1
Изобретение относится к электросварочной технике и может быть использовано в машинах контактной сварки, преимущественно при сварке малогабаритных соединений открытого типа с активным контролем качества сварного соединения в процессе сварки по перемещению подвижного электрода.
Известно устройство для активного контроля качества сварного соединения при точечной электросварке по приращению сварочного усилия, связанного с образованием литого ядра. Устройство содержит датчик, усилитель и блоки запоминания, измерения и управления ij.
Однако данное устройство не пригодно для контроля качества сварных соединений, при изготовлении которых возможно появление технически допустимого выплеска. Появление выплеска требует изменения пределов контролируемого параметра, осуществить которое при помощи данного устройства невозможно, так как контроль качества сварки ведется по одному параметру - по усилию сжатия электродов.
Наиболее близким по технической сущности к предлагаемому является
устройство для контроля качества сварнш соединений, с помощью которого в процессе сварки огфеделяется качество соединений по двум из его основных параметров - диаметру ядра сварной точки и по глубине взшимюго проплавления деталей. Такое устройство содержит блок измерения параметров процесса, блок вычисления диаметра сварной точки и блок индикации f2
Однако известное устройство не может быть использсшано при сварке малогабаритных соединений открытого типа, так как контроль качества ведется по ядру сварной точки, которое в открытых соединениях отсутствует.
Цель изобретения - noauuemte точности контролй качества csapfo x соединений.
Поставленная цель достигается тем что блсж вычисления параметров процесса выполнен в виде источника опорного напряжения, узла регулирования опорного напряжения, компаратора и узла определец я перемещения электрода, при этом выход компаратора .подключен к узлу регулирования опорного напряжения, выход последнего подключен к узлу определения перемещения электрода, а узел регулирования опорного напряжения подключен к источнику опорного напряжения.
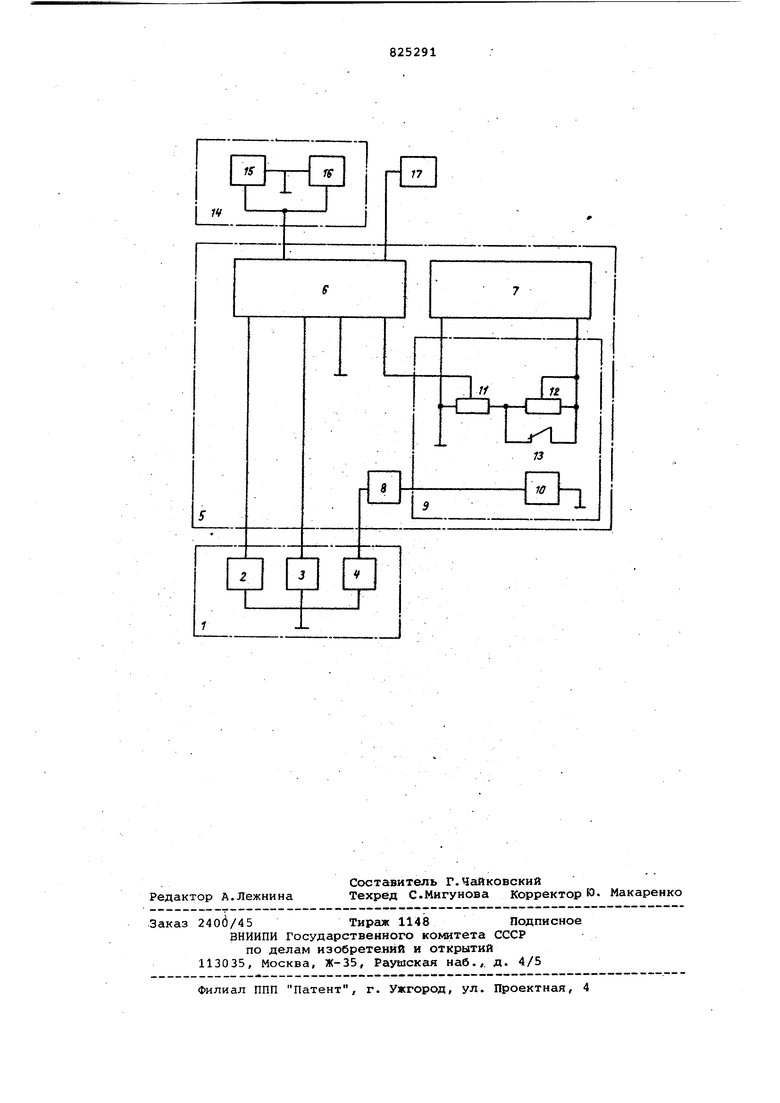
На чертеже представлена функционгшьная схема предлагаемого устройства.
