31
работает следующим образом. После установки изделий на захваты 3 включают устройство для очистки борта и устройство «О для нанесения бортовой эмали, полуавтомат осуществляет поворот захватов 3 с фиксацией их через каждые бо. Устройство для снятия эмалевого шликера снимает слой нанесенного эмалевого шликера определенной ширины в соответствии с техническим процессом, после чего устройство для нанесения бортовой эмали на08924
носит на борт требуемую полосу. Между слоем удаляемой эмали и слоем нане.сенной эмали оставляют техноЛогичесс кую полоску шириной 0,5-1 мм, чтобы предупредить при обжиме вскипы, снижающие качество покрытия. Полоску необходимой ширины получают за счет подстройки устройства для очистки бор10 устройства для нанесения эмали и тем самым повышают качество эмалируемых изделий. 7 з.п. ф-лы, 25 ил.




| название | год | авторы | номер документа |
|---|---|---|---|
| Эмалировочный полуавтомат | 1991 |
|
SU1799400A3 |
| Устройство для нанесения шликера на борт изделия | 1980 |
|
SU885351A1 |
| Устройство для нанесения тонкослойного эмалевого покрытия на плоские изделия | 1982 |
|
SU1157133A1 |
| Станок для нанесения бортовой эмали | 1959 |
|
SU129912A1 |
| Поточная линия для производства эмалированных труб | 1981 |
|
SU989900A1 |
| Устройство для очистки борта изделий от шликера | 1978 |
|
SU715640A1 |
| Установка для эмалирования посуды | 1978 |
|
SU775176A1 |
| Устройство для покрытия эмаль пудрой, например, чугунных купальных ванн | 1956 |
|
SU106694A1 |
| Агрегат для поточного эмалирования труб | 1980 |
|
SU885349A1 |
| Устройство для удаления шликера с кольцевых бортов изделий | 1979 |
|
SU789634A1 |






