2.Способ по П.1, о тлич ающ и и с я тем, что магнитное поле создают в двух взаимноперпендикулярных плоскостях.
3.Способ поп.1,отлича ющ и и с я тем. что в неочищаемых
участках предварительно создают постоянное магнитное поле,
4,Способ по п.1,отличающ и и с я тем,что в процессеперемеще- НИН абразива производят изменение участков локального воздействия на него магнитного поля по длине трубопровода.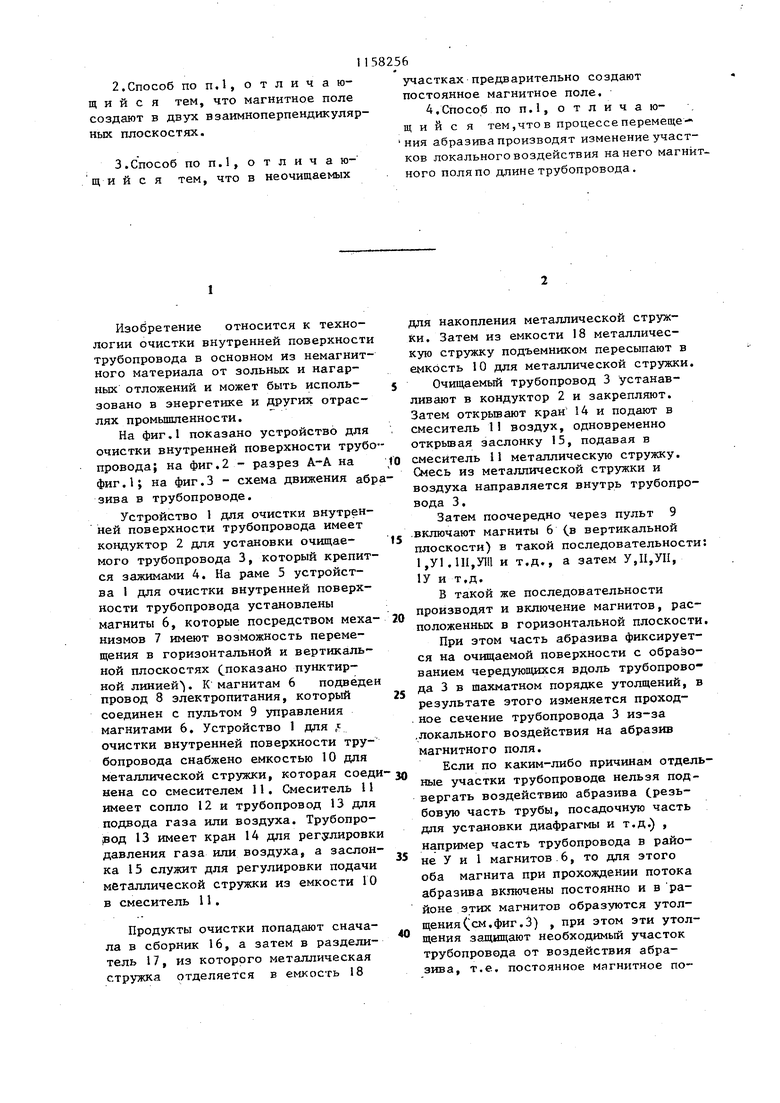
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ очистки изделий и устройство для его осуществления | 1989 |
|
SU1720760A1 |
| Способ резки материалов | 1991 |
|
SU1819760A1 |
| БЕЗЛЕНТОЧНЫЙ РОЛИКОВЫЙ МАГНИТНЫЙ СЕПАРАТОР | 2008 |
|
RU2388547C1 |
| Способ очистки труб | 1985 |
|
SU1287962A1 |
| УСТАНОВКА ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОЧИСТКИ И/ИЛИ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ИЗДЕЛИЙ СЛОЖНОЙ ФОРМЫ | 2006 |
|
RU2336985C1 |
| Установка для испытания материалов на гидроабразивный и коррозионный износ | 1984 |
|
SU1245938A1 |
| СПОСОБ ОЧИСТКИ ОТХОДОВ ПОСЛЕ ОБРАБОТКИ ФЕРРОМАГНИТНЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2078617C1 |
| Устройство для очистки | 1985 |
|
SU1330211A1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ КАНАЛОВ СЛОЖНОЙ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2020 |
|
RU2764538C1 |
| Способ очистки внутренних поверхностей полых изделий,стенд для очистки внутренних поверхностей полых изделий и средство для очистки внутренних поверхностей полых изделий | 1981 |
|
SU1131565A1 |
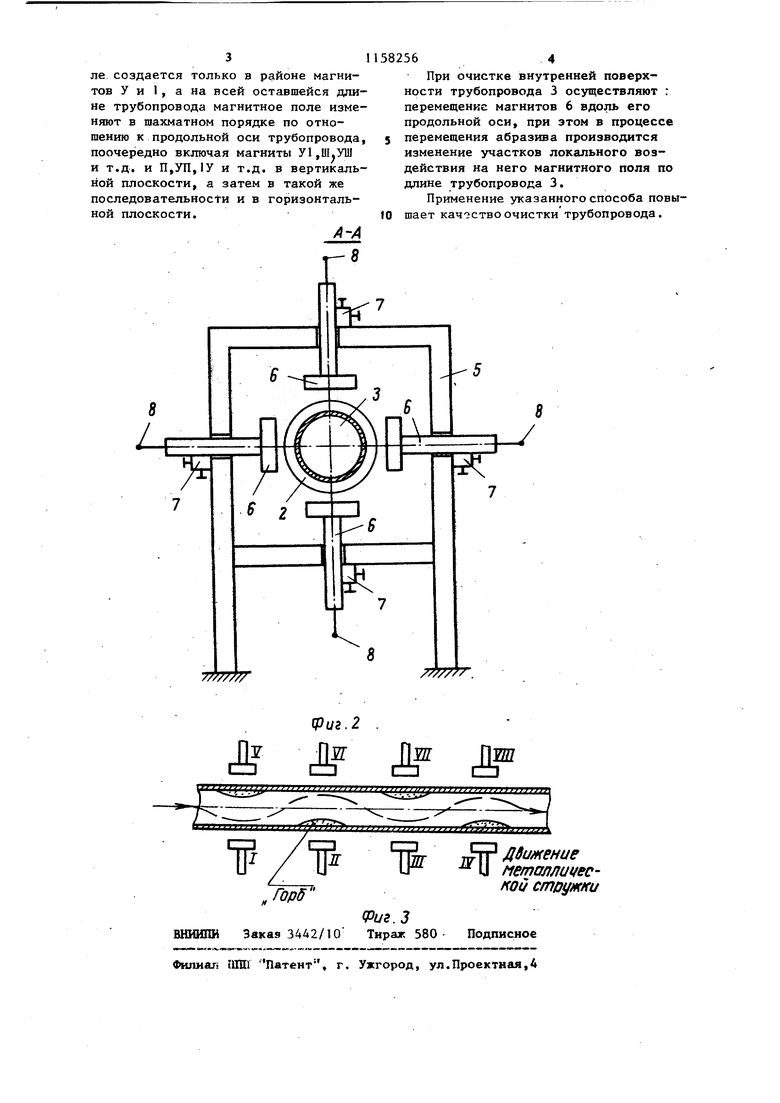
1.СПОСОБ ОЧИСТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА, заключающийся в перемещении ферромагнитного абразива вдоль продольной оси трубопровода, отличающийся тем,что, с целью повышения качества очистки, часть перемещаемого ферромагнитного абразива фиксируют на очищаемой поверхности с образованием чередующихся вдоль трубопровода в шахматном порядке утолщений для изменения проходного сечения трубопровода пу тем соответствующего локального .воздействия на абразив магнитным полем. (Л лнооЬ/эазное аВажение метал ли еспой струж5 IS Фиг.1
Изобретение относится к технологии очистки внутренней поверхност трубопровода в основном из немагнит ного материала от зольных и нагарных отложений и может быть использовано в энергетике и других отраслях промышленности. На фиг.1 показано устройство для очистки внутренней поверхности труб провода; на фиг.2 - разрез А-А на фиг.1; на фиг.