Изобретение относится к обработке металлов давлением, а именно к устройствам для объемной штамповки.
Целью изобретения является повышение производительности и экономичности и надежности в работе.
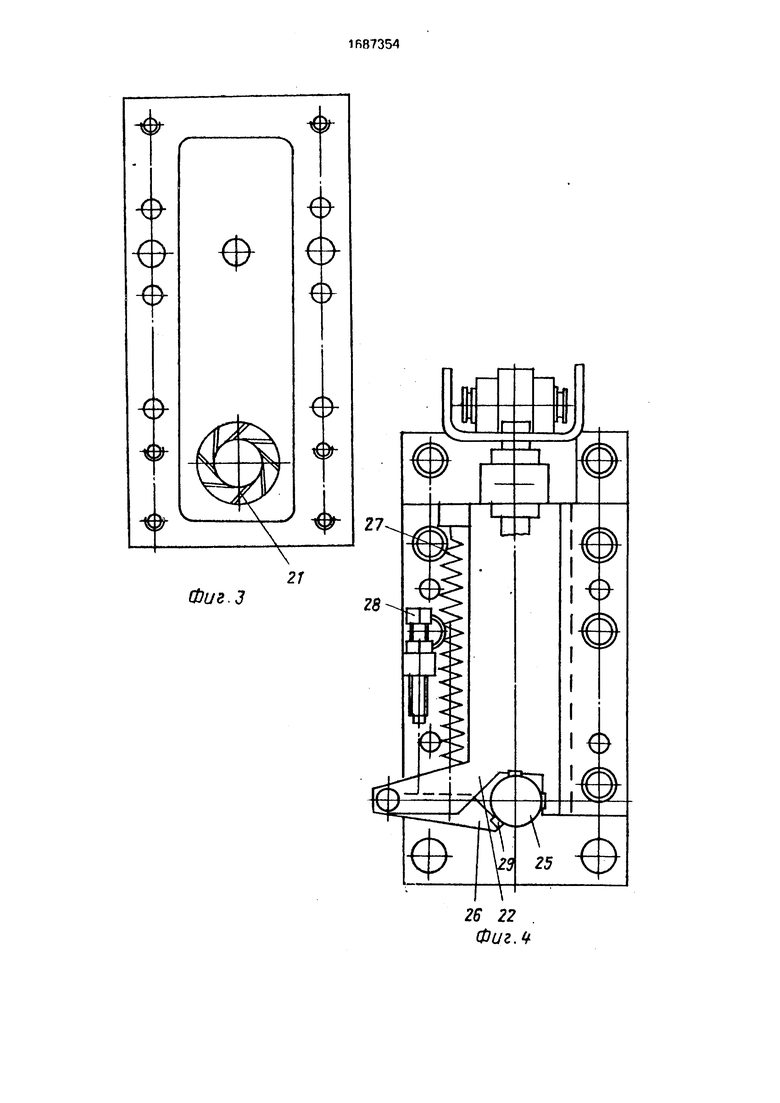
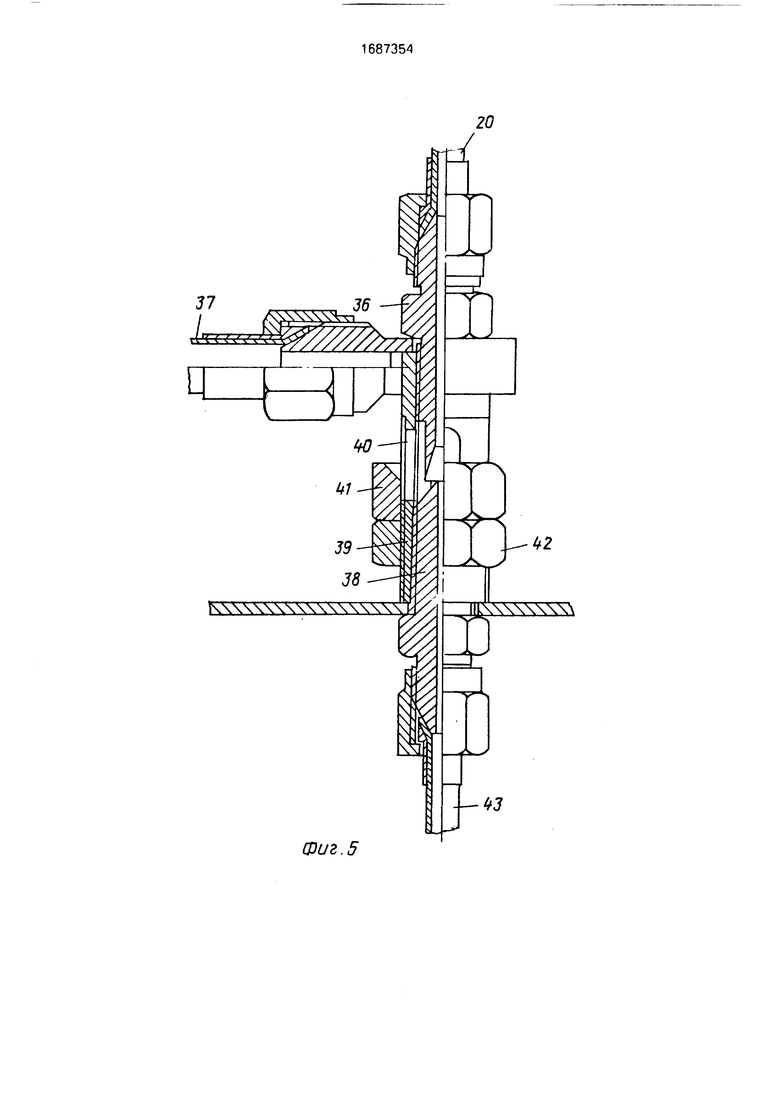
На фиг. 1 показано устройство, основная проекция, осевое сечение: на фиг 2 - подающая каретка и смазочный коллектор, поперечное сечение; на фиг. 3 - завихритель смазки, вид сверху; на фиг. 4 - подающая каретка, вид сверху; на фиг. 5 - дозирующее устройство для технологической смазки; на фиг. 6 - выполнение цепной передачи с ведомой и ведущей звездочками.
Устройство для штамповки на прессе содержит смонтированные соответственно на верхней 1 и нижней 2 плитах штампа пуансонный и матричный узлы. Пуансонный узел состоит из пуансона 3, охватываемого втулкой 4, которая прижимом 5 прикрепляется к верхней плите 1 болтами 6. На верхней плите 1 в пазу 7 размещен лоток 8 для подачи заготовок. На нижней плите 2 закрепляется матрица 9 посредством прижимного кольца 10 и болтов 11 Выталкиватель 12 центрируется проставкой 13, которая является опорой для матрицы. На прижимном кольце 10 смонтирован коллектор для подачи смазочной смеси в матрицу. Коллектор представляет собой щель 14, образованную планками 15 и 16 (фиг. 2). При этом щель 14 располагается в планке 16 В последней выполнено отверстие 17, через которое сквозь проставку 18. штуцер 19 и трубопровод 20 подается смазка. На краю планок 15 и 16 (фиг 3) выполнено сквозное отверстие диаметром больше диаметра пуансона 3 на 0,6 ... 