Изобретение относится к механизации автоматизации эмалирования металлических изделий и может быть использова[Но на операциях удаления.ВЮ1;Фиг.}г^00со ic
Изобретение относится к механизации .и автоматизации эмалирования металлических изделий и может быть использовано на операциях удаления покровной и .нанесения бортовой эмали при изготовлении эмалированной кухонной посуды преимущественно большой вместимости,
Целью изобретения является повышение качества эмалируемых изделий путем обеспечения технологической полоски шириной О,5-1,0.мм между наносимым шликером и кромкой удаленного слоя эмали.
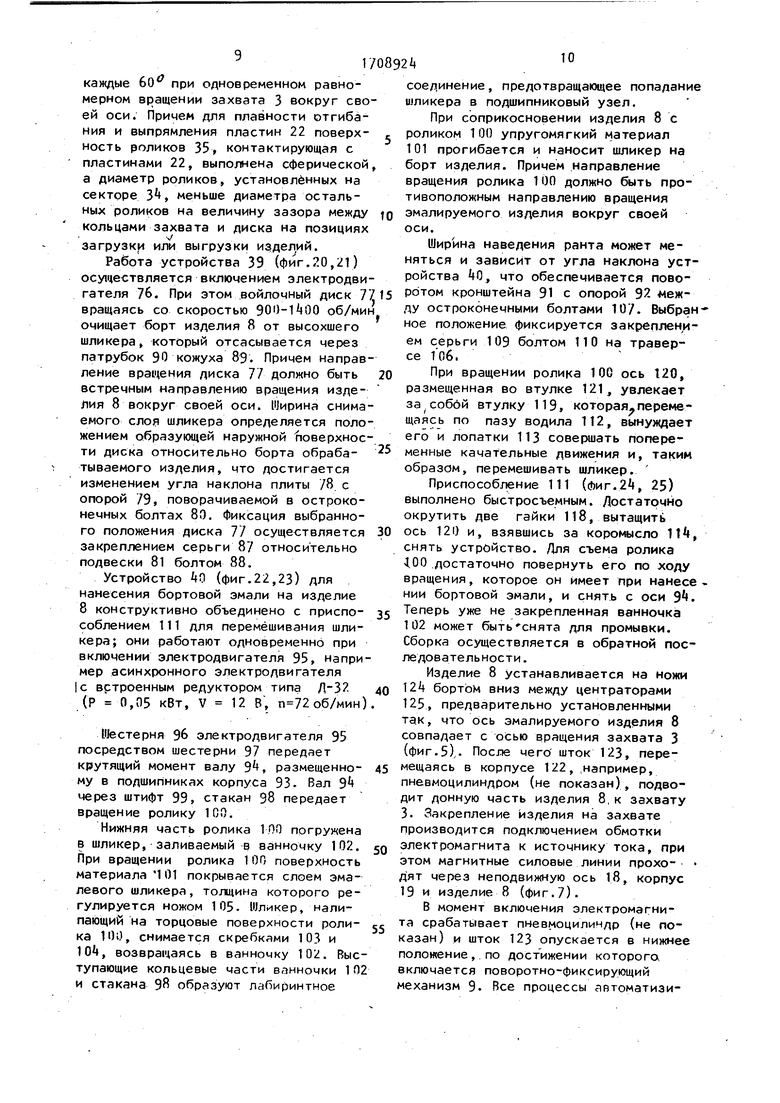
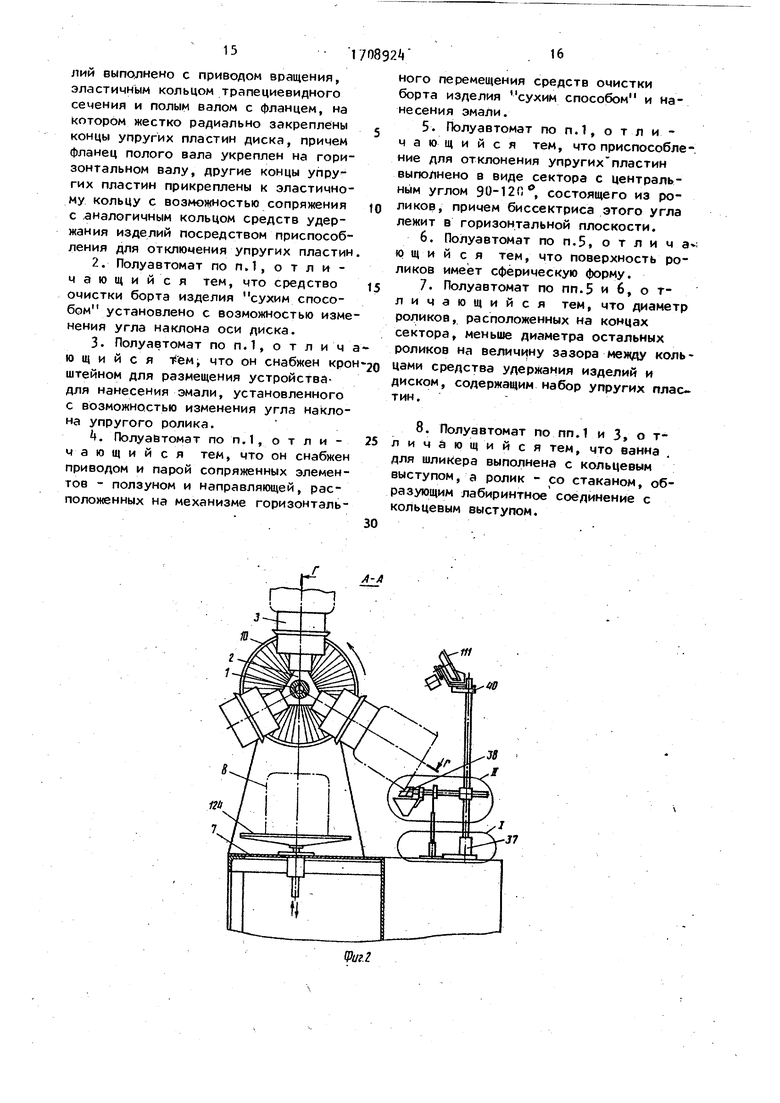
На фиг.1 изображен предлагаемый полуавтомат, вид сверху; на фиг.2 разрез А-А на фиг.1 (расположение эмалируемого изделия и устройства для очистки борта при мокрой окантовке); на фиг.З - то же (расположение захватов при удалении покровной эмали с,борта изделия после сушки); на фиг, - то же (расположение захаатвв при нанесении бортовой эмали на изделие); на фиг.5 - разрез Б-Б на фиг.;: на фиг.6 - вид по стрелке В на фVlг.5 (иоворотно-фиксирующий механизм); на фиг.7 - разрез Г-Г на фиг.2 (устройство для вращения изделий вокруг своей оси); на фиг.8вид по стрелке Д на фиг.7; на фиг.Э - разрез Е-Е на фиг.8; на фиг. 10 -разрез ){-Ж на фиг.7; на фиг. 11 - разрез И-И на фиг.10; на фиг.12 - узел I на фиг.2 (механизм возвратно-поступательного перемещения устройства для обработки борта); на фиг.13 вид по стрелке К на фиг.12,: на фиг.1 - разрез Л-Л на фиг.13; на фиг.15 - узел II на фиг.2 (устройство для очистки борта изделия способом мокрой окантовки);
на фиг.16 - то же (устройство отведено от эмалируемого изделия, оунктиром показано исходное положение механизма возвратно-поступательного перемещения устройств для обработки