З - схема движения аб зива в трубопроводе. Устройство 1 для очистки внутренней поверхности трубопровода имеет кондуктор 2 для установки очищаемого трубопровода 3, который крепит ся зажимами 4. На раме 5 устройства I для очистки внутренней поверхности трубопровода установлены магниты 6, которые посредством меха низмов 7 имеют возможность перемещения в горизонтальной и вертикальной плоскостях (показано пунктирной линией. К магнитам 6 подведе провод 8 электропитания, который соединен с пультом 9 управления магнитами 6, Устройство 1 для f очистки внутренней поверхности трубопровода снабжено емкостью 10 для металлической стружки, которая соед иена со смесителем 11. Смеситель I1 имеет сопло 12 и трубопровод 13 для подвода газа или воздуха. Трубопро|вод 13 имеет кран 14 для регулировк давления газа или воздуха, а заслон ка 15 служит для регулировки подачи металлической стружки из емкости 10 в смеситель I1. Продукты очистки попадают сначала в сборник 16, а затем в разделитель 17, из которого металлическая стружка отделяется в емкость 18 для накопления металлической стружки. Затем из емкости 18 металлическую стружку подъемником пересыпают в емкость 10 для металлической стружки. Очищаемый трубопровод 3 устанавливают в кондуктор 2 и закрепляют. Затем открьшают кран 14 и подают в смеситель 11 воздух, одновременно открьшая заслонку 15, подавая в смеситель 11 металлическую стружку. Смесь из металлической стружки и воздуха направляется внутрь трубопровода 3. Затем поочередно через пульт 9 .включают магниты 6 {в вертикальной плоскости) в такой последовательности: 1,У1 .111,У111 и т.д., а затем У,11,У11, 1У и т.д. В такой же последовательности производят и включение магнитов, расположенных в горизонтальной плоскости. При этом часть абразива фиксируется на очищаемой поверхности с обрайованием чередующихся вдоль трубопровода 3 в шахматном порядке утолщений, в результате этого изменяется проходное сечение трубопровода 3 из-за .локального воздействия на абразив магнитного поля. Если по каким-либо причинам отдельные участки трубопроводе нельзя подвергать воздействию абразива (.резьбовую часть трубы, посадочную часть для установки диафрагмы и т.д.) , например часть трубопровода в районе У и 1 магнитов.6, то для этого оба магнита при прохождении потока абразива вкгточены постоянно и врайоне этих магнитов образуются утолщения ( см. фиг.З) , при этом эти утолщения защищают необходимый участок трубопровода от воздействия абразива, т.е. постоянное магнитное по
| СПОСОБ ОБРАБОТКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ТРУБ | 0 |
|
SU185003A1 |