0,9 мм. При этом отверстие на планке 16 окантовано восемью пластинами 21. установленными по касательной к образующей этого отверстия. Пластины формируют вихревой распылитель К верхней плоскости планки 15, выполненной из антифрикционного материала, прилегает каретка 22 (фиг 4), которая ограничивается направляющими 23 и 24 (фиг 2). Для фиксации оси заготовки 25 (фиг. 4) на оси матрицы на каретке за
(Л
С
О 00 VJ CJ СЛ
креплен рычаг 26, подпружиненный пружиной 27, а ход прижима ограничивается упором 28. Прижим оснащен твердосплавной вставкой 29, предотвращающей интенсивную теплопотерю заготовкой. На каретке 22 (фиг. 1) посредством резьбового хвостовика 30 закреплен ролик 31. Для блокирования заготовок на каретке на кронштейне установлен отсекатель 32. Последний посредством кронштейна 33 связан с кулачковым приводом (не показан). От вращения отсекатель 32 фиксируется винтом 24. Возвратное состояние отсекателя обеспечивается пружиной 35. Для подачи смазки трубопровод 20 подсоединен к штуцеру 36(фиг. 5), соединенному одним концом с подающим трубопроводом 37 и ниже: гором 38. Последний состоит из самого инжектора, обечайки 39 с окнами 40 и дозирующих гаек 41 и 42. Подача воздуха в дозатор инжекторного типа осуществляется через грубу 43. Система привода узлов выполнена в виде распределительного вала, например кулачкового, кинематически связанного с приводом пресса посредством цепной 44 передачи с ведущей 45 и ведомой 46 звездочками. При неизбежных изчосах в трущихся парах увеличиваются зазоры, влияющие на точность синхронизации работы элементов устройства. Компенсации износов осуществляют поворотом ведомой звездочки 46 на один зуб относительно ведущей звездочки. Для уменьшения величины дискретности регулировки число зубьев звездочек выбирают не менее 150.
