(54) АВТОМАТ КАРУСЕЛЬНОГО ТИПА ДЛЯ МНОГОСЛОЙНОГО ЭМАЛИГОВАНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для обработки борта эмалируемого изделия | 1989 |
|
SU1708924A1 |
| Устройство для нанесения эмалевого шликера на внутренние и наружные поверхности полых изделий | 1981 |
|
SU985146A1 |
| СПОСОБ ЭМАЛИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ СТАЛЬНЫХ ТРУБ | 1992 |
|
RU2034930C1 |
| ЭМАЛЕВЫЙ ШЛИКЕР И СПОСОБ МНОГОСЛОЙНОГО ЭМАЛИРОВАНИЯ | 1993 |
|
RU2111927C1 |
| Устройство для эмалирования изделий | 1990 |
|
SU1798381A1 |
| Способ декорирования эмалированных металлических изделий | 1983 |
|
SU1125292A1 |
| УСТАНОВКА ДЛЯ ЭМАЛИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ДЕТАЛЕЙ | 1969 |
|
SU234824A1 |
| Агрегат для поточного эмалирования труб | 1980 |
|
SU885349A1 |
| Полуавтомат для эмалирования изделий | 1979 |
|
SU885350A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВЫСОКОТЕМПЕРАТУРНОГО КРЕМНИЙСОДЕРЖАЩЕГО ЗАЩИТНОГО ПОКРЫТИЯ НА ЖАРОПРОЧНЫХ КОНСТРУКЦИОННЫХ МАТЕРИАЛАХ | 2010 |
|
RU2437961C1 |
- ;, , ;.. - .- . ,.- I --Изобретение относятся к области эмашфования, S частности к устройствам для наиесш1(я, сушки и обжига эмалевого, например ситалпового, йокрьтш на стержни токовводов, и может быть использовано для одно- и многослойя)ого эмалирования с оголенньшв южцами.
, . ,,. . .
Известен эмалировочный автомат, включающий усташвленные в порядке технологического процесса и кинематически связанные пи1гтёяь с , механизму поворот рабочих органов, (еспечйваюших перенос и встряхивание изделия в различных заданных полож ниях, устройство для нанесения шликера и камеру обработки изделия |1.
Однако данная конструкщш не предусматривает защиты незмалвруемых частей изделия н не имеет обжигового приспособления.
Известен также автомат карусельного ткра для многослойного змалирования, содержащий, ротбры, механизмы загрузки и выгрузки деталей, ванну для шликера с ковшом и обжи: говук) печь 2.
Однако такой автомат не обеспечивает качественного многослойного эмалирования , не предусматривает защиты их неэмалируемых частей и контроля толщины эмалевого покрытия.
Целью изобретения является улучшение качества многослойных покрытий.
Это достигается тем, что автомат снабжен устройствами для нанесения компонентов защитного покрытия и скребками его удаления, цилиндрическими роликами для зачистки кромок изделия от шлкйеряого слоя, коническим роликом для удаления щликера с цилиндрических роликов и синхронизаторами передачи обрабатываемых изделий. .
5
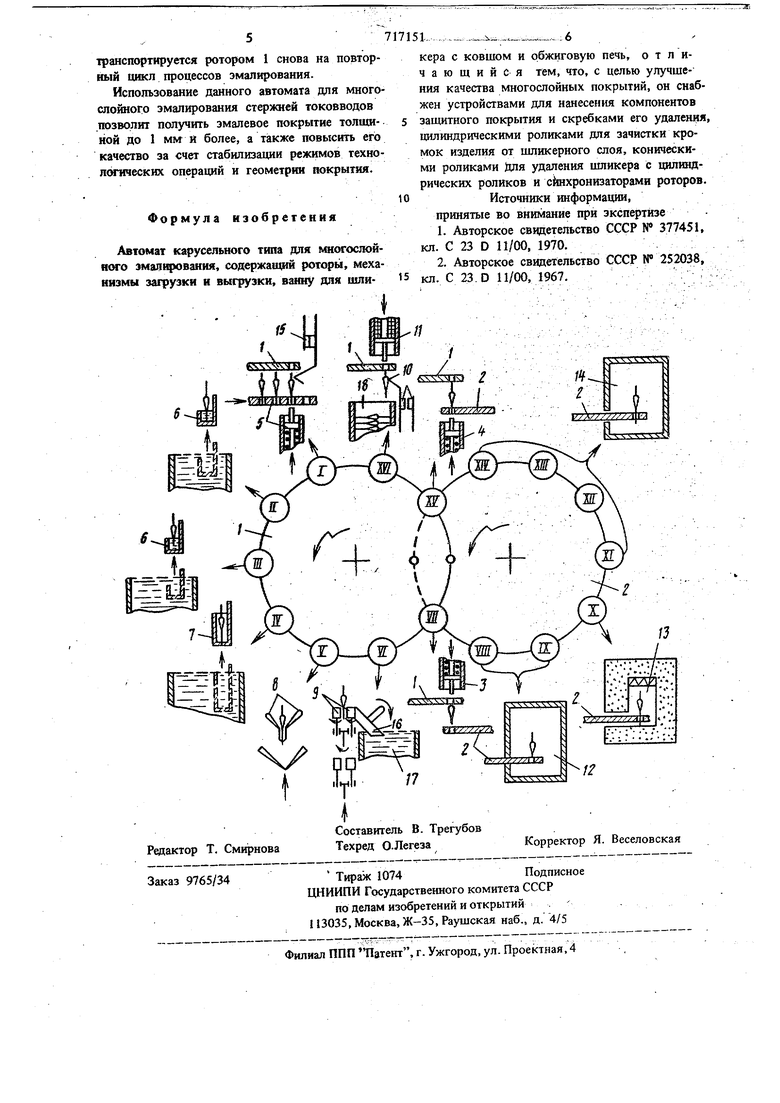
На чертеже дана схема автомата.