5 борта); на фиг.17 - вид по стрелке М на фиг.15; на фиг.18 - вид по стрелке Н на фиг.15; на фиг.19 разрез 0-0 на фиг.15; на фиг.2С - узел III на фиг.З (устройство для очистки борта изделия способом сухой
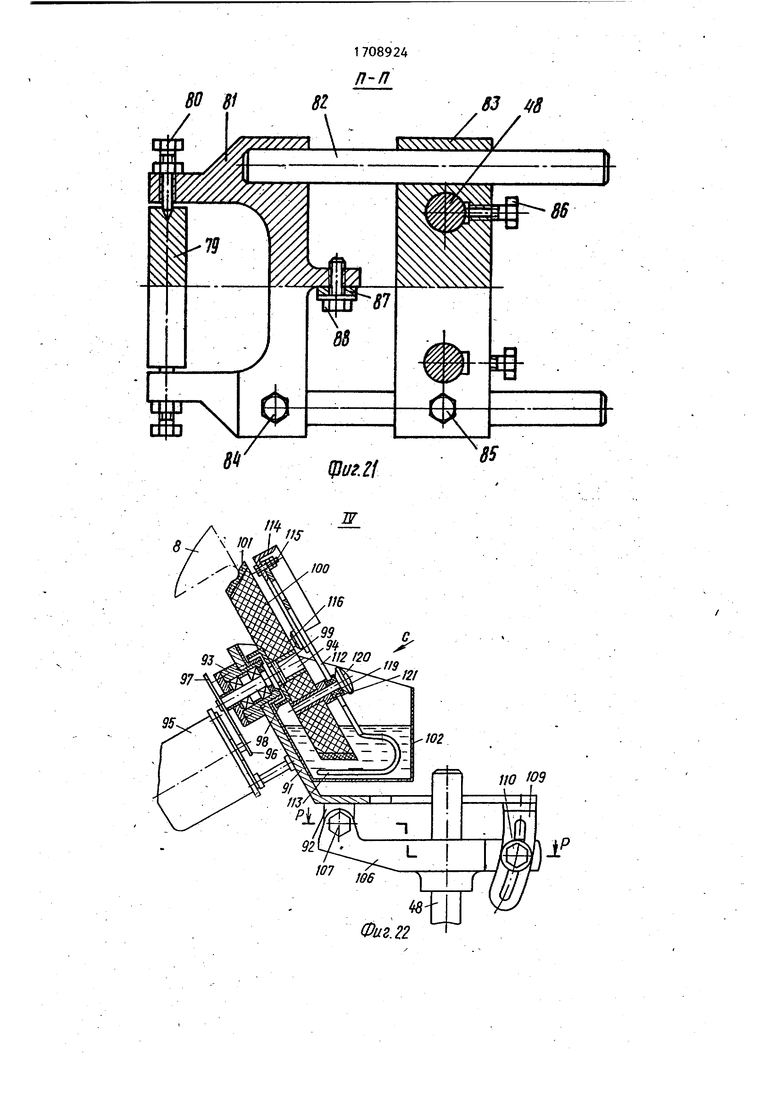
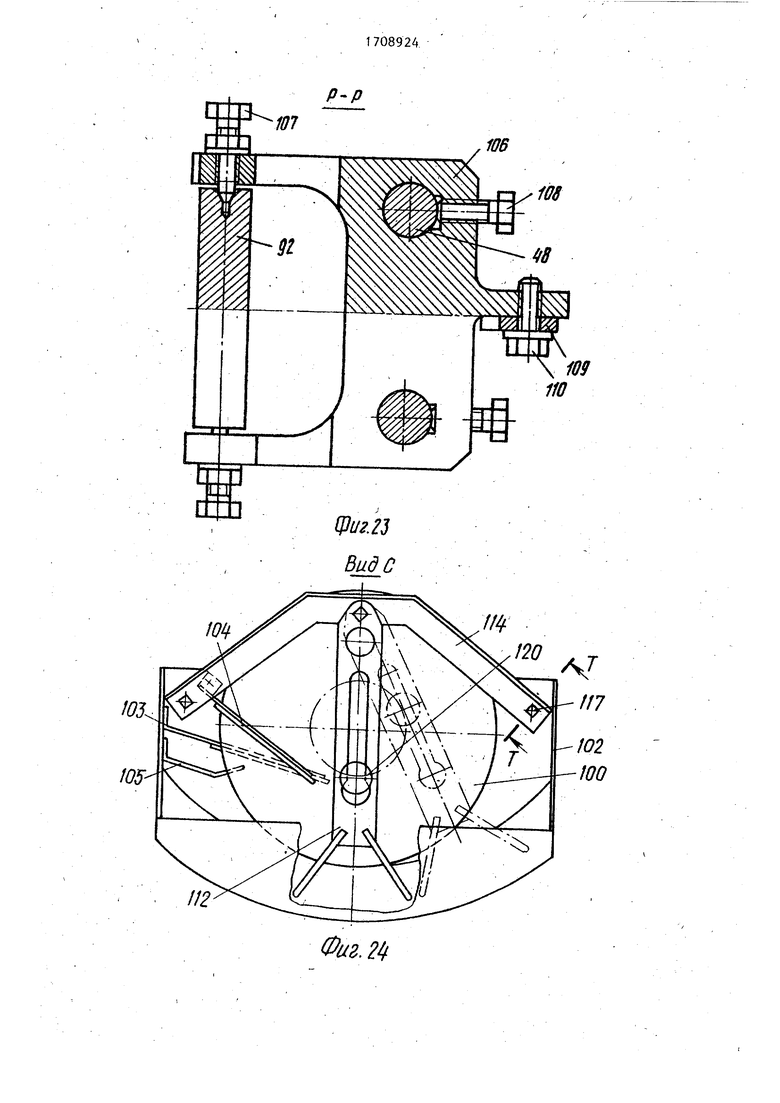
окантовки); на фиг.21 - разрез П-П на фиг.20; на фиг.22 - узел IV на фиг. (устройство для нанесения бортовой эмали на эмалируемое изделие); на фиг.23 - разрез Р-Р на
5 фиг.22; на фиг.2 - вид по стрелке С на фиг.22 (приспособление для nfepeMeшиванйя шликера); на фиг.25 - разрез Т-Т на фиг.20.
Полуавтомат для обработки борта
0 эмалируемого изделия состоит из жестко закрепленного на горизонтальном валу 1 ротора 2 с установленными на нем захватами 3. Концы вала 1 расположены внутри стоек и 3 и закреплены к их верхним пластинам кронштейнами 6 (фиг.1,5), а стойки - на основании 7. Эмалируемое изделие обозначено поз.8 (фиг.2-).
Внутри стойки установлен поворот.
0 но-фиксирующий механизм 9 (фиг.5). Изделие 8 приводится во вращение вокруг своей оси устройством 10 (фиг.1).
Механизм 9 состоит из звездочки 11 неподвижно закрепленной на валу 1, двуплечего рычага 12 с двумя 12 роликами - силовым толкаюи1им 13 и фиксирующим 1. Рычаг установлен на оси 15 и приводится в возвратно- посгупательное движение штоком 1б пневмоцилиндра 17 (фиг.6). .
Захват 3 выполнен в виде магнитного патрона, содержащего неподвижную ось 18 с обмоткой электромагнита и вращаемый относительно этой оси корпус 19. На корпусе установлено эластичное, например резиновое, кольцо 20 трапециевидного сечения, образующая наружной поверхности которого составляет угол «S к оси 18 захвата 3. Кольцо 20 оснащено кольцевым упором 21 (фиг.7).
