ел
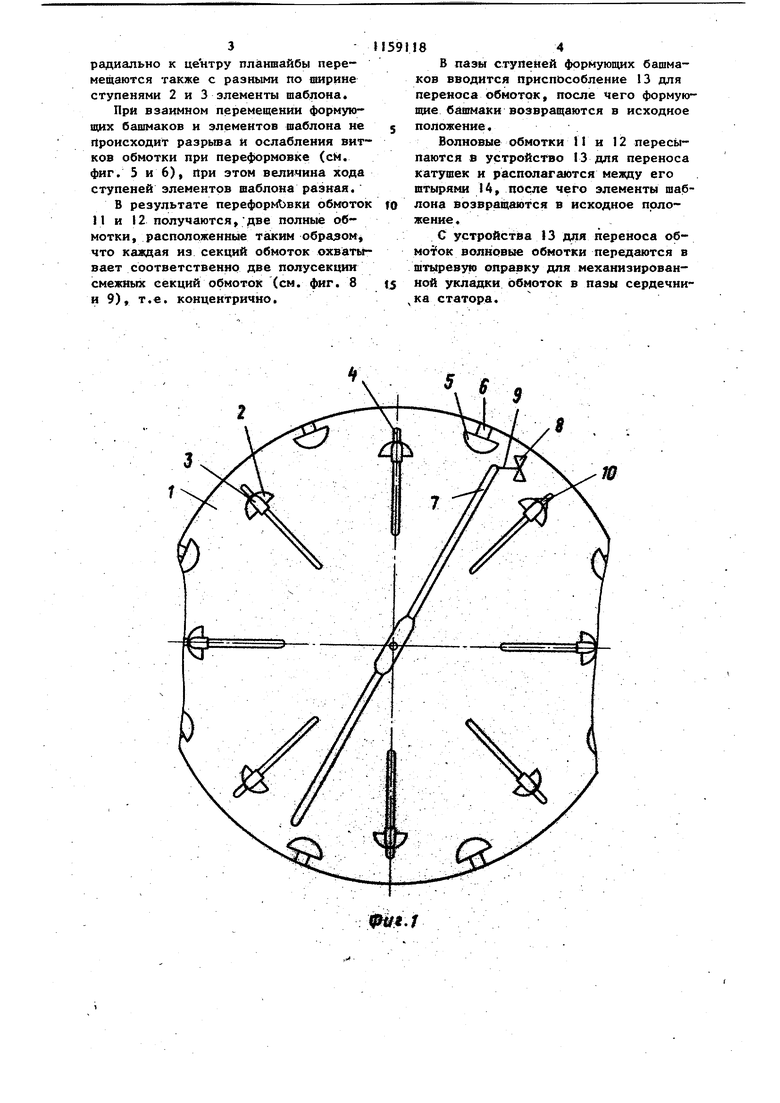
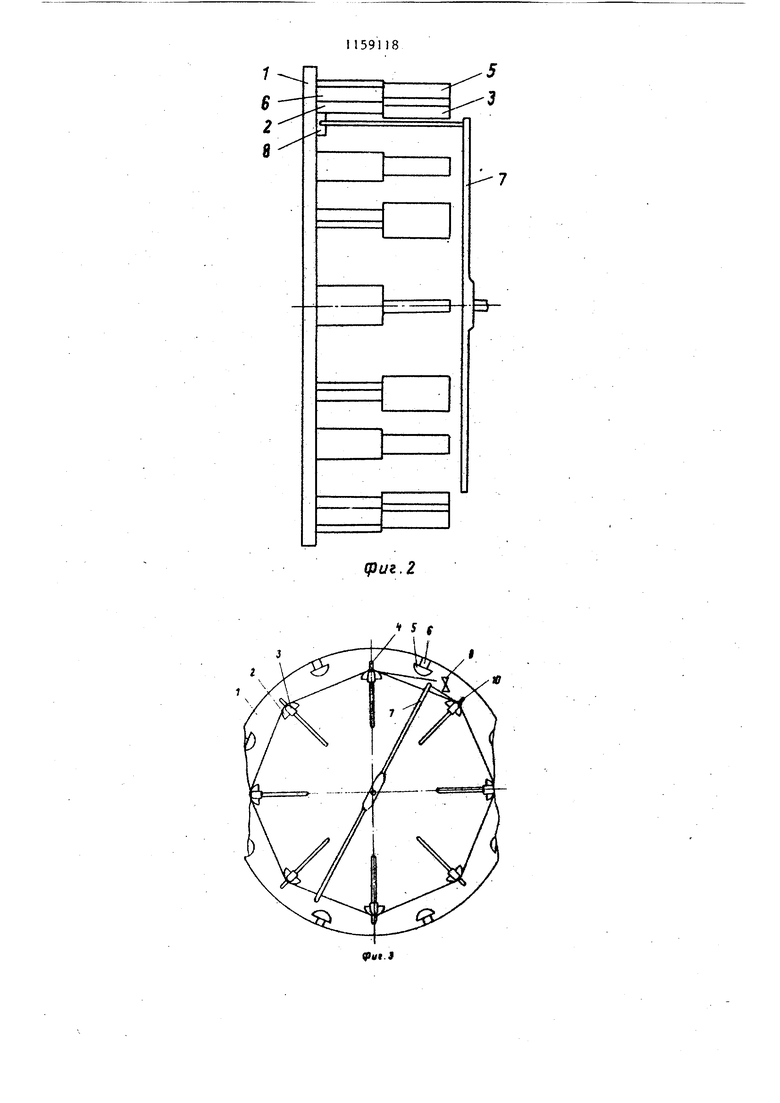
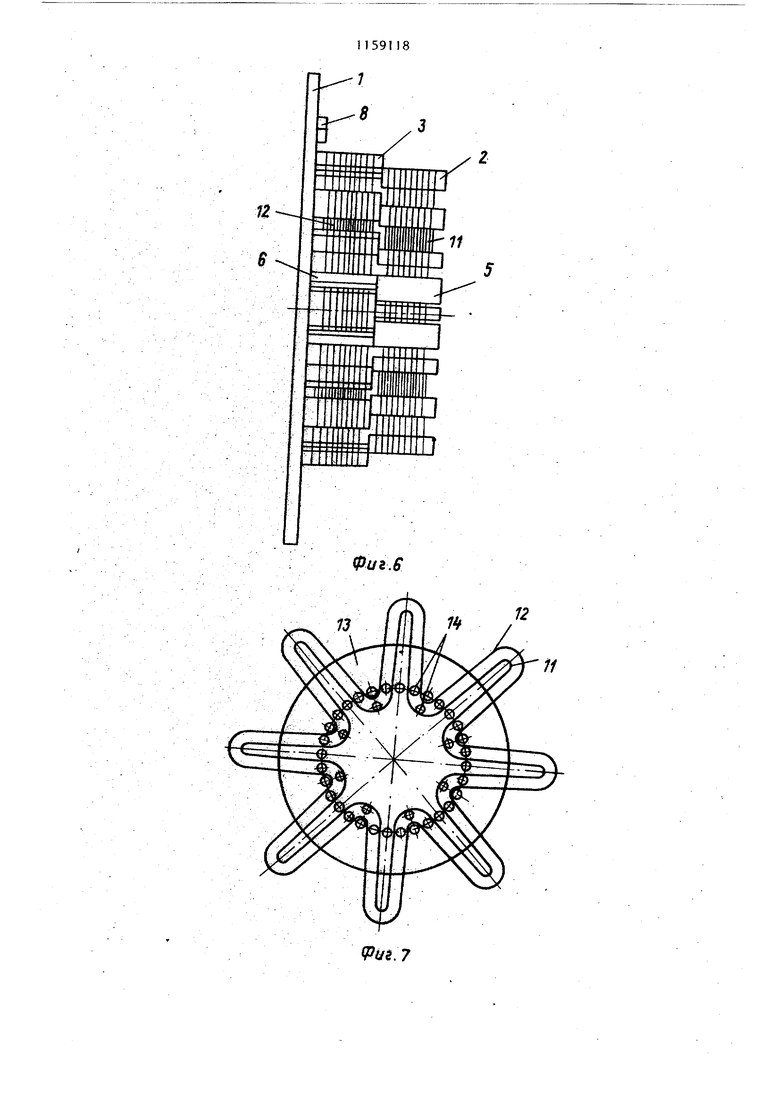
со 11 Изобретение относится к технологическому оборудованию для изгртов- ления всьтных волновых обмоток статоров и может найти широкое примене ние в электромашиностроении. Целью изобретения является повышение производительности. На фиг, 1 показано устройство, исходное положение; на фиг. 2 - то же, вид сбоку; на фиг. 3 - устройст во с намотанными обмотками; на фиг. 4 - то же, вид сбоку; на фиг, 5- устройство с переформованными обмотками; на фиг. 6 - то же, вид сбоку; на фиг. 7 - обмотки, расположенные между штырями приспособления для переноса обмоток; на фиг.8схема укладки обмоток в пазы статор Устройство для намотки обмоток статоров содержит проводоводитель с приводом, планшайбу, двухступенчатый шаблон и двухступенчатые формующие башмаки, На планшайбе 1 с одинаковым угло вым шагом расположены формообразующие элементы шаблона со ступенями 2 и 3. Е планшайбе 1 имеются пазы 4 по которым формообразукнцие элементы шаблона имеют возможность радиаль ного перемещения. Формующие башмаки со ступенями 5 и 6 снабжены приводом их радиальног перемещения (не показан), .