Изобретение относится jc эмалиро ваниго металлов и. может быть использовано для защиты поверхности металл от коррозии путем нанесения покрытий на внутреннюю поверхность польтх длинномерных изделий.
Известна установка для нанесения защитных покрытий, включающая цилиндрический бак, по оси которого установлена нагнетательная труба в пневмосистему, состоящую из вакуумного насоса и компрессора. Нанесение покрытий на этой установке осуществляется путем закрепления одного конца изделия на нагнетательной трубе и подсоединения другого его конца к пневмосистеме. Затем создается разрежение в баке за счет отсасывания из него воздуха через нагнетательную трубу, при этом в изделие засасывается эмалевьй шликер и в результате осуществляется нанесение покры тия 1 .
Однако эмалевый шликер является суспензионным раствором, обладающим большой сююнностью к оседанию твердых частиц, и требует постоянного перемешивания, но в данной установке перемешивание шликера в баке осуществляется только за счет слива излишков его из полого изделия при отключении пневмосиетемы, т.е. при окончании заполнения изделия шликером. Указанная периодичность перемешивания пшикера приводит к неравномерности наносимого покрытия как по толщине, так. и по длине изделия. Кроме того, в баке образуются застойные з,оны, из которьрс в процессе перемешивания вымывс|ются сгустки шликера, образующие на поверхности изделия наплывы, утолщения и другие дефекты
Наиболее близкой к изобретению по технической сущности является установка для нанесения покрытий на поверхность польщ изделий, содержащая цилиндрический бак, по оси которого установлена нагнетательная труба, и устройство для перемешивания шликера 2J .
Недостатком указанного устройства является низкое качество наносимого покрытия. Это объясняется тем, что перемешивание шликера осуществляется за счет продувания сжатого воздуха через коллектор, т.е. через слой шликера, при одновременном нанесении покрытия на трубу. В результате в шшкере образуются пузырьки воздуха, которые остаются и в слое покрытияJ а затем при обжиге образуют поры, т«е. не удается получит покрытие с хортэшей сплошностью. Последнее обстоятельство резко ограничивает срок службы изделия. Кроме того, известное устройство не позво ляет получить однородную консистенцию шликера, поскольку в устройстве под коллектором и меяоду ним и стенками бака образуются застойные зоны со сгустками шликера, приводящими при их вымывании, к образованию дефектов покрытия (наплывы, утолщения и др.) .
Цель изобретений - повышение качества покрытия.
Поставленная цель достигается тем, что в установке для нанесения за цитных покрытий на внутреннюю поверхность длинномерных изделий,содержащей цилиндрический бак, по оси которого установлена нагнетательная труба, и устройство для перемешивания шликера, устройство для перемешивания шликера выполнено в виде полого вала с лопастями и приводом, установленного по оси.бака, в нижней части вала выполнены прорези, а нагне тательная труба установлена внутри полого вала.
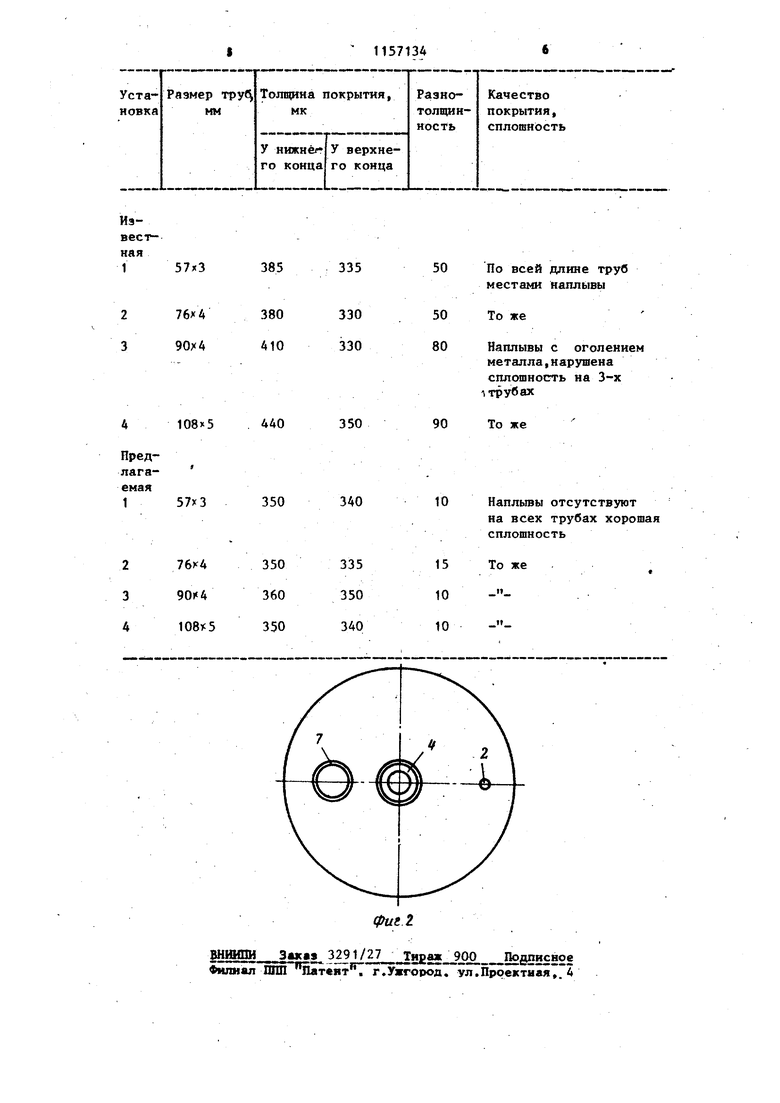
На фиг.1 и 2 изображена схема предлагаемой установки.