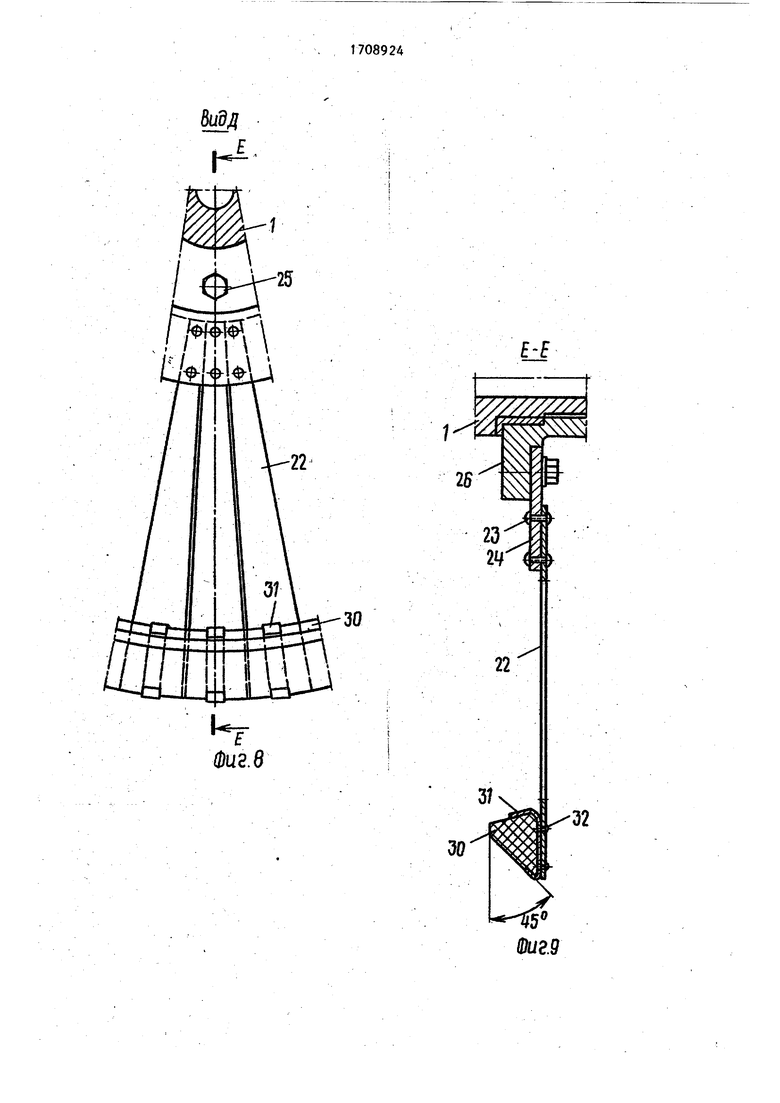
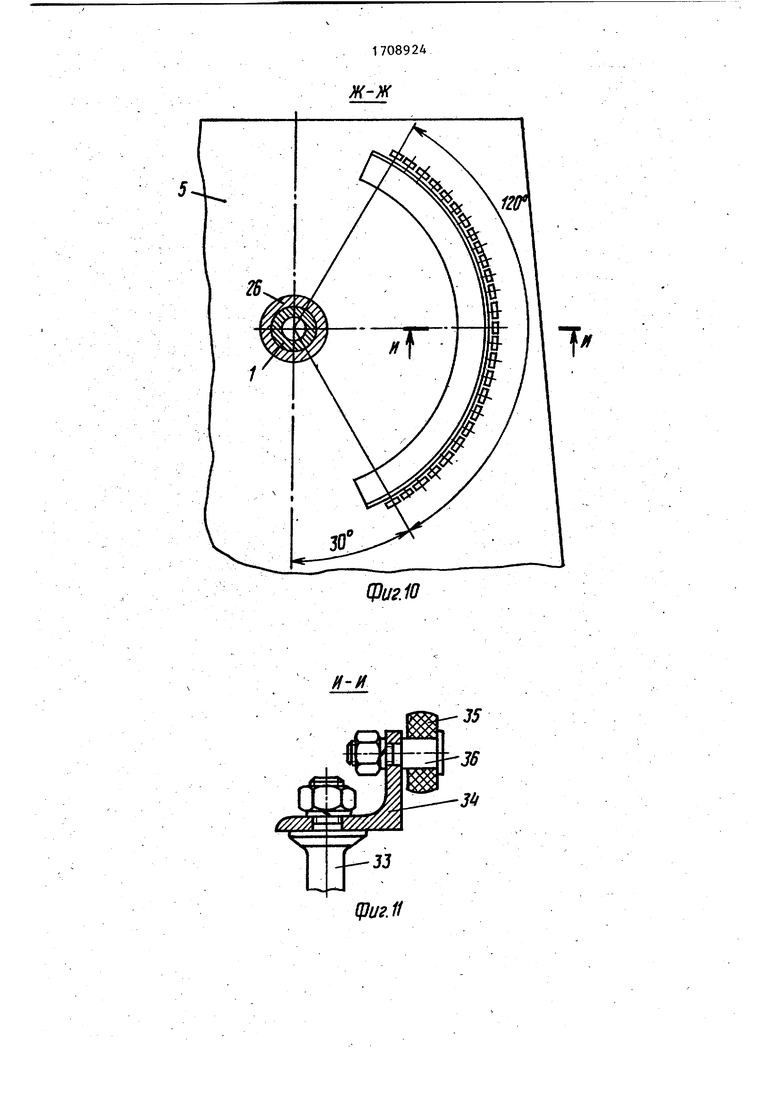
Устройство 10 представляет собой диск, состоящий из набора радиально расположенных упругих, например стальных, пластин 22, один конец которых соединен заклепками 23 с кольцом 2, которое в свою очередь болтами 25 соединено с фланцем полого вала 2б, надетого на конец вала 1, расположенного внутри стойки 5. На конце вала 26 неподвижно установлена звездочка 27, соединенная цепной передачей 28 с электромеханическим приводом 29. Яругой конец упругих пластин 22 соединен с эластичным кольцом 30 трапециевидного сечения посредством скоб 31 Заклепками 32. С целью передачи вращения захватам 3 на стенке стойки 5 установлены опорные стойки 33 с возможностью .регулировки по высоте, на которых закреплен сектор З уголкового профиля с расположенными на нем прижимными роликами 35 на осях 36. Сектор 3 выполнен с центральным углом 90-120°, а биссектриса этого yi- ла лежит ,в горизонтальной плоскости (фиг.7-11).
На основании 7 автомата размещен механизм 37 возвратно-поступательного перемещения устройства обработки борта, на котором установлено устройство 38 для удаления покровной эмали с борта изделия, покрытого мокрым способом, или устройство 39 для удаления покровной эмали с борта ийделия после сушки, а также устройство lO для нанесения бортброй эмали на эмалируемое изделие 8. Причем продольная ось механизма 37 лежит в одной плоскости с собственными осями вращения захватов 3 (фиг.2-).
