сл
со
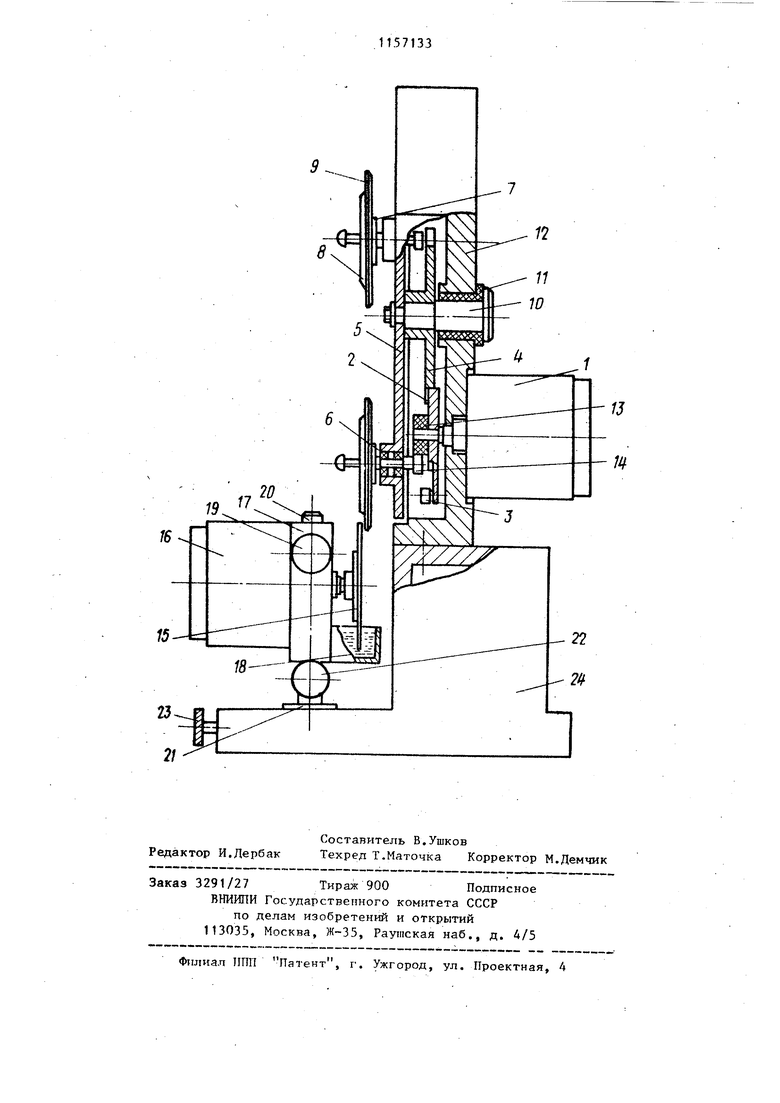
со Изобретение относится к механизации и автоматизации нанесения защитных эмалевых покрытий и может быть использовано для получения тонкослой ного электроизоляционного покрытия. Известно устройство для нанесения шликера на закатной борт изделия, со стоящее из наносящего ролика с резиновым покрытием, погруженного в ванн со шпикером, установленного на коромысле с нагружателем и снабженного приводом. Отклонение размеров изделия по диаметру и высоте компенсируе ся поворотом коромысла. Нагружатель обеспечивает постоянное усилие контак та между роликом и бортом изделия. Передача гапикера изделию осуществляется цилиндрической поверхностью ролика 1 . Недостатком устройства является невозможность нанесения тонкослойных покрытий. Для нанесения,слоя шликера толщиной 20-50 мкм усилие контакта ролика с изделием должно находиться в пределах десятых долей Ньютона. Эти значения соизмеримы с силами тре ния, возникающими на оси подвеса коромысла. Так как при качании корогФ1сла момент трения на оси меняет знак, поддержание усилия контакта на одном уровне затруднено. Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство для«нанесения эмалевого покрытия на плоские изделия, содержащее поворотный диск со шпинделями для установки изделий, привод поворотного диска и шпинделей, ролик из эластичного ма териала, привод ролика и ванночку для шликера И . Недостатком известного устройства является трудность поддержания посто янным усилия контакта между роликом и покрываемой поверхностью из-за соизмеримости с переменной силой тре ния в шарнирной ос;и подвески планшайбы. Непостоянство усилия контакта приводит к разнотолщинности слоя. Изменение усилия контакта влечет за собой изменение толщины слоя эмали, что недопустимо для целого ряда изде лий, например корпуса электродов химических источников тока специального назначения вьтолнены из никелевой фольги толщиной 0,15 мм и представляют собой кольцо с наружным диаметром 80 мм и внутренним 20 мьи Одна сторона кольца полностью или частично покрывается электроизоляционным эмалевым покрытием. Перед нанесением покрытия изделие термообрабатывается, что приводит к его короблению. Жесткий допуск по электрической проницаемости накладывает строгие ограничения на изменение толщины слоя. Отклонение толщины слоя более, чем на 5% от номинальной, в какой-либо точке изделия не допускается. Кроме того, качательное движение планшайбы и форма ролика исключают возможность нанесения покрытия на плоские изделия. Цель изобретения - повышение качества покрытия путем компенсации колебаний усилия контакта ролика с изделием. Поставленная цель достигается тем, что в устройстве для нанесения тонкослойного эмалевого покрытия на плоские изделия, содержащем поворотный диск со шпинделями для установки изделий, привод поворотного диска и шпинделей, ролик из эластичного материала, привод ролика, ванночку для пшикера, ролик выполнен в виде диска