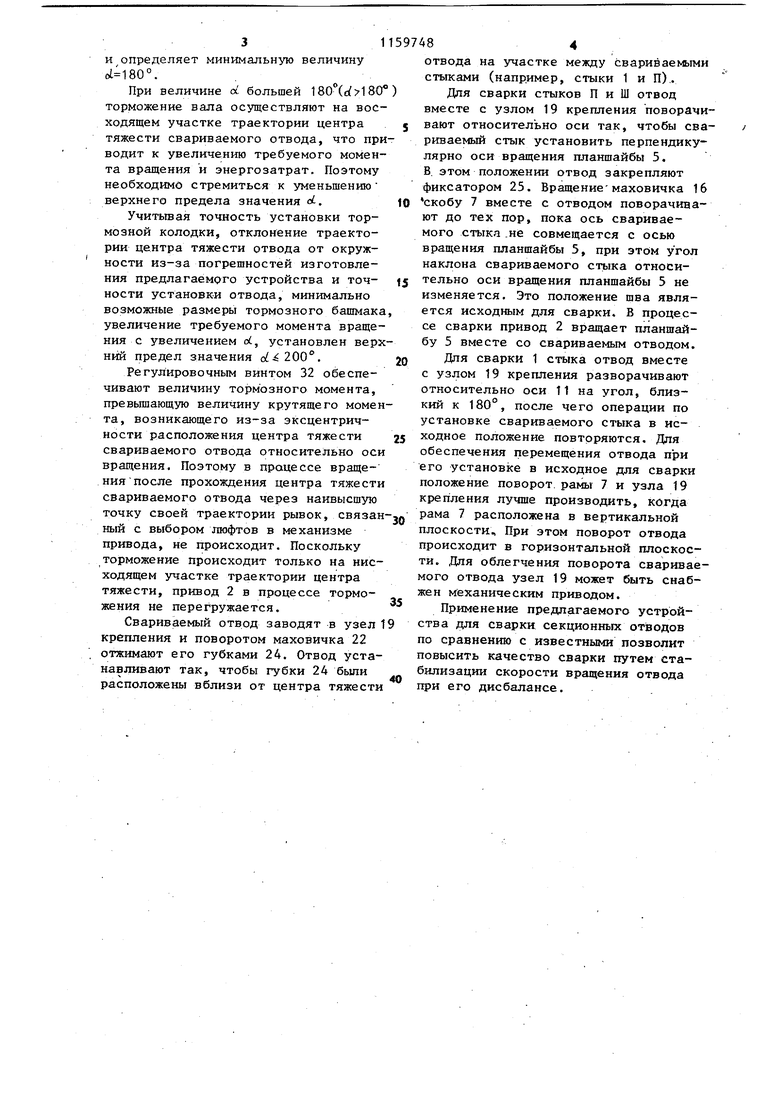