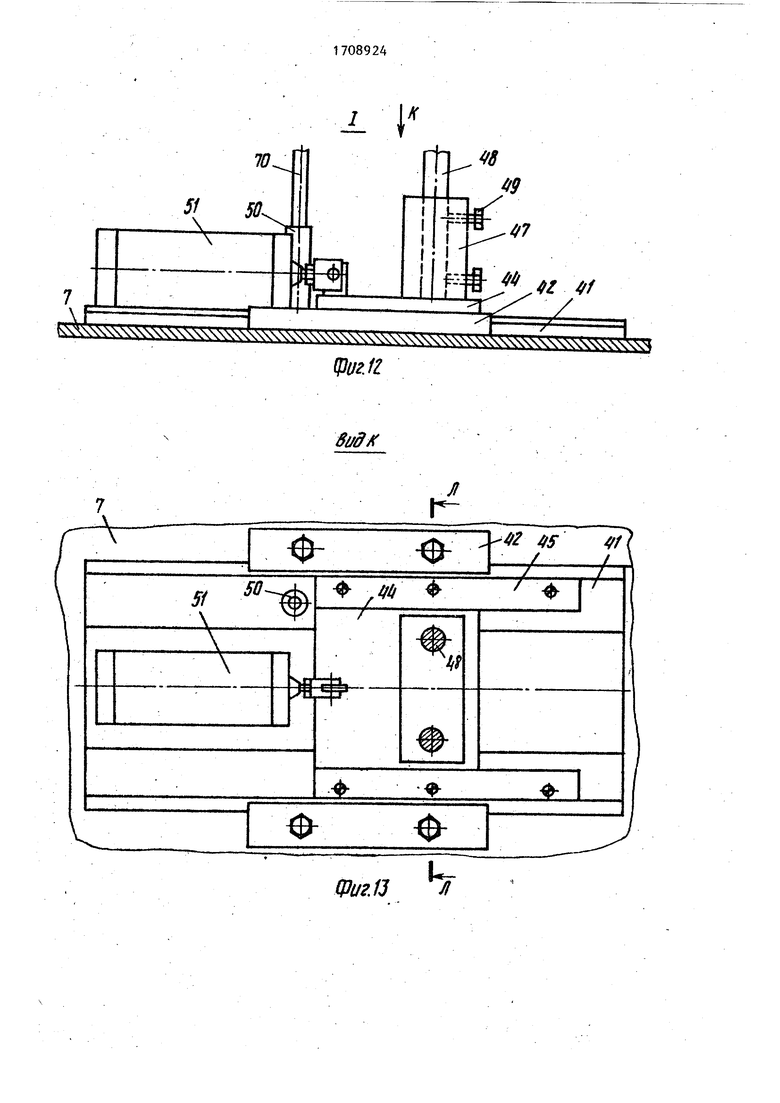
Механизм 37 состоит из направляющей 41, закрепленной к основанию 7 прижимными планками 2 и болтами 3. На направляющей kl установлен ползун t в виде призмы со скосами типа ласточкина хвоста. Скосы прижимаются планками 45 и винтами А6. На верхней части ползуна жестко закреплена опора 7, в которой размещены две вертикальные стойки А8, закрепляемые болтами . На направляющей жестко установлена опора 50. Возвратно-поступательное перемещение ползуна осуществляется пневмоцилиндром 51 (фиг.12-1|Х
Устройство 38 состоит из подвижной траверсы 52, закрепляемой на стойках 48 болтами 53, горизонтально расположенного стержня 54, фиксируемого на траверсе 52 болтом. 55. На конце стержня 54 установлен шликеросниматель 5б, закрепленный на кронштейне 57 Г-образной формы накладкой 58 и винтами 59. Причем кронштейн 57 и торец стержня 54 выполнены соединением 6О шип паз и закреплены винтом 61, Параллельно стержню 54 расположена трубка 62, проходящая через oTBepcVHe в траверсе 52. Трубка 62 оснащена двумя регулируемы).и упорами 63 и 64, а также пружиной 65, расположенной в отверстии траверсы 52. Для возможности.пе-. ремещения трубки 62 вдоль стержня 54 и удержания ее в заданном положении предусмотрен кронштейн 66, в котором трубка 62 зажимается болтом б7. Перемещение кронштейна 66, а следовательно, и трубки 62 ограничивается Г-об- . разным упором 68, закрепленным болтами б9 в стойке 70, которая, в свою очередь, крепится болтами 71 в опоре 50, .жестко установленной на направляющей 41 механизма 37. Под шликероснимателем 56 установлена воронка 72 со сливной трубкой 73. Воронка 72 жестко соединена с кронштейном 74, который подвижно закреплен на стерж1:1е 54 болтом 75 (фиг.15-19).
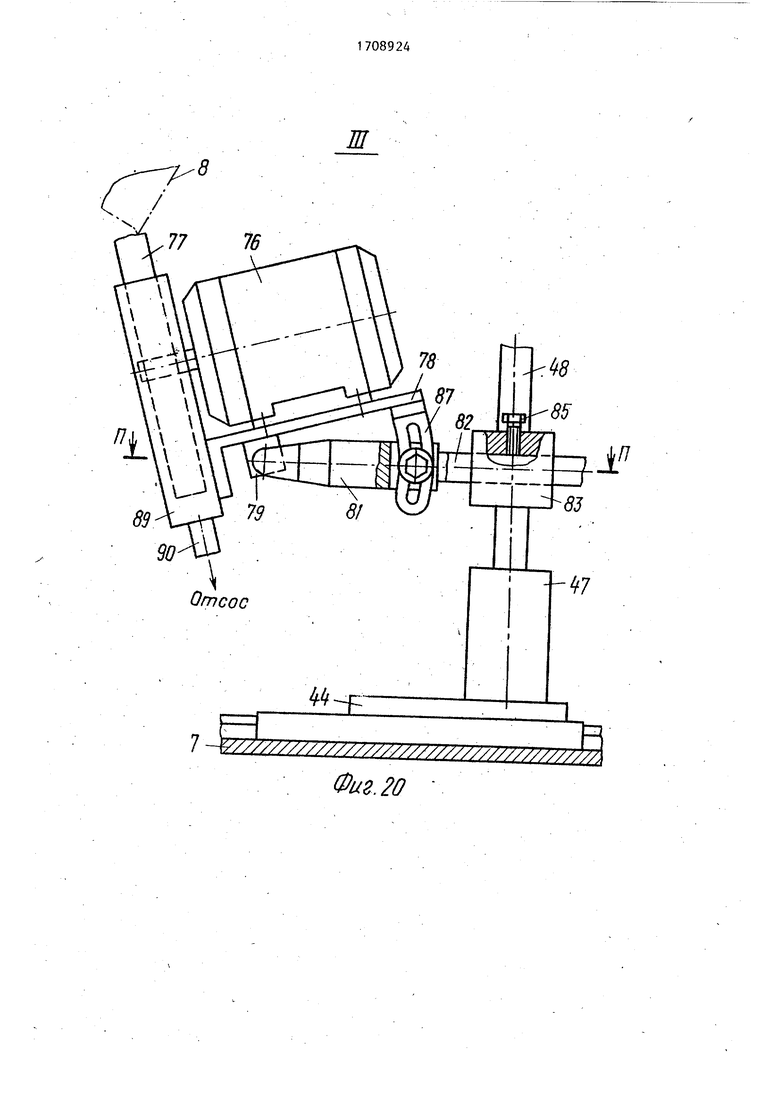
Устройство 39 состоит из электродвигателя 76 с войлочным диском 77, установленным на плите 78 с опорой 79, шарниряо соединенной остроконечными болтами 80 с подвеской 81, которая подвижно соединена с двумя горизонтально расположенными опорными стержнями 82 с траверсой 83. Стержни Я2 крепятся болтами 84 и 85, а траверса 83 крепится к стержням 48 болтами 86. Изменение угла наклона электродвигателя 76 осуществляется с помощью серьги 87, фиксируемой на выступе подвески 81 болтом 88. Войлочный круг 77 оснащен кожухом 89 с патрубком 90, подклоченным к системе отсоса (фиг.20,21). Устройство iO содержит кронштейн 91 с опорой 92, жестко установленный на кронштейне 91 корпус 93, в подшипниках которого размещен вал 9, нижний конец которого соединен с при водом 95 вращения посредством шесте рен 9б и 97, а верхний -.со ст.аканом 98 посредством штифта 99. Стакан 98 жестко соединен с роликом 100, наружная поверхность которого по образующей облицована упругомягким материалом 101., На выступающей части корпуса 93 размещена ванночка 102 для шликера. Торцовые поверхности ролика 100 очищаются эластичными скребками ЮЗ.Ю На ванночке 102 установлен нож 105. На стойка.х 8 с возможностью перемещения вверх-вниз размещена траверса 106, шарнирно соединенная остроко нечными болтами 107 с опорой 92. Тра верса 10б закреплена на стержнях 8 болтами 108. Фиксация выбранного положения угла наклона осуществляется зажатием серьги 109 болтом 110 (фиг.22 и 23). Ванночка 102 снабжена приспособлением 111, выполненным в виде плоског о водила 112с дугообразными лопатками 113, которое шарнирно соединено с коромыслом 11 болтовым соединением 115. Коромысло 11i закреплено на стойках 11б резьбовым соединением 117. Нижняя часть стоек 11б скрепляет боковую стенку ванночки 102 с кронштейном 91 быстросъемйой гайкой 118. В средней части водила 112 выполнен паз, в котором размеще,навтулка 119, соединенная схемной осью 120 с втулкой 121, жестко закрепленной в теле ролика 100 (фиг.2А 5). На основании 7 установлен корпус 122, внутри которого перемещается, вверх-вниз шток 123, в верхней части которого радиально установлены ножи 124 с центраторами 125 и конической чашей 126 для сбора стекающего ра (фиг.5). Вертикальные перемещения штока 123 осуществляются любым известным приводом, например пневматическим, а чаша 126 может быть оснащена системой подво/ta .воды( для смывания шликера и отвода его в шликероотстойник Полуавтомат работает следующим образом. Перед начахюм обработки:борта партии эмалируемых изделий на полуавтомате автономно включаются устройство 10 для вращенияЗахватов 3 вокруг свюей оси, устройство ,39 для очистки борта изделия способом сухой окантовки (если оно используется) и устройство П для нанесения бортовой эмали, а вместе с ним и приспособление 111 для перемешивания шликера. Если изделия обрабатываются способом мокрой окантовки, то вместо устройства 39 устанавливается устройство 38, к которому подается вода. Устройство 10 (фиг.7-11) включается электромеханическим приводом 29. Посредством цепной, передачи 28 через звёздочку 27 вращение передается полому валу 26, диску 2 с закрепленными на нем стальными пластинами 22, на концах которых скобами 31 закреплено эластичное кольцо 30. Направление вращения звездочки 27 должно совпадать с направлением вращения звездочки 11, т.