Изобретение относится к области автоматизации технологических процессов и может быть использовано для механизации и автоматизации процессов сборки неплоских и легкосцепляемых деталей.
Известно устройство для соединения деталей, содержащее основание, на опорах которого установлена вибрационная платформа со сменной кассетой, причем платформа имеет возможность вращения 1.
Однако данное устройство не обеспечивает точности выведения собираемой или ориентируемой детали (стержня) на гнездо. Это обусловлено тем, что направления перемещения и качания взаимно перпендикулярны, а основание ходовой канавки и зона около гнезда выполнены плоскими и в момент наклона кассеты деталь из устойчивого положения переводится (перекатывается) и может занять любое положение, что увеличивает число незапавших гнезд, создает наличие пропусков, удлиняет время набора деталей, делает обязательным визуальный контроль. Для деталей типа тонкостенной втулки с выступами упомянутый недостаток при подведении вакуума не устраняется, а усиливается. Тонкостенная втулка может быть притянута к гнезду той частью, где есть поверхность, т.е. неправильно, и наоборот, при правильном положении тонкостенной детали относительно гнезда засасывание и удержание практически отсутствуют.
Кроме того, конструкция данного устройства не позволяет производить передачу полых тонкостенных нежестких втулок на штыревую кассету.
Наиболее близким к изобретению по технической сущности является устройство для загрузки в штыревую кассету деталей, содержащее установленный на вибрационной платформе наклонный разъемный лоток с гнездами для деталей 2.
Однако известное устройство малопроизводительно и не обеспечивает точной загрузки деталей на штыри кассеты.
Цель изобретения - повышение производительности в работе и точности загрузки деталей.
Цель достигается тем, что в устройстве для загрузки в штыревую кассету деталей преимущественно тонкостенных разрезных цилиндрических держателей электросоединителей, содержащем установленный на вибрационной платформе наклонный разъемный лоток с гнездами для деталей, линия разъема наклонного лотка расположена по оси размещения гнезд для деталей, а вибрационная платформа снабжена упором, установленным с возможностью взаимодействия со штыревой кассетой, причем на поверхности дна лотка выполнены V-образные ручьи, сообщающиеся с гнездами для деталей.
На фиг. 1 схематически изображено устройство; на фиг. 2 - вид А на фиг. 1; на
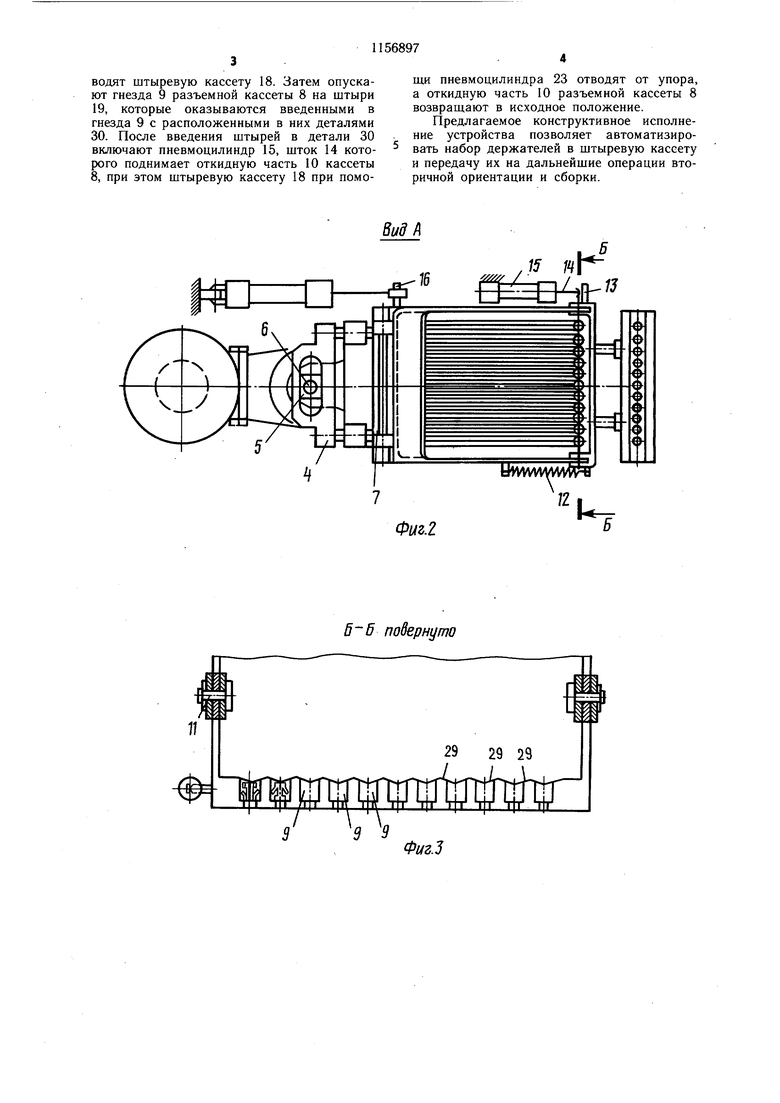
фиг. 3 :- разрез Б-Б на фиг. 2; на фиг. 4 - положение держателя в резъемной кассете после западания его в гнездо; на фиг. 5 - то же, при введенных штырях, на фиг. 6 -
положение откидной части разъемной кассеты перед отводом штыревой кассеты.