Количеств формующих башмаков для каждого намо точного шаблона равно количеству ег формообразующих элементов. Формующи башмаки смещены относительно формоо разующих элементов шаблона на 1/2 шага между ними. Ширина ступени 2 формообразующег элемента шаблона равна ширине ступе 6формующего башмака, а ширина ступ ни 3 равна ширине с упени 5 формующ го башмака, Проводоводитель 7, снабженный приводом, имеет Возможность вращате ного движения с одновременным посту пательным движением вдоль шаблонов (привод не показам). На планшайбе 1 расположен также механизм 8 отрезки и закрепления провода 9 на одной из ступеней формообразующего элемента шаблона И фиксатор 10 последнего витка обмот ки И . Устройство работает следующим образом. 82 В исходном положении (фиг. и 2) формообразующие элементы шаблона радиально разведены по пазам 4 относительно центра планшайбы 1 т кимобразом, что расстояние между двумя смежными элементами, образующими . грань шаблона, равно средней длине витка катушки обмотки. Формующие башмаки в исходном состоянии радиально разведены относительно центра планшайбы 1 таким образом, что они находятся вне зоны намотки. Конец обмоточного провода 9, идущего от проводоводителя 7, в исходном положении закреплен в механизме 8 отрезки и закрепления провода. Намотка обмоток I1 и 12 производится последовательно, начиная с . обмотки, расположенной первой от планшайбы 1, с раскладкой провода вдоль шаблона. После намотки нескольких витков первой обмотки конец обмоточного провода 9 высвобождается из механизма 8 отрезки и закрепления провода. По