной величины зазора и вход блока 6, в котором сравнийаются два. сигнала - количество импульсов, соответствующее измеренной и максимально-допускаемой величине зазора, предварительно установленной для сварного узла данной конструкции При превьшейии максимально допускаемой величины зазора с выхода блока 6 сравнения подается команда на вход блока 8 для включения звуковой и световой сигнализации и вход блока 9 управления сварочной машины для автоматического регулирования шш для блокировки включения сварочно тока.
Технико-экономический эффект изобретения состоит в обеспечении контроля величины зазоров между сваривае14ЫМИ деталями, что позволяет уыеньщить на 50% количество дефектных точек, связанных с возникновением выплеска и непровара, и повысить на 60-70% производительность сварки за счет исключения операции сверления и последующей подварки технологических отверстий, необходимой для контроля величины зазоров.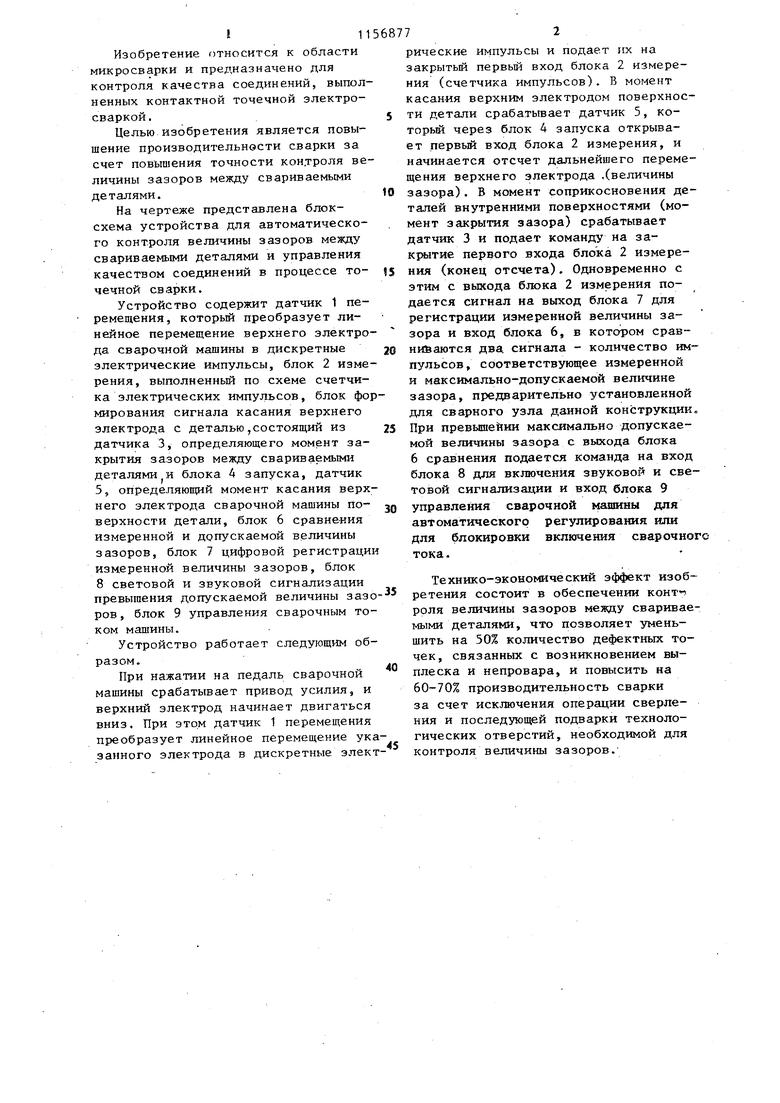
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля величины зазоров между свариваемыми деталями и регулирования процесса контактной точечной сварки | 1988 |
|
SU1646745A1 |
| Устройство для контроля сжатия свариваемых деталей при контактной сварке | 1990 |
|
SU1738551A1 |
| Машина для контактной точечной сварки | 1990 |
|
SU1764893A1 |
| Устройство для автоматического управления режимом точечной контактной электросварки | 1979 |
|
SU872114A1 |
| СПОСОБ ДИАГНОСТИКИ ФОРМООБРАЗОВАНИЯ ПРИ СВАРКЕ И УСТРОЙСТВО ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2127177C1 |
| Способ контроля качества контактной сварки | 1981 |
|
SU986678A1 |
| СПОСОБ ДИАГНОСТИКИ КОНТАКТНОЙ СВАРКИ | 1998 |
|
RU2133179C1 |
| Устройство для контроля качества сварного соединения | 1982 |
|
SU1049216A1 |
| Устройство для контактной микросварки | 1982 |
|
SU1058739A1 |
| Способ определения момента закрытия зазора между свариваемыми деталями | 1988 |
|
SU1666283A1 |
УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ВЕШЧИНЫ ЗАЗОРОВ МЕадУ СВАРИВАЕМЫМИ даТАЛЯМИ ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ, содержащее датчик перемещения верхнего электрода сварочной машины, соединенный с входом блока измерения перемещения верхнего электрода, и блок сравнения, отличающее ся тем, что, с целью повышения производительности за счет повьшения точности контроля величины зазоров между свариваемыми деталями, устройство снабжено блоком формирования сигнала касания электродов, блоком формирования сигнала закрытия зазора и блоком управления сварочным током по величине зазора, причем выход блока формирования сигнала касания верхнего электрода с деталью соединен с первым управляемым входом блока измерения перемещения, выход блока формирования сигнала закрытия зазоров соединен с СО вторьм управляемым входом блока изс мерения перемещения верхнего электрода, а выход блока измерения через блок сравнения - с входом блока управления сварочным током. ел бь эо 
| Орлов Б.Д | |||
| и др | |||
| Контроль точечной и роликовой электросварки | |||
| М., Машиностроение, 1973 с | |||
| Переносное устройство для вырезания круглых отверстий в листах и т.п. работ | 1919 |
|
SU226A1 |
| УСТРОЙСТЮ КОНТРОЛЯ КАЧЕСТВА СВАРНОГО СОЕДИНЕНИЯ | 1979 |
|
SU825291A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