Автомат состоит из роторов 1 и 2, имеющих расположенные с равными интервалами по окррйности сквозные вертикально фиксирующие Q стержни токовводов гнезда (на чертеже не показаны). Роторы 1 и 2 горизонтально расположены друг относительно друга так, что два гаезда ротора 1 находятся на расстоянии равном разности длины обрабатываемого стержня токоввода и глубины фиксирующего гнезда над двумя гнездами ротора 2. Сверху совпадающих одной пары гнезд и снизу - другой установлены синхронизаторы 3 и 4, выполненные в виде толкателей. Роторы 1 и 2 и синхро низаторы 3 и 4 связаны между собой кинематически. Под ротором 1 в порядке технологического -процесса расположены механизмы 5-11 соответственно загрузки; нанесения защитного покрытия, нанесения шлякерногопокрытия, удаления защитного покрытия, зачистки нижней кромки шликерного слоя, контроля толщины эмалевого покрытия и выгрузки готового изделия. Ротор 2 является ротором карусельной печи, включающей камеры 12, 13 и 14 соответственно сущки, обжига и остЁтания. Механизм загрузки 5 имеет нормально замк ЙутйёэлВстрйяёские контакты 15, касающиеся обрабатьшаемого стержня токоввода. Механизмы 6 и 7 нанесения защитного я пшикерногопокрытий выполнены в виде неподвижных ванн для воды, парафина (подогретого) и щли кера с ковшами вертикального подъема дозйруемьк компонентов. Механизм 8 удаления защитного покрытия выполнен в виде двух упругих скребков, направленньгх заостренными кро лками вниз навстречу друг другу под прямым углом. Механизм 9 зачистки нижней кромки шликерного слоя выполнен в виде рйликов, nrtSHetapeo закрепленных вокруг оси обрабатываемого стержня токовбода и касаюийссся своими внутре1шими образующими кромками шликериого слоя, а внешними - вертикальной образ тощей губчатого прямоугольного усеченного конуса 1б, погруженного горизонтальной образующей в воду ванны 17. Механизм 10 конт роля толийны змалевого покрытия и механизм 11 вьЕГрузки готового изделия, выполнены в ввдё нормально разомкнутых электрических контактов, соединенных с электромагнит шм выталкивателем (на чертеже не показан) бункера 18. Потребность в механизмах для заЩйть от шликера верхнего неэмзлируемого конца стержня токоввода, удаления .. с него защитного покрытия и зачистки верхней кромки шликерного слоя отпадает, так как механизм нанесения шликера не покрывает верхний неэмалируемый конец стержня токоввода и обеспечивает требуемую геометрию верхней кромке шликерного слоя. Автомат работает следующим образом. На позиции Т механизм загрузки 5 при замкнутых электрических контактах 15 подает обрабатываемый стержень токоввода на заданную высоту в свободное гнездо ротора 1. Этот ротор, удерживая стержни вертнкайьно за верхние неэмалируемые концы, осуществля ет периодическое, одновременное и поочередое перемещение их на технологические позиции нанесения защитного и щликерного покрытий, удаления защитного покрытия, зачистки нижней кромки ишикерного слоя, перегрузки в ротор 2, контроля толщины эмалевого покрытия и выгрузки готового изделия, а также совместно с ротором 2 обеспечивает многократное повторение всех технологических операций эмалирования. Все технологические операции выполняются при полной остановке прерьгеисто вращающихся в одном направлении роторов 1 и 2 перемещающимися в вертикальной плоскости рабочими органами. На позиции 11 и П1 наносится защитное покрытие на нижние неэмалируемые концы стержней токовводов периодически поднимающимися на требуемую высоту ковшами с наполненными доверху соответствующими компонентами из неподвйЖнь1х ванн для воды и подогретого парафина. На позиции IV нано- сится шликер до верхнего неэмалируемого конца стержня токоввода также периодически поднимающимся ковщом с напсшненным доверху щликером из своей ванны. На позиций V защитное покрытие стержня Токоввода удаляется упругими периодически поднимающимися скребками, которые, поднимаясь, раздвигаются парафинированным концом стержня токоввода и пропускают его в пространство между собой, а при опускании, зацепившись за парафиновую корку, снимают ее. На позиции VI нижняя кромка ишикерного слоя стержня токоввода зачищается роликами, периодически поднимающимися и вращающимися вокруг стержня токоввода и своих осей. Удаленный щликер снимают с роликов вертикальной образующей губчатого вращающегося конуса 16, горизонтальная образующая которого смывается водой в ванне 17. На позиции VII синхронизатором 3 стержень токоввода выталкивается из гнезда ротора 1 в гнездо ротора 2. На позициях VIII-XIV стержни токовводов, вертикально удерживаемые за нижние неэмалируемые концы ротором X сушатся, обжигаются и остывают в : соответствующих камерах 12, 13 и 14 карусельной печи, а на позиции XV синхронизатором 4 вытадкиваютсй из гнезд ротора 2 в гнезда ротора 1. На позиции XVI стержень токоввода с достаточной толщиной, эмалевого покрытия замыкает электрические контакты, касаясь их эмалированной поверхностью, и выгружается электромагнитным выталкивателем в бункер 18. Стержень с недостаточной толщиной эмалевого покрытия, неспособный замкнуть электрические контакты через позицию 1, где он, размыкая электрические контакты 15- отключает механизм загрузки.