окончании намотки заданного количества витков обмотки 12 проводоводитель 7 автоматически перебрасывает обмоточный провод 8 на вторую ступень формообразующих элементов шаблона и производится намотка заданного количества витков обмотки 11. По окончании намотки заданного количества витков второй обмотки обмоточный провод 9 проводоводителем 7 заводится в фиксатор 10 последнего витка обмотки для предотвращения разматывания витков обмотки после отрезки обмоточного провода, и об- . моточный провод, идущий от проводоиодителя 7, заводится В механизм 8 отрезки и закрепления провода, где происходит отрезка обмоточного провода, идущего от намотанных обмоток с высвобождением конца проВода и закреплением конца обмоточного провода 9 идущего от проводоводителя 7, при этом проводоводитель 7 возвращается в исходное положение для намотки. Намотанные на шаблоны обмотки и 12 переформовываются в волновые обмотки следующим образом ,Формующие башмаки с разными по ширине ступенями 5 и 6 радиально перемещаются к центру планшайбы 1, Одновременно с формующими башмаками
3
радиально к центру планшайбы перемешаются также с разными по ширине ступенями 2 и 3 элементы шаблона
При взаимном перемещении формую- щих башмаков и элементов шаблона не Происходит разрьша и ослабления витков обмотки при переформовке (ct4. фиг. 5 и 6), При этом величина хода ступеней элементов шаблона разная.