Устройство содержит эксцентриковый вибратор 1, платформу 2 вибрационную, установленную на колонках 3, которые с помощью планки 4 входят в зацепление с камнем
5, установленным на эксцентриковый вал 6, На вибрационной платформе 2 с возможностью качания на оси 7 установлена разъемная кассета 8, днище .которой представляет собой наклонный многоручьевой лоток с гнездами 9, число которь1х соответствует числу ручьев лотка. Откидная часть 10 разъемной кассеты 8 установлена на осях 11, а линия разъема проходит по гнездам 9. Откидная часть 10 пружиной 12, а с противоположной стороны снабжена упором 13, контактирующим со штоком 14 пневмоцилиндра 15. Разъемная кассета 8, установленная с возможностью качания на оси 7, посредством оси 16 связана со щтоком пневмоцилиндра 17. Под разъемной кассетой 8 установлена штыревая кассета 18 со
5 штырями 19, размещенными в корпусе 20, установленном с возможностью перемещения по колонкам 21. Корпус 20 поджат к штоку 22 пневмоцилиндра 23 пружиной 24. Вал 6 через шкив 25, клиновой ремень 26 и шкив 27 связан с электродвигателем 28. Дно разъемной кассеты 8 выполнено с призматическими пазами 29, проходящими через оси гнезд 9, что способствует выведению деталей 30 на гнезда 9. На вибрационной платформе 2 установлен упор 31.
Устройство работает следующим обра зом.
В исходном положении днище разъемной кассеты 8, выполненное в виде многоручьевого лотка с гнездами 9, имеет угол наклона 1-3° в сторону гнезд, а промежуточная щты0 ревая кассета 18 отведена в крайнее правое положение.
Детали 30 засыпают на стартовую площадку разъемной кассеты 8 и включают электродвигатель 28. В результате вибрации разъемной кассеты 8 детали 30 по наклонным призматическим пазам 29 продвигаются к гнездам 9, в которые и западают. После выдержки времени, достаточного для прохождения деталей 30 по призматическим пазам 29 и западания этих деталей в гнезда 9, отключают электродвигатель 28, тем
самым прекращая вибрацию разъемной кассеты 8. Затем срабатывает пневмоцилиндр 17 и разъемная кассета 8 поворачивается вокруг оси 7 на угол, достаточный для скатывания деталей, которые не запали в гнезда 9, на стартовую площадку разъемной кассеты 8. После введения штырей в детали, подъема той части разъемной кассеты 8, в которой выполнены гнезда 9, под нее подводят штыревую кассету 18. Затем опускают гнезда 9 разъемной кассеты 8 на штыри 19, которые оказываются введенными в гнезда 9 с расположенными в них деталями 30. После введения штырей в детали 30 включают пневмоцилиндр 15, шток 14 которого поднимает откидную часть 10 кассеты 8, при этом штыревую кассету 18 при помоШ.И пневмоцилиндра 23 отводят от упора, а откидную часть 10 разъемной кассеты 8 возвращают в исходное положение.