е. против хода ча.совой стрелки. При вращении вала 26 пластины 22 попеременно набегают на ролики 35, установленные на осях Зб сектора 3, и отклоняются от вертикального поло)чени я настолько, чтобы кольцо 30, войдя в зацепление с кольцом 20 захвата 3, передавало ему постоянное вращение вокруг своей оси. Тогда направление вращения захвата будет осуществляться также против хода часовой стрелки. Вращение захватов вокруг своей оси выполняется только в зоне сектора З Причем вращение захвата начинается за Т5 30до его фиксации на позиции снятия покровной эмали с борта изделия. Это необходимо для того, чтобы стабилизировать угловую скорость вращения захвата 3 с эмалируемым изделием 8 вокруг сво.ей оси перед фиксацией его на позиции очистки борта. После того как каждая пластина пройдет по роликам 35 зону сектора 3, она выпрямляется и выводит кольцо 30 из зацепления с кольцом 20 захвата 3| и дальнейшее его вращение вокруг оси обусловлено только силами инерции. Таким образом, в зоне сектора З захват с эмалируемым изделием осуществляет поворот в вертикальной плоскости с фиксацией его через 1 каждые 60 при одновременном равномерном вращении захвата 3 вокруг сво ей оси. Причем для плавности отгибания и выпрямления пластин 22 поверхность роликов 35, контактирующая с пластинами 22, выполнена сферической а диаметр роликов, установленных на секторе 3, меньше диаметра остальных роликов на величину зазора между кольцами захвата и диска на позициях загрузки или выгрузки издег ии. Работа устройства 39 (фиг.20,21) осу1че ;твляется включением электродви гателя 76. При этом войлочный диск 7 вращаясь со скоростью 90i)-lAOO об/ми очищает борт изделия 8 от высохшего шликера, который отсасывается через патрубок 90 кожуха 89. Причем направ ление вращения диска 7/ должно быть встречным направлению вращения изделия 8 вокруг своей оси. Ширина снима емого слоя шликера определяется поло жением образующей наружной поверхнос ти диска относительно борта обрабатываемого изделия, что достигается изменением угла наклона плиты /В с опорой 79, поворачиваемой в остроконечных болтах 80. Фиксация выбранного положения диска 77 осуществляется закреплением серьги 87 относительно подвески 81 болтом 88. Устройство 0 (фиг.22,23) для нанесения бортовой эмали на изделие 8 конструктивно объединено с приспособлением 111 для перемешивания шликера; они работают одновременно при включении электродвигателя 95, напри мер асинхронного электродвигателя |с вртроенным редуктором типа Л-32 (Р 0,П5 кВт, V 12 В, об/мин) Шестерня 96 электродвигателя 95 посредством шестерни 97 передает крутящий момент валу 9, размещенному в подшипниках корпуса 93. Вал 9 через штифт 99, стакан 98 передает вращение ролику 100. Нижняя часть ролика 1.00 погружена в шликер, заливаемый в ванночку 102. При вращении ролика 100 поверхность материала 101 покрывается слоем эмалевого шликера, толщина которого регулируется ножом 105. Шликер, налипающий на торцовые поверхности ролика 100, снимается скребками 103 и 10, возвращаясь в ванночку 102. Выступающие кольцевые части ванночки 102 и стакана 98 образуют лабиринтное i соединение, предотвращающее попадание шликера в подшипниковый узел, При соприкосновении изделия 8 с роликом 100 упругомягкий материал 101 прогибается и наносит шликер на борт изделия. Примем направление вращения ролика 100 должно быть противоположным направлению вращения эмалируемого изделия вокруг своей оси. Ширина наведения ранта может меняться и зависит от угла наклона устройства 0, что обеспечивается повоРотом кронштейна 91 с опорой 92 «ежДУ остроконечными болтами 107. Выбран ное положение фиксируется закреплением серьги 109 болтом 110 на траверсе 10б. При вращении ролика 100 ось 120, размещенная во втулке 121, увлекает за соббй втулку 119, которая.