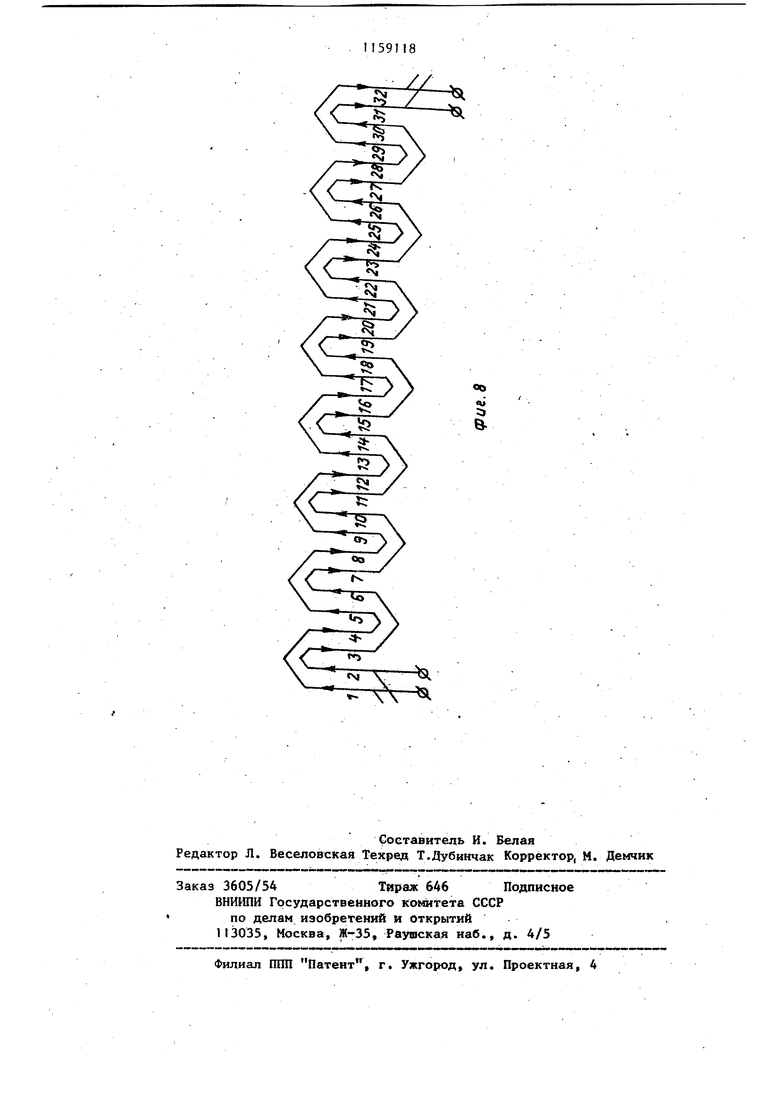
В результате переформЪвки обмоток И и 12 получаются,;две полные обмотки, расположенные образом, что каждая из секций обмоток охватывает соответственно две полусекции смежных секций обмоток (см. фиг. 8 и 9), т.е. концентричио.
84
В пазы ступеней формующих башмаков вводится приспособление 13 для переноса обмоток, после чего формующие башмаки возвращаются в исходное положение.
Волновые обмотки Пи 12 пересыпаются в устройство 13 для переноса Катушек и располагаются между его штырями Н, после чего элементы шаблона возвращаются в исходное положение.