Устройство содержит блок 1 измерений .параметров процесса, состоящий из датчика 2 тока, датчика 3 перемещения подвижного электрода и датчика 4 падения напряжения/ блок 5 вычислений параметров процесса, состоящий из узла б определения перемещения электрода, источника 7 опорного напряжения, компаратора 8 и узла
9регулирования опорного напряжения, содержащего реле 10 времени и двухсекционный потенциометр с секциями 1 и 12, одна из секций 12 котсфого замкнута контактом 13 реле 10 времени; блок 14 индикации г содержащий счетчик 15 годгсых изделий и счетчик 16 процента брака} блок 17 разбраковки.
К входам узла 6 определения подключены выходы датчика 2 тока, датчика 3 перемещения подвижного электрода и узла 9 регулирования опорного напряжения. Вход коштаратора 8 подключен к иаходу датчика 4 падения напряжения, а швход - к входу реле
10времени узла 9 регулирования опорного напряжения. Контакт 13 реле 10 времени замыкает секцию 12 двухсекционного потенцйсидатра. Выход источника 7 опорного напряжения подключен к двухсекционному потенциометру с секциями 11 и 12 уэла 9 регулировани опорного напряжения. К шлходам узла
б определения подключены входы счетчика 15 год{Шх изделий и счетчика 16 процента брака блока 14 индикации и вход блока 17 разбраковки.
Устройство работает следующим образоМо
В исходном состоянии контакт 13 реле 10 времени замкнут, источник 7 опорного напряжения через секцию 11 потенциометра задает напряжение, определякнцее величину заданного перемещения подвижного электрода.
При нормальном безвыплесковом процессе сигнал с выхода датчика 3 пер&л&щения подвижного электрода подается на узел 6 определения и в момент , отсчитываемый с начала щютекания сварочного тока, сравнивается с заданной величиной перемещения,, и, если оно не превышает заданной величины перемещения, сигнал с |ВЫхояа узла 6 определения подается н вход блока 14 индикации, а при изменении заданной величины перемещения сигнал подается на блок 17 разбраковки.
Если в процессе сварки происходит выплеск, сопровождаемый увеличением измеренного напряжения, сигнал с датчика 4 падения напряжения включает реле 10 времени, при этом контакты 13 рела 10 времени размыкаются, подключается секция 12 потенциометра к источнику 7 опорного напряжения, уровень опорного напряжения, снимаемого с секции 11 потенциометра, изменяется. Сравнение перемещения в узле б происходит с иовым уровнем заданной (Величины перемещения.
Предлагаемое устройство изготовлено и применено при стыковой сварке 1 дно-алюминиевых выводов электролитических конденсаторов на типовом сварочном автомате УБ-544. Диаметр сваривае б:зх выводов менее одного миллиметра.
Предлагаемое устройство позволяет обеспечить высокую точность и надежность контроля качества малогабаритных сварных соединений открытого типа. Крсвле того, отход сварных соединений в брак значительно уменьшается .
Формула изобретения
Устройство контроля качества сварного соединения в прсадессе сварки, содержащее блок параметров процесса, соединенный с блоксж их вычисления, к последнему подключе блок индикации качества соединения, о тли ч ающ е ее я тем, что, с целью повышения точности контроля качества сварных соединений, блок вычисления параметров продесса выполнен в виде источника опорного напряжения, узла регулирования опорного напряжения, кс 1паратора и узла отфеделения перемещения электрода, при этом выход компаратора подключен к узлу регулирования опорного напряжения, выход последнего подключен к узлу определения перемещения электрода, а узел регулирования опорного напряжения подключен к источнику опорного напряжения.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 515612, кл. В 23 К 11/24, 30.03.73.
2.Авторское свидетельство СССР №478701, кл. В 23 к 11/24, 22.03.74.
Г
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля качества контактной точечной сварки | 1976 |
|
SU550253A1 |
| Способ и устройство для выполнения межэлементных соединений свинцово-кислотных аккумуляторных батарей | 2020 |
|
RU2747154C1 |
| Устройство для контроля качества точечной контактной сварки | 1975 |
|
SU768581A1 |
| Способ управления процессом контактной сварки и устройство для его осуществления | 1981 |
|
SU965669A1 |
| Автоматический регулятор для контактной конденсаторной сварки | 1986 |
|
SU1382622A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2490103C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПРОЦЕССА | 1970 |
|
SU265320A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНОГО ГАЗА | 1992 |
|
RU2047436C1 |
| Способ автоматического управления процессом контактной сварки и устройство для его осуществления | 1990 |
|
SU1743765A1 |
| Способ управления процессом контактной точечной сварки и устройство для его осуществления | 1986 |
|
SU1362591A1 |