Установка для нанесения защитных покрытий содержит цилиндрический -бак 1 для эмалевого шликера, снабженный подводом 2 для нагнетания и спуска сжатого воздуха. Внутри бака по его оси установлена нагнетательная труба 3с элементом 4 крепления, Коаксиально с нагнетательной трубой 3 установлено устройство для перемешивания шликера, выполненное в виде полого вала 5, к которому прикреплены лопасти 6, размещенные с минимальным зазором между стенками и дном б.ака, которьй позволяет им вращаться,- не задевая последние. Вал 5 для вращения снабжен электроприводом 7 и системой 8 шестеренчатых передач, а на нижней части его выполнены прорези 9.
Установка работает следующим образом.
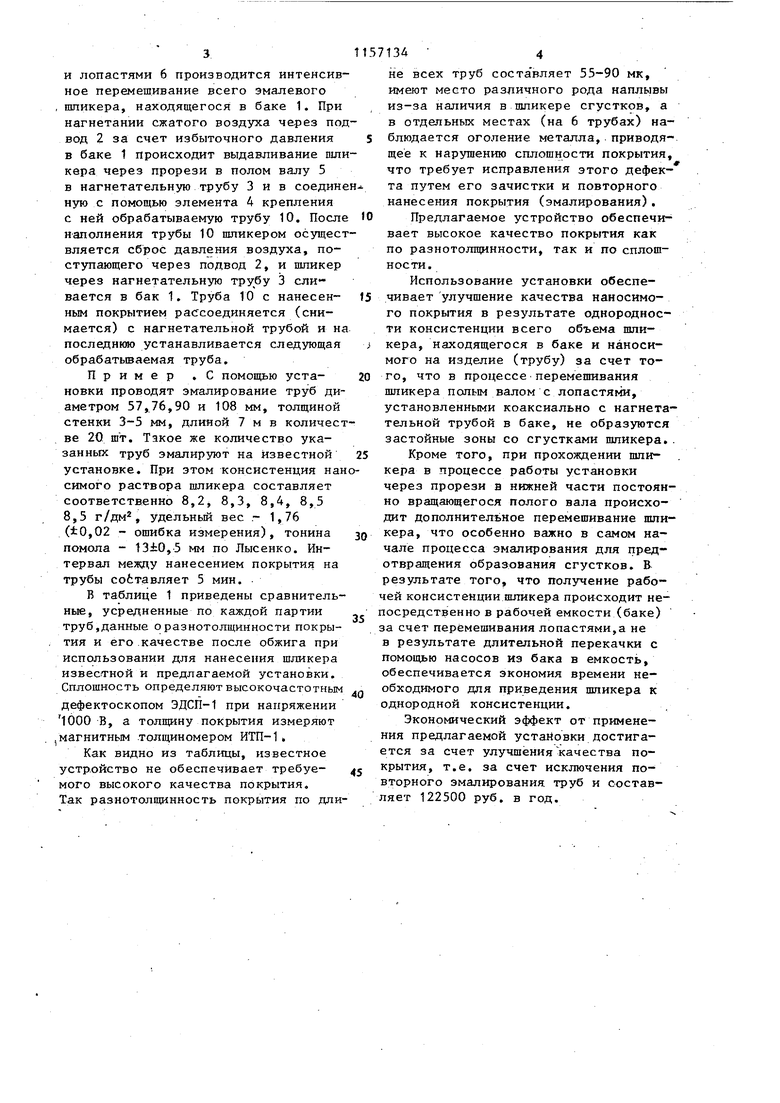
С nof-ющыо привода 7 через систему 8 передач польй вал 5 приводится во вршчение с заданной скоростью и лопастями 6 производится интенсив ное перемешивание всего эмалевого шпикера, находящегося в баке 1. При нагнетании сжатого воздуха через по вод 2 за счет избыточного давления в баке 1 происходит выдавливание шл кера через прорези в полом валу 5 в нагнетательную трубу 3 и в соедин нуто с помощью элемента 4 крепления с ней обрабатываемую трубу 10. Посл наполнения трубы 10 шликером осущес вляется сброс давления воздуха, поступающего через подвод 2, и шликер через нагнетательную трубу 3 сливается в бак 1. Труба 10 с нанесенным покрытием рассоединяется (снимается) с нагнетательной трубой и н последнюю устанавливается следующая обрабатьшаемая труба. Пример ,С помощью установки проводят эмалирование труб диаметром 57,76,90 и 108 мм, толщиной стенки 3-5 мм, длиной 7 м в количес ве 20 шт. Такое же количество указанных труб эмалируют на известной установке. При этом консистенция нан симого раствора шликера составляет соответственно 8,2, 8,3, 8,4, 8,5 8,5 г/дм, удельный вес .- 1,76 (to,02 - ошибка измерения), тонина помола - 13iO,5 мм по Лысенко. Интервал между нанесением покрытия на трубы соЬтавляет 5 мин. В таблице 1 приведены сравнительные, усредненные по каждой партии труб,данные оразнотолщинности покрытия и его .качестве после обжига при использовании для нанесения шликера известной и предлагаемой установки. Сплошность определяют высокочастотным дефектоскопом ЭДС11-1 при напряжении 1000 В, а толщину покрытия измеряют магнитным толщиномером ИТП-1. Как видно из таблицы, известное устройство не обеспечивает требуемого высокого качества покрытия. Так разнотолщинность покрытия по дли 134 4 не всех труб составляет 55-90 мк, имеют место различного рода наплывы из-за наличия в шликере сгустков, а в отдельных местах (на 6 трубах) наблюдается оголение металла, приводя-, щее к нарушению сплошности покрытия, что требует исправления этого дефекта путем его зачистки и повторного нанесения покрытия (эмалирования). Предлагаемое устройство обеспечивает высокое качество покрытия как по разнотолщинности, так и по сплошности. Использование установки обеспечивает улучшение качества наносимого покрытия в результате однородности консистенции всего объема шликера, находящегося