111
Изобретение относится к обработке металлов давлением, а именно к способам изготовления звездочек цепных передач, и может быть применено в металлургической и машиностроитель ных отраслях промьшшенности.
Цель изобретения - повышение точности и снижение трудоемкости изготовления звездочек цепных передач за счет создания регламентированного течения металла при формообразовании зубьевзвездочки и уменьшения величины последующей механической обработки.
На фиг. 1 схематично показано устройство для реализации способа изготовления звездочек; на фиг.2 готовая звездочка, диаметральное сечение.
Способ осуществляют следующим образом.
Заготовку 1 нагревают до температуры деформаций 900-1050°С, укладывают на нижнюю половину штампа 2, прижимают ее верхней половиной штампа 3 и радиальнь1ми пуансонами 4 воздействуют на цилиндрическую поверхн&ст ь заготовки. Одновременно jC этим в кольцевые каналы 5 верхней и нижней половин штампа подают хладоагент.Охлаждающая среда подается с таким расчетом, чтобы обеспечить охлаждение торцовых поверхностей заготовки на 200-250 С.
2
Таким образом, одновременно с радиальным деформированием ведут принудительное подхолаживание торцовых поверхностей заготовки. Сопротивление деформирования в поверхност ных слоях металла увеличивается и их течение замедляется. Зубья по торцовым поверхностям приобретают кр иволинейную форму.
Пример. Звездочки цепных передач изготавливают из углеродистой стали 45 на кривошипном прессе усилием 630 тс. Заготовку 0 120 мм и толщиной 20 мм нагревают до 90,0° С и помещают между верхней и нижней половинами штампа. В процессе смыкания штампа и приложения усилия к радиальным пуансонам в каналы штампа подают хладоагент. Благодаря охлаждению торцовых поверхностей заготовки в зоне венца замедляется течение поверхностных слоев металла заготовки. В результате зубья звездочки получают необходимое закругление, исключающее последующую механическую обработку.
Звездочки, изготавливаемые по предлагаемому способу без мех-анической обработки, имеют закругления в пределах, установленных стандартами. Изобретение по сравнению с базовым объектом обеспечивает повьш1ение точности и снижение трудоемкости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для радиальной штамповки | 1981 |
|
SU984612A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ИЗДЕЛИЙ | 1967 |
|
SU203450A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ ПРОФИЛЕЙ ТИПА ЗВЕЗДОЧЕК ЦЕПНЫХ ПЕРЕДАЧ | 1991 |
|
RU2018400C1 |
| Заготовка для изготовления звездочек радиальной штамповки | 1977 |
|
SU725774A1 |
| Способ штамповки зубчатых колес | 1982 |
|
SU1152701A1 |
| Способ точной горячей штамповки | 1977 |
|
SU656878A1 |
| Способ изготовления звездочек цепных передач | 1987 |
|
SU1463986A1 |
| Заготовка для зубчатого венца | 1989 |
|
SU1697960A1 |
| Устройство для штамповки изделий | 1988 |
|
SU1687354A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2496595C2 |
СПОСОБ ИЗГОТОВЛЕНИЯ ЗВЕЗДОЧЕК ЦЕПНЫХ ПЕРЕДАЧ из конструкционных сталей, включакяций нагрев заготовки до температуры 900 1050°С и последующее деформирование . путем приложения к ее цилиндрической поверхности радиальных усилий, отличающийся тем, что, с целью noBbnneipiH точности и снижения трудоемкости, одновременно с деформ|1рованием загбтовки -производят подхолаживание ее торцовых поверхностей до температуры на 200 ниже температуры нагрева заготовки . (Л f7/r€fC/77l/VeC/fO f egjo/f/fffifvsf Ф1/г./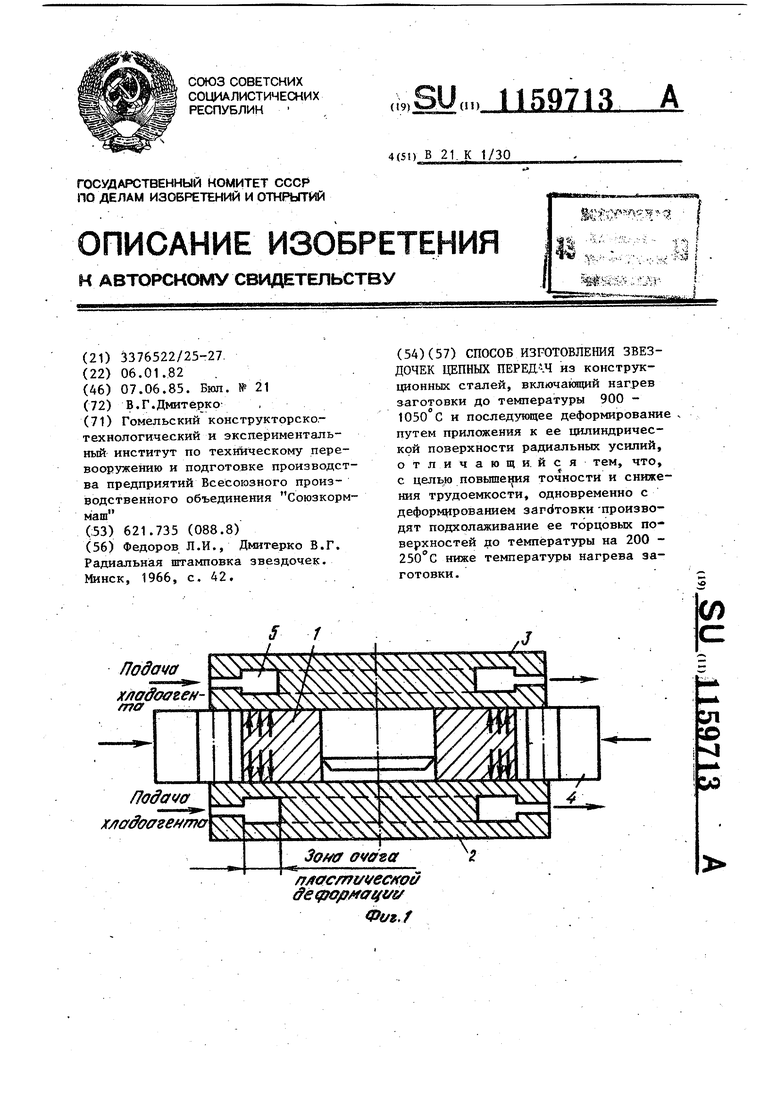
(Puz:2
| Федоров Л.И., Дмитерко В.Г | |||
| Радиальная штамповка звездочек | |||
| Минск, 1966, с, 42, Hodatfa хла осггента /Jodat a х/ю оаее/ та ifS - S --i I ..v,-.J3 i ШШ::;-Л:.М- .„г |