Предлагаемое конструктивное исполнение устройства позволяет автоматизировать набор держателей в штыревую кассету и передачу их на дальнейшие операции вторичной ориентации и сборки.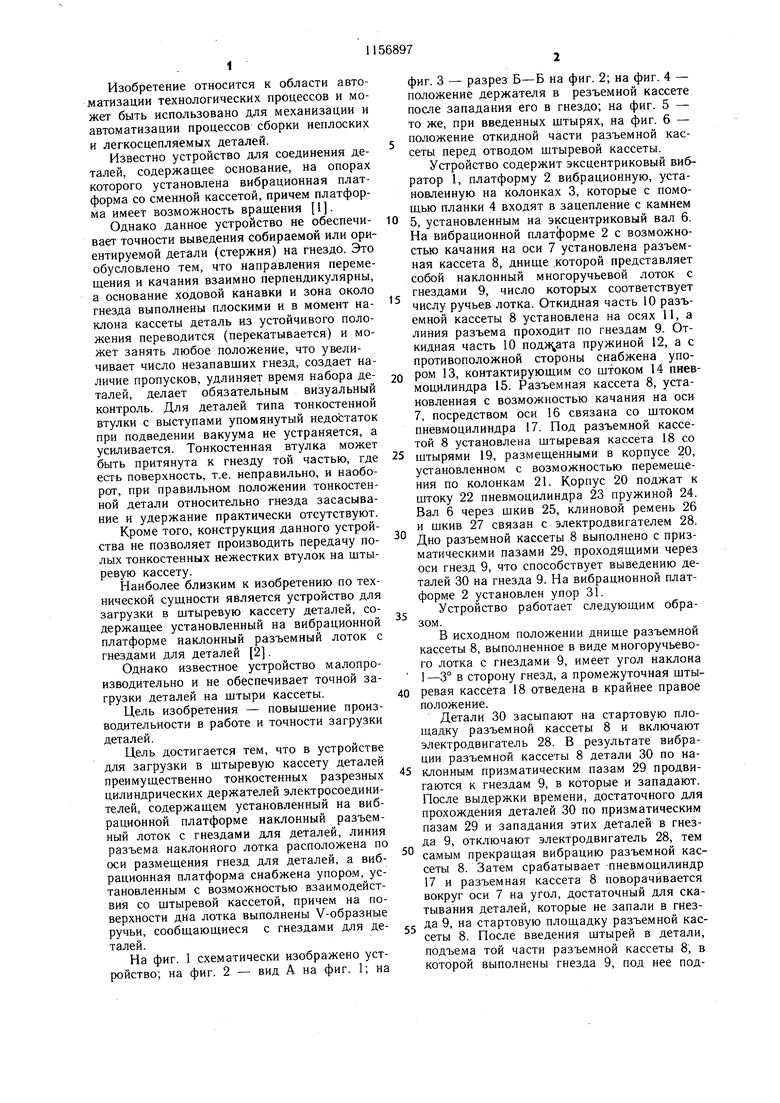
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ХИМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 1973 |
|
SU393783A1 |
| Устройство для групповой ориентированной загрузки деталей в кассету | 1988 |
|
SU1653202A1 |
| Загрузочное устройство | 1975 |
|
SU553085A1 |
| Устройство для ориентации и загрузки контактов в гнезде колодки соединителя | 1978 |
|
SU748601A1 |
| Автоматизированная сборочная линия | 1985 |
|
SU1306691A1 |
| Загрузочное устройство | 1983 |
|
SU1119821A1 |
| Загрузочно-разгрузочное устройство | 1985 |
|
SU1283043A1 |
| Устройство для поштучной выдачидЕТАлЕй | 1979 |
|
SU812524A1 |
| Загрузочное устройство | 1990 |