с отношением диаметра к толщине в пределах 25-30, а механизм привода ролика установлен на станине с возможностью поворота в вертикальной и горизонтальной плоскостях и перемещения в вертикальной плоскости. Ня чертеже изображено устройство, общий вид. Устройство содержит двигательредуктор 1, на валу которого укреплен поводок 2 с цевкой 3 для привода мальтийского креста 4, жестко соединенного с поворотным диском 5, в подшипниках качения 6 которого установлены гтиндели 7 с магнитными захватами 8 для зажима плоских изделий 9. Вал 10, на котором закреплен мальтийский крест с поворотным диском, установлен в подшипнике 11 скольжения, расположенном в неподвижном корпусе 12. На вал электродвигателя 1 насажен ведупщй фрикционный ролик 13, служащий для передачи вращения П1пинделям 7, оси которых вьтолнены заодно с фрикционными роликами 14, Механизм нанесения состоит из ролика 15, установленного на валу 16 двигателя-редуктора-, который закреплен неподвижно на кронштейне 17. Крон3штейн выполнен заодно с ванночкой 1Н и выставляется винтом 19 на направляющей 20. Направляющая установлена на каретке 21 и крепится винтом 22. Каретка 21 может передвигаться с помощью винта 23. Винт 23 и корпус 11 установлены на станине 24. Система крепления двигателя служит для предварительной настройки на размер изделия и установки необходимого угла скрещивания осей ролика и изделия. Дпя правильной установки ролика привод, на оси которого ролик установлен, имеет возможность поворота в вертикальной, и горизонтальной плоскостях и перемещения по вертикали. Если плоскость ролика будет совпадать с плоскостью изделия, то при подходе изделия на позицию нанесения возможно задирание кромки ролика ост рой боковой поверхностью изделия. Поэтому плоскость ролика перед работой перекашивают на 5-6 по отношению к плоскости изделия. Это осуществляется за счет поворота привода BOKPVT направляющей 20 и оси винта 22. Установка привода по высоте на оси 20 определяет ширину обрабатьшаемой кольцевой поверхности изделия. Устройство работает следующим образом. Изделие устанавливается в захват на позиции загрузки. . Затем поворот ный диск переносит его на позиции намазки. При этом ведзш;ий фрикционньй ролик 3 входит в контакт с роликом 14 и вращает шпиндель с изделием При подходе изделия на позицию нанесения наносящая кромка отклоняет ся от поверхности ролика, чем и обеспечивается необходимое усилие контакта. Б процессе нанесения покрытия кромка ролика колеблется на 1-3 от начального положения, повторяя поверхность изделсия. При этом усилие контакта между роликом и изделием изменяется незначительно. Изделие соприкасается с торцовой поверхностью наносящего ролика, вращающегося в ту же сторону, что и изделие. Шликер захватывается роликом из ванночки и передается на изделие при взаимном проскальзывании поверхностей ролика и изделия. Нанесенная поверхность имеет вид кольца. Ширина этого кольца регулируется предварительной установкой