После установки штампа-автомата на столе пресса производят заполнение системы смазки смазочным материалом. Это осуществляют несколькими холостыми ходами пресса, в течение которых смазка подается из бака по трубопроводу 37. Из последнего она по зазору между ним и обечайкой 39 стекает в ванночку, образованную инжектором 38 и гайкой. Из нее смазка подхватывается струей воздуха из трубы 43 и направляется через штуцер 36 и трубопровод 20 в вихревой распылитель. В течение холостых ходов пресса не только заполняется система смазки смазочных материалов, но смазывается и канал матрицы. Одновременно с этим заготовка 25 нагревается, и после этого подается по лотку 8 к штампу на
верхнюю плоскость подающей каретки 22. При перемещении каретки 22 от, например, кулачкового привода в направлении заготовки подпружиненный рычаг 26 наталкивается на регулируемый упор 28, открывая проход заготовке 25 в зону захвата каретки 22. При возвратном перемещении каретка 22 в направлении к оси матрицы рычаг 26 отходит от упора 28 и зажимает заготовку.
При совмещении осей заготовки 25, матрицы 9 и пуансона 3 последний осуществляет заталкивание заготовки 25 в матрицу 9 и деформирование ее в изделие. При прохождении заготовки вихревого распылителя
смазка покрывает ее поверхность равномерным слоем. Далее пуансон поднимается, изделие выталкивается, а каретка 22 перемещается с оси пуансон-матрица на по- .зицию приема новой заготовки. Цикл повторяется. Поштучность подачи заготовок в каретку 22 обеспечивается,отсекателем 32.
.Формула изобретения
1.Устройство для штамповки изделий на прессе, содержащее пуансон, контейнер
с матрицей, каретку для подачи заготовок в зону деформирования, систему подачи смазки с дозатором и систему привода узлов устройства, отличающееся тем,
что, с целью повышения производительности, экономичности и надежности в работе, система подачи смазки выполнена в виде коллектора с вихревым распылителем, величина хода каретки составляет 1,6 ... 1,9 диаметра пуансона, система привода узлов устройства выполнена в виде распределительного вала, например кулачкового, кинематически связанного с приводом пресса
посредством цепной передачи с ведущей и ведомой звездочками.
2.Устройство по п. 1,отличающее- с я тем, что дозатор выполнен в виде открытой сверху емкости, образованной обечайкой с окнами для прохода смазки, штуцером и регулировочной гайкой, при этом торец штуцера расположен ниже верхнего торца гайки,
3.Устройство по п. 1,отличающее- с я тем, что число зубьев на ведущей и
ведомой звездочках цепной передачи выполнено равным, но не менее 150 на каждой из них.
SSS3}- 9i

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для получения изделий из листового винипласта | 1960 |
|
SU139075A1 |
| КАМНЕОБРАБАТЫВАЮЩИЙ МНОГОДИСКОВЫЙ СТАНОК С ДВОЙНЫМ МОДУЛЕМ ВРАЩЕНИЯ И РАБОЧЕЙ ПОДАЧИ ЗАГОТОВОК | 2007 |
|
RU2348522C1 |
| Установка для вырубки деталей из полосовых эластичных заготовок | 1984 |
|
SU1333589A1 |
| Устройство для охлаждения и смазки инструментального блока | 1984 |
|
SU1180132A1 |
| Устройство для нанесения смазочной жидкости на формы | 1990 |
|
SU1761080A1 |
| Машина для сферодвижной штамповки металлических заготовок | 1976 |
|
SU642055A1 |
| Роторная линия | 1990 |
|
SU1796323A1 |
| Устройство для подачи заготовок в рабочую зону пресса | 1981 |
|
SU1004155A1 |
| Способ изготовления изделий типа фильтров и роторно-конвейерная линия для их изготовления | 1990 |
|
SU1782773A1 |
| Линия для обработки листовых заготовок | 1990 |
|
SU1784369A1 |


Изобретение относится к обработке металлов давлением. Цель изобретения - повышение производительности, экономичности и надежности в работу Устройство со стоит из контейнера с матрицей, блока пуансона, подающей каретки, совмещенной с устройством подачи смазки, и дозирующе го устройства. Последнее выполнено в виде штуцера с обечайкой и гайкой, которые образуют необходимый объем для смазки Распыленная воздухом смазка подается по трубопроводу в щелевую полость подающей каретки, где на матрицу или заготовку дополнительно распыляется вихревым распылителем. 2 з.п ф-лы, 6 ил
WtLMl
и
С гпф
а
-в
О
О
О
-а
О
we/.8yi
37
Фиг. 5
ЬЗ
xt.«
«ft-V .
Фиг.6
45
w
| Устройство для штамповки изделий | 1979 |
|
SU797832A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