перемещаясь по пазу водила 112, вынуедает его и лопатки 113 совершать попеременные качаТельные движения и, таким образом, перемешивать шликер. Приспособление 111 (фиг.2, 25) выполнено быстросъемным. Лостатрчно окрутить две гайки 118, вытащить ось 120 и, взявшись за коромысло И , снять устройство. Для съема ролика 4.00 достаточно повернуть его по ходу вращения, которое он имеет при нанесении бортовой эмали, и снять с оси 9|. Теперь уже не закрепленная ванночка 102 может бытьснята для промывки. Сборка осуществляется в обратной последовательности . Изделие 8 устанавливается на ножи 2k бортом вниз между центраторами 125, предварительно установленными так, что ось эмалируемого изделия 8 совпадает с осью вращения захвата 3 (фиг.5),. После чего шток 123, перемещаясь в корпусе 122, ,например, пневмоцилиндром (не показан), подводит донную часть изделия 8,к захвату 3. Закрепление изделия на захвате производится подключением обмотки электромагнита к источнику тока, при этом магнитные силовые линии прохо- дят через неподвижную ось 18, корпус 19 и изделие 8 (фиг.7). В момент включения электромагнита срабатывает пневмоцилиндр (не показан) и шток 123 опускается в нижнее положение,.по достижении которого включается поворотно-фиксирующий механизм 9. Все процессы двтоматизированы и управляются датчиками, а пр должительность очистки борта и нанес ния бортовой эмали контролируется устройством выдержки времени (их установка не показана). Пневмоцилиндр втягивает внутрь шток 16 (фиг.6) и при подходе его к крайнему нижнему положению силовой толкающий ролик 13 прижимается рычагом 12 к рабочей поверхности зуба звездочки 11. Давление ролика 13 на поверхность зуба создает крутящий момент относительно звездочки 11, мт приводит во вращение против хода часовой стрелки как саму звездочку, так и жестко соединенные с ней вал 1 с ротором 2 и расположенными на нем захватами 3. При этом фиксирующий ролик И выводится рычагом 12 из впадины между зубьями звездочки. Пос ле достижения штоком 16 крайнего ниж него положения он начинает поступательное движение вверх, фиксирующий ролик вводится в контакт с рабоче поверхностью профиля следующего зуба и осуществляется дальнейший поворот звездочки. По достижении штоком 16 крайнего верхнего положения фиксирующий ролик упирается в угол впадинц зубьев звездочки 11 и система вал-рртор-захваты, повернувшись на угол 60, останавливается и фиксируется. Срабатывает датчик, и пневмоцилиндр 51 механизма 37 возвратно-поступательного перемещения устройств передвигает ползун kk по направляющим il в крайнее левое положение (фиг. 12-1i). При этом вращающийся войлочный диск 77 устройства 39 каса ется бортаобрабатываемого изделия с встречным направлением вращения и очищает его.Работа устройства 39 описана выше. По подаче сигнала устройством выдержки времени срабатывает пневмот цилиндр 51, который отводит ползун Ц и установленные на нем .устройства 39 и 0 в крайнее правое положение. Включается поворотно-фиксирующий механизм 9, который передает обрабатыв емое изделие Я на позицию нанесения бортовой эмали. Одновременно с фикса цией ротора 2 срабатывает пневмоцилиндр 51, механизм 37 перемещает уст ройство iirt (фиг.22,23) на. позицию нанесения бортовой эмали и при встре ном направлении вращении борта изде1. ЛИЯ 8 и ролика 100 осуи ествляется нанесение шликера на борт обраба тываемого изделия. После этого механизм 37 перемещает устройства 39 и АО в крайнее правое положение, механизм. 9 передает изделие 8 на позицию выгрузки, устройство 1 О прекращает передачу крутящего момента захвату 3, а тормозное устройство, например подпружиненная планка (не показана), затормаживает и останавливает вращение захвата 3 вокруг своей оси. Одновременно с фиксацией захвата на позиции выгрузки изделий обмотка электромагнита обесточивается изделие снимается с захвата и передается в печь на обжиг. При обработке изделия 8 способом мокрой окантовки на стойках А8 механизма 37 вместо устройства 39 и траверсы 83 устанавливается устройство 38 на траверсе 52. На опоре 50 устанавливается стойка 70 с упором 68, а к трубке 62 подводится вода (фиг.15-19). Когда устройство 38 находится в крайнем правом положении, то вода, поступающая по трубке б2, смывает шликеросниматель 56, очищая его от прилипшего шликера, который падает в воронку 72 и по сливной трубке 73 поступает в шликероотстойник Положение трубки 62 относительно шликеросни- мателя 56 фиксируется упором б и пружиной 65. После того как изделие S зафиксируется на позиции очистки борта (или подходит к ней), механизм 37 начинает перемещение устройства 38 к крайнему левому положению. Пройдя примерно 2/3 пути, кронштейн 66 доходит до упора 68, который при дальнейшем движе ИИ механизма 37 отводит трубку 62 от шликероенимателя 56, сжимая пружину 65. I Лойдя до крайнего левого положения шликеросниматель 56 касается борта вращающегося изделия 8 и очищает его. Излишки шликера падают в воЭонку 72 и удаляются вместе с водой прступающей по трубке 62. Положение конца трубки 62 при удалении шликера с борта изделия должно быть таким, чтобы вода поступала в воронку 72, не попадая на детали крепления шлнкеронимателя. Положение воронки 72 на стержне 5 определяется закреплением кронште на 7 болтом 75. После удаления шликера с борта из делия механизм 37 перемещает