cf.4П{юкап
Li
сл
Ю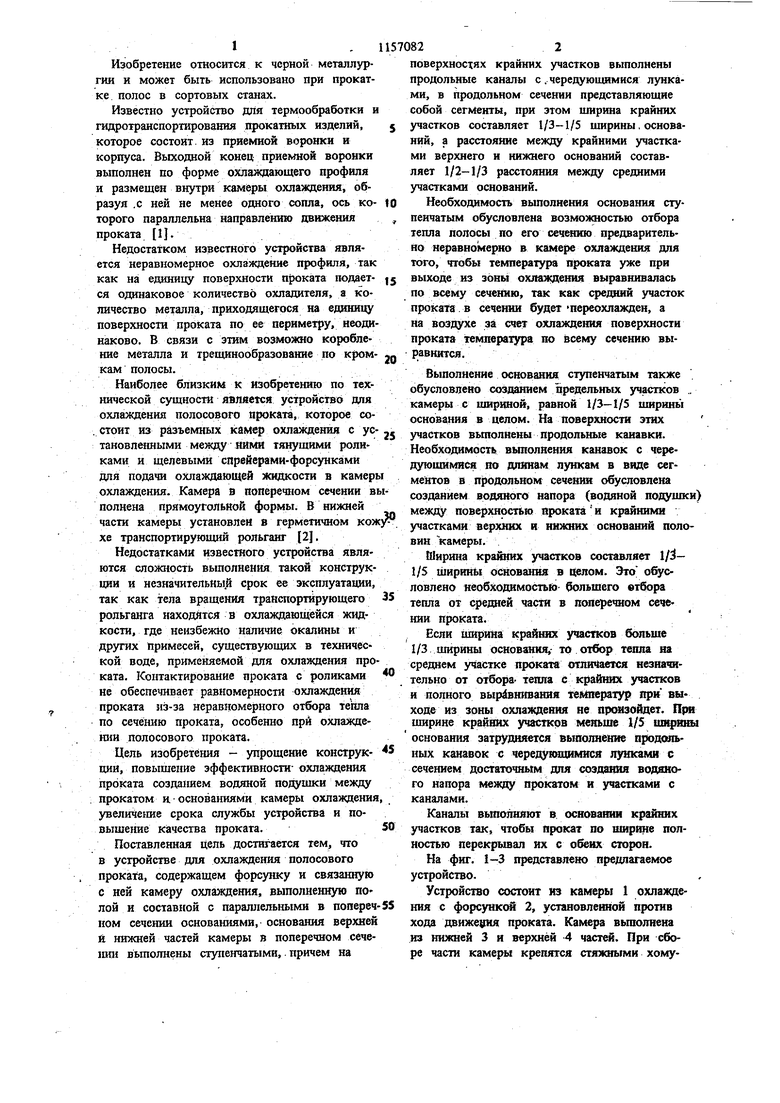
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства особо тонких горячекатаных полос на широкополосном стане литейно-прокатного комплекса | 2018 |
|
RU2679159C1 |
| Устройство для охлаждения проката | 1982 |
|
SU1065057A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРЕДВАРИТЕЛЬНО УПРУГО-НАПРЯЖЕННОГО ПОЛОСОВОГО ПРОКАТА ДЛЯ ПРОИЗВОДСТВА ОБЛЕГЧЕННЫХ ГНУТЫХ КОНСТРУКЦИОННЫХ ПРОФИЛЕЙ | 1999 |
|
RU2162756C2 |
| Устройство для охлаждения мелкосортного проката | 1978 |
|
SU738712A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ГОРЯЧЕКАТАНОГО ЛИСТА И ПОЛОСЫ | 2007 |
|
RU2344893C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОЙ ПОЛОСОВОЙ СТАЛИ | 2004 |
|
RU2268792C1 |
| Устройство для подачи прокатываемого листа в клеть | 1990 |
|
SU1784296A1 |
| Устройство для регулируемого охлаждения проката | 2022 |
|
RU2783436C1 |
| Устройство для охлаждения горячекатаных полос | 1991 |
|
SU1765197A1 |
| Система калибров для прокатки угловых профилей | 1981 |
|
SU1041181A1 |
Фиг,1
и
Изобретение относится к черной металлургии и может быть использовано при прокатке, полос в сортовых станах.
Известно устройство для термообработки и гвдротракспортирования прокатных изделий, которое состоит, из приемной воронки и корпуса. Выходной конец приемной воронки выполнен по форме охлаждающего профиля и размещен внутри камеры охлаждения, образуя .с ней не менее одного сопла, ось которого параллельна направлению движения
проката 1.
Недостатком известного устройства является неравномерное охлаждение профиля, так как на единицу поверхности проката подается одинаковое количество охладителя, а количество металла, приходящегося на единицу поверхности проката по ее веримегру, неодинаково. В связи с этим возможно коробление металла и трещинообразование по кремкам полосы.