ролика. Цеобходимая толщина покрытия достигается за счет выбора реологических параметров шликера и усилия контакта ролика с изделием. Возможность регулирования усилия контакта и поддержания его значения постоянным обеспечивают высокое качество покрытия за счет равномерного распределения шликера на поверхности изделия. Процесс нанесения покрытия длится 2-3 с. Технологичесг кий цикл работы устройства заканчивается перемещением шпинделя в позицию разгрузки и снятием изделия. Устройство может работать как в полуавтоматическом режиме при ручной загрузке и разгрузке, так и в составе автоматизированной линии. Испытание устройства показало, то оно полностью удовлетворяет поставленным требованиям. Отклонение толщины слоя от номинальной находится в пределах 5% для 95% изделий. то позволило более, чем в два раза . низить брак на операциях нанесения окрытия.
16
П
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для обработки борта эмалируемого изделия | 1989 |
|
SU1708924A1 |
| Устройство для нанесения шликера на борт изделия | 1980 |
|
SU885351A1 |
| Устройство для очистки борта изделий от шликера | 1978 |
|
SU715640A1 |
| Устройство для нанесения эмалевого шликера на внутреннюю поверхность труб | 1975 |
|
SU534521A1 |
| Устройство для нанесения металлосодержащей пасты на торцы плоских заготовок,преимущественно керамических конденсаторов | 1981 |
|
SU991524A1 |
| Автомат карусельного типа для многослойного эмалирования | 1977 |
|
SU717151A1 |
| Эмалировочный полуавтомат | 1991 |
|
SU1799400A3 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ШНУРА-НАПОЛНИТЕЛЯ НА БОРТОВОЕ КОЛЬЦО ШИНЫ И СПОСОБ НАНЕСЕНИЯ ШНУРА-НАПОЛНИТЕЛЯ | 1997 |
|
RU2177879C2 |
| Агрегат для поточного эмалирования труб | 1980 |
|
SU885349A1 |
| Автоматический измеритель рабочих свойств эмалевого шликера | 1988 |
|
SU1642318A1 |
УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ТОНКОСЛСЙНОГО ЭМАЛЕВОГО ПОКРЫТИЯ .НА ПЛОСКИЕ ИЗДЕЛИЯ, содержащее поворотный диск со шпинделями для установки изделий, привод поворотного дис- , ка и шпинделей, ролик из эластичного материала, привод ролика, ванночку для пшикера, отличающееся тем, что, с целью повышения качества покрытияпутем компенсации колебаний усипия контакта ролика с изделием, ролик выполнен в виде диска с отношением диаметра к толщине в пределах 25-30, а механизм привода ролика установлен на станине с воз- --ч можностью поворота в вертикальной и : b горизонтальной плоскостях и перемещения в вертикальной плоскости.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для нанесения шликера на борт изделия | 1980 |
|
SU885351A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Гончаров С.И., Худяк А.К | |||
| Механизация и автоматизация эмалирования | |||
| Новочеркасск, НПИ, 1965, с | |||
| Устройство для усиления микрофонного тока с применением самоиндукции | 1920 |
|
SU42A1 |
| SCc lOSffAfl I -V. | |||
| .:.-.. | |||
| .j«j i-n.-..:.,,3| iJMMiOTKUA f cx-eeecaBchiivr. | |||