С устройства 13 для переноса обMoioK волновые обмотки передаются в штыревую оправку для механизированной укладки Обмоток в пазы сердечника статора.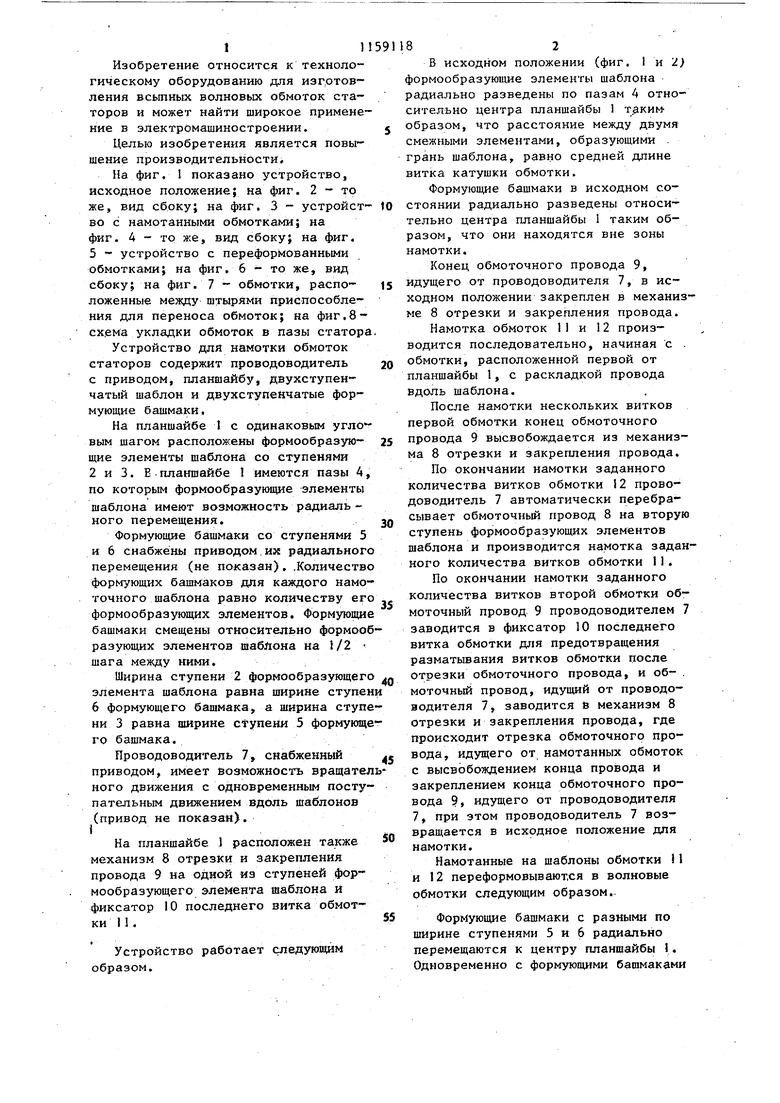
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления обмоток статоров электрических машин | 1984 |
|
SU1403256A1 |
| Станок для изготовления обмотки статоров электрических машин | 1983 |
|
SU1103327A1 |
| Устройство для изготовления обмотки статоров электрических машин | 1983 |
|
SU1171911A1 |
| Станок для намотки статора электрической машины | 1978 |
|
SU765941A1 |
| Устройство для изготовления обмотки статоров электрических машин | 1978 |
|
SU989685A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛНОВОЙ ОБМОТКИ ДЛЯ ЭЛЕКТРИЧЕСКИХ МАШИН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2233530C2 |
| Станок для намотки статоров электрических машин | 1986 |
|
SU1403260A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РАСПРЕДЕЛЕННОЙ ВОЛНОВОЙ ОБМОТКИ | 1998 |
|
RU2235406C2 |
| Станок для намотки статоров электрических машин | 1979 |
|
SU790077A2 |
| Станок для намотки и укладки катушек в пазы статора электрических машин | 1980 |
|
SU907711A1 |
УСТРОЙСТВО ДЛЯ НАМОТКИ ОБМОТКИ СТАТОРОВ ЭЛЕКТРИЧЕСКИХ ЬШШН, содержащее .плашвайбу, пррводоврди- тель, шаблон, включа}01Щ1й формообразукнцие элементы, расположенные на планшайбе с одинаковым угловш шагом, и формующие башмаки, отличающееся тем, что, с целью повышения производительности, формообразующие элементы и формуюй(ие бапмаки имеют по длине две ступени различной ширины, при этом ширина формообразующих элементов шаблона одной ступени равна ширине формующих бащмаков другой ступени. сл
2
8
s (
tt
72
П
0игЛ
12
11
.7
«о
и
:э В
| I | |||
| Патент США № 3903933 ; кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Станок для намотки обмотки электрических машин фирмы Statomat | |||
| Рекламный проспект выставки в Ганновере, 1973. | |||