|
SU1756105A1 |
| Загрузочное устройство для поштучной выдачи деталей | 1983 |
|
SU1131126A1 |
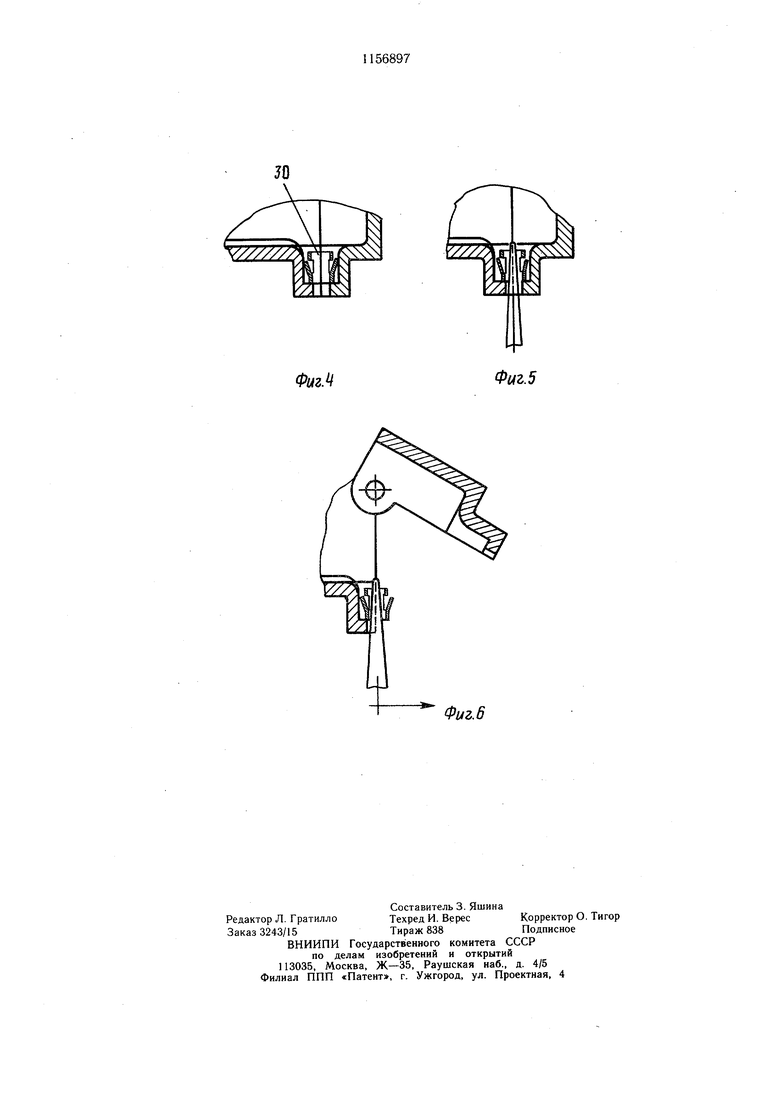
1. УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ В ШТЫРЕВУЮ КАССЕТУ ДЕТАЛЕЙ преимущественно тонкостенных разрезных цилиндрических держателей электросоединителей, содержащее установленный на вибрационной платформе наклонный разъемный лоток с гнездами для деталей, отличающееся тем, что, с целью повышения производительности в работе и точности загрузки деталей, линия разъема наклонного лотка расположена по оси размещения гнезд для деталей, а вибрационная платформа снабжена упором, установленным с возможностью взаимодействия со щтыревой кассетой. 2. Устройство по п. 1, отличающееся тем, что на поверхности дна лотка выполнены V-образные ручьи, сообщающиеся с гнездами для деталей. сд Од 00 ;о 
повернуто If МУ/ / Фиг.2 wh