Наиболее близким к изобретению по технической сущности является устройство для охлаждения полосового проката, которое состоит из разъемных камер охлаждения с установлишыми между ними тянущими роликами и щелевыми спрейерами-форсунками для подачи охлаждающей жидкости в камеры охлаждения. Камера в поперечном сечении выполнена прямоугольной формы. В нижней части камеры установлен в герметичном кож хе транспортирующий рольганг 2.
Недостатками извесгного устройства являются сложность выполнения такой конструкiQiH и незначительный срок ее эксплуатации, так как тела вращения транспортирующего рольганга находятся в охлаждающейся жидкости, где неизбежно наличие окалины и других примесей, существующих в технической воде, применяемой дан охлаждения проката. Котгактирование проката с роликами не обеспечивает равномерности охлаждения проката из-за неравномерного отбора те1Яла по сечению проката, особенно при охлаждении полосового проката.
Цель изобретения - упрощение конс1рукции, повыщение эффективности- охлаждения проката созданием водяной подушки между прокатом н основаниями камеры охлаждения увелиЧе1ше срока службы устройства и повыщение качества проката.
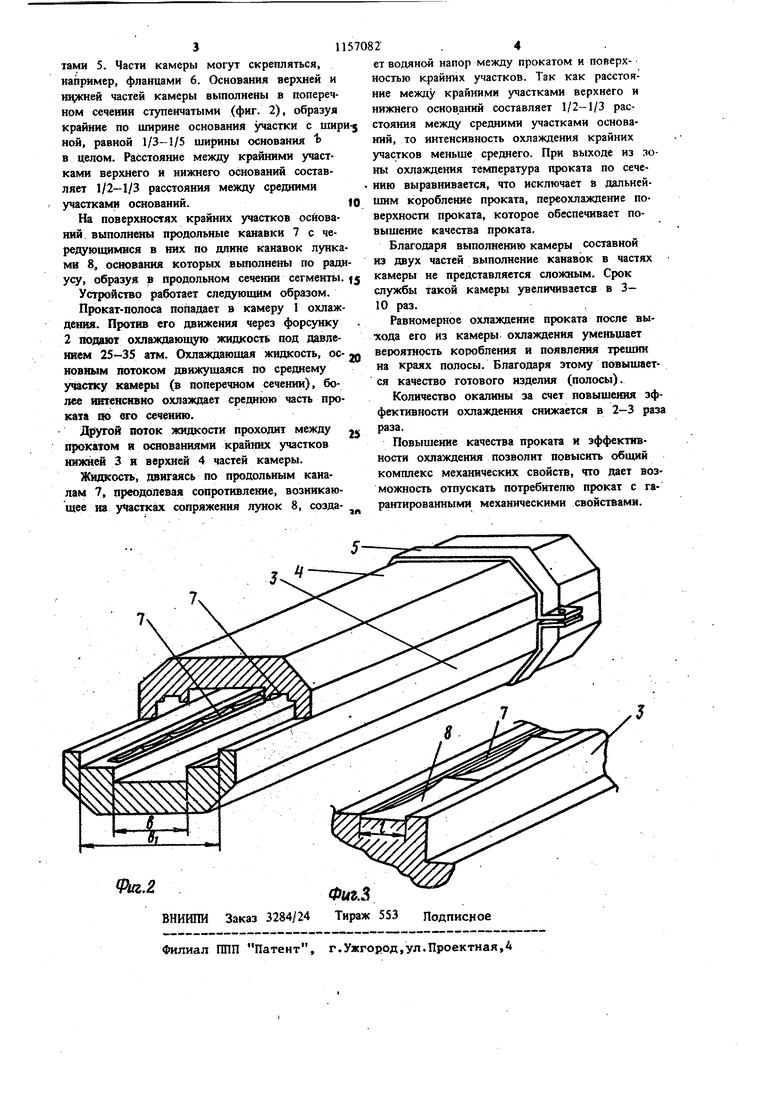
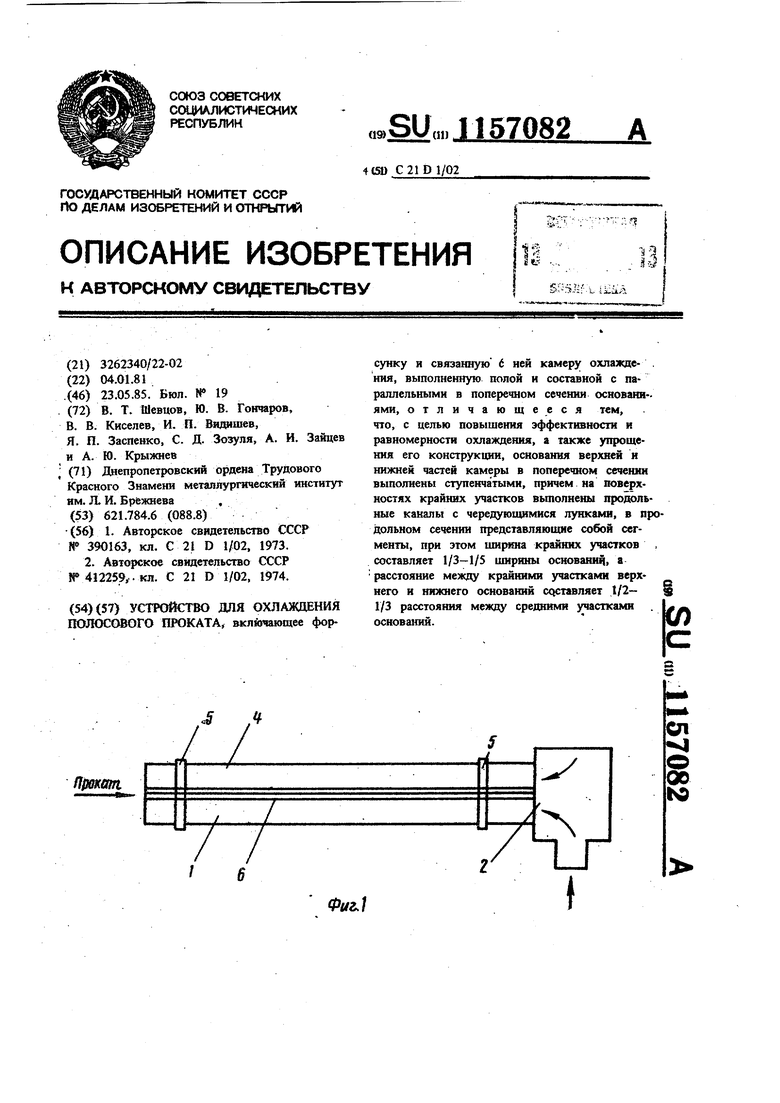
Поставленная цель достигается тем, что в устройстве для охлаждения полосового проката, содержащем форсунку и связанную с ней камеру охлаждения, выполненную полой и составной с параллельными в поперечном сечеьши основаниями, основания верхней и нижней частей камеры в поперечном сече1ПШ выполнены ступенчатыми, причем на
поверхностях крайних участков выполнены продольные каналы с .чередующимися лунками, в продольном сечении представляющие собой сегменты, при этом ширина крайних участков составляет 1/3-1/5 ширины, оснований, а расстояние между крайиими участками верхнего и нижнего оснований составляет 1/2-1/3 расстояния между средиими участками оснований.