в баке и наносимого на изделие (трубу) за счет того, что в процессе перемешивания шликера полым валом с лопастями, установленными коаксиально с нагнетательной трубой в баке, не образуются застойные зоны со сгустками шликера.. Кроме того, при прохождении шликера в процессе работы установки через прорези в нижней части постоянно вращающегося полого вала происхо- дит дополнительное перемешивание шликера, что особенно важно в самом начале процесса эмалирования для предотвращения образования сгустков. Е результате того, что получение рабоей консистенции шликера происходит неосредственно в рабочей емкости (баке) а счет перемешивания лопастями,а не в результате длительной перекачки с помощью насосов из бака в емкость, обеспечивается экономия времени необходимого для приведения шликера к однородной консистенции. Экономический эффект от применения предлагаемой установки достигается за счет улучшения качества покрытия, т.е. за счет исключения повторного эмалирования труб и составяет 122500 руб. в год.
По всей длине труб местами наплывы
То же
Наплывы с оголением металла,нарушена сплошность на 3-х 1 трубах
То же
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ эмалирования полых цилиндрических изделий | 1981 |
|
SU1019018A1 |
| Способ подготовки поверхности стали перед эмалированием | 1986 |
|
SU1381197A1 |
| Способ соединения металлических деталей | 1979 |
|
SU1084338A1 |
| Раствор для очистки стальной поверхности перед эмалированием | 1981 |
|
SU1032043A1 |
| УСТРОЙСТВО ДЛЯ РАСПЫЛЕНИЯ ЖИДКОГО МАТЕРИАЛА | 1992 |
|
RU2050277C1 |
| СПОСОБ РЕМОНТА СТЕКЛОЭМАЛЕВЫХ ПОКРЫТИЙ | 1993 |
|
RU2063477C1 |
| Агрегат для эмалирования труб | 1978 |
|
SU1052564A1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЕРОХОВАТОГО СТЕКЛОЭМАЛЕВОГО ПОКРЫТИЯ | 1997 |
|
RU2123541C1 |
| СПОСОБ ЭМАЛИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ, ПРЕДНАЗНАЧЕННЫХ ДЛЯ ИЗГОТОВЛЕНИЯ И МОНТАЖА ТРУБОПРОВОДОВ С ПОМОЩЬЮ СВАРКИ | 1991 |
|
RU2053313C1 |
| СОЕДИНЕНИЕ ЭМАЛИРОВАННЫХ ТРУБ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ | 2003 |
|
RU2227241C1 |
УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ на внутреннюю поверхность полых длинномерных изделий, содержащая цилиндрический бак, по оси которого установлена нагнетательная труба, и устройство для перемешивания шликера, отличающаяся тем, что, с целью повышения качества покрытия устройство для перемешивания выполнено в виде полого вала с лопастями и приводом, установленного по оси бака, в нижней части вала выполнены прорези, а нагнетательная труба установлена внутри полого вала. КО
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Ударно-сверлильная насадка к ручномY инстрYменту | 1985 |
|
SU1278196A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Приспособление для контроля движения | 1921 |
|
SU1968A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для нанесенияпокрытия на наружную и внутреннюю поверхности полых изделий | 1975 |
|
SU600211A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