устройс во 38 в крайнее правое положение. При этом пружина 65, воздействуя на упор 63, сохраняет неизменным положе ние трубки 62 относительно упора 68 до тех пор, пока упор б не коснется траверсы 5. В этом положении вода, вытекающая из трубки 62, уже обмывае шликероснииатель 5б. При дальнейшем перемеи4ении устройства 38 кронштейн 66 отходит от упора 68 и движется синхронно со всеми деталями устройс ва. Вода будет очищать шликеросниматель до тех пор, пока кронштейн 66 внобь не коснется упора 68 при перемещении устройства 38 механизмом 37 в крайнее левое положение. Замена шликероснимателя 5б осущес вляется при ослабленной накладке 58 относительно кронштейна 57. Однако при переналадке полуавтомата на обра ботку изделий другого типоразмера ил номенклатуры предусмотрена быстрая замена всего узла шликероснимателя на необходимый, заранее приготовленный и апробированный узел благодаря соединению 60 шип-паз. Предложенный полуавтомат обрабатывает борт изделий, покрытых любым шликерным способом, т.е. осуществляет сухую или мокрую оканто.вку изделий. Полуавтомат позволяет обрабатыват изделия различных геометрических размерови вместимостей, причем переналадка его для обработки борта изделия другого типоразмера или при изменении способа окантовки занимает несколько минут. При обработке борта изделия способом сухой окантовки устройство для нанесения шликера на борт изделия позволяет обеспечить необходимую технологическую полоску заданного размера между кромкой очищенного внутреннего «слоя сухой покровной эмали и наносимым на борт изделия шликером, что повышает качество эмалируемых изделий. Использование в автомате устройства для вращения изделий вокруг своей оси и поворотно-фиксирующего механизма с пневмоприводом обеспечивает пербдачу эмалируемого изделия на последующую позицию обработки борта в течение 0,7 с, с точностью фиксации захвата 0,05 мм, что обеспечивэ ет высокую производительность полуавтомата и качественное наведение ранта Кроме установки и съема изделий все операции выполняются автоматически, в том числе удаление излишков шликера при обрезке борта, очистка шликероснимателя, перемешивание шликера в ванночке и отсос пыли при сухой окантовке борта, что улучшает условия труда. . Конструкция -устройства для нанесения бортовой эмали обеспечивает быстрый съем или установку ролика и аанночки для шликера, что улучшает удобство в эксплуатации. Формула изобретения 1. Полуавтомат для обработки борта эмалируемого изделия с формой тел . вращенияJ содержащий средство очистки борта сухим способом с диском снятия эмали, средство удержания изделия, средство его перемещения с фик сацией и вращением вокруг своей оси и средство нанесения эмали с упругим роликом, установленным с возможностью частичного погружения в ёанну со шликером, отличающийся тем, ° с целью повышения качества эмалируемых изделий путем обеспечения технологической полоски шириной 0,5-1,0 мм между наносимым шликером и кромкой удаленного слоя эмали, он снабжен механизмом горизонтального перемещения средств очистки и нанесения эмали, диском, содержащим набор упругих пластин, и приспособлением для их отклонения, все технологические средства размещены в вертикальной плоскости, средства очистки борта и нанесения эмали расположёны друг над другом и с возможностью горизонтального и вертикального перемещения средство перемещения изделий содержит горизонтальный вал и поворотно-фикбирующий механизм, обеспечивающий поворот на 60° средств удержания изделий, которые содержат ротор и корпус с эластичными кольцами трапециевидного сечения, причем корпуса расположены на роторе радиально-равномерно, а ротор жестко смонтирован на горизон тальном валу, средство вращения издеЛИЙ выполнено с приводом вращения, эластичным кольцом трапециевидного сечения и полым валом с фланцем, на котором жестко радиально закреплены концы упругих пластин диска, причем фланец полого вала укреплен на горизонтальном валу, другие концы упру гих пластин прикреплены к эластичному кольцу с возможностью сопряжения с аналогичным кольцом средств удержания изделий посредством приспособления для отключения упругих пластин
. Полуавтомат по п.1 , о т л и чающийся тем, что он снабжен приводом и парой сопряженных элементов - ползуном и Направляющей, расположенных на механизме горизонталь
ного перемещения средств очистки борта изделия сухим способом и нанесения эмаЛи.
HI
НО
т
ff
:,( 29
Фиг. 5
/«
II
ЩигЛ
8и9Л
h
Фиг 8
-f
32
30
Шгд
ЩигЮ
(риг.П
Щиг.1г
ei/d/f (Риг, 13 Л 51 7 61 66 63
(f}i/e.ff 65 S3 6 .-л 66 ftl изВелии
n.f6
Bt/дМ
(Риг. 17 6 65
51
6
66
S
(Риг,18
7 /////////////////////////////////////////.
Фиг.20 80 81 Щиг.Ц 83
Фиг. 22 ifS РФаг. 2 Р
(Риг,25
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