Необходимость выполнения основания ступенчатым обусловлена возможностью отбора тепла полосы по его сечению предварительно неравномерно в камере охлаждения для того, чтобы температура проката уже при выходе из зонь охлаждения выравнивалась по всему сечеНию, так как средшш участок проката в сечении будет переохлажден, а на возодгхе за счет охлаждения поверхности проката температура по всему сечению выравнится.
Выполнение основания ступенчатым также обусловлено созданием 11редельнь(х участков камеры с шириной, равной 1/3-1/5 ширинь основания в целом. На поверхности этих участков вьшолнены продольные канавки. Необходимость выполнения канавок с чередующимися по длинам лункам в виде сегментов в продольном сеченин обусловлена созданием водяного напора (водяной подушк между поверхностью проката и крайними участками верхних н нижних оснований половин камеры.
Ширина крайних участков составляет 1/5 ширины основания в целом. Это; обусловлено необходимостью большего отбора тепла от средней части в поперечном сечении проката.
Если Щиршна крайних участков больше 1/3 ширины основания,- то отбор теш1а иа среднем участке проката отли 1ается незначительно от отбора- тепла с крайних у юстков и полного выравнивания 1ЮМператур при выходе из зоны охлаждения не произойдет. Пр ширине крайвих участков меньше 1/5 ширин основания затрудняется выполнение продольных канавок с чередующимися лунками с сеченнем достаточным для создания водяного напора между прокатом и участками с каналами.
Каналы вьшотпшют в основаиин крайних участков так, чтобы прокат по ширине полностью перекрывал их с обеих сторон.
На фиг. 1-3 представлено предлагаемое устройство.
Устройство состоит из камеры 1 охлаждения с форсунке 2, установленной против хода движения проката. Камера вьшолнеиа из нижней 3 и верхней 4 частей. При сборе части камеры крепятся стяжными хому
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО для ТЕРМООБРАБОТКИ И ГИДРОТРАНСПОРТИРОВАНИЯ ПРОКАТНЫХ ИЗДЕЛИ1 | 0 |
|
SU390163A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| 1969 |
|
SU412259A1 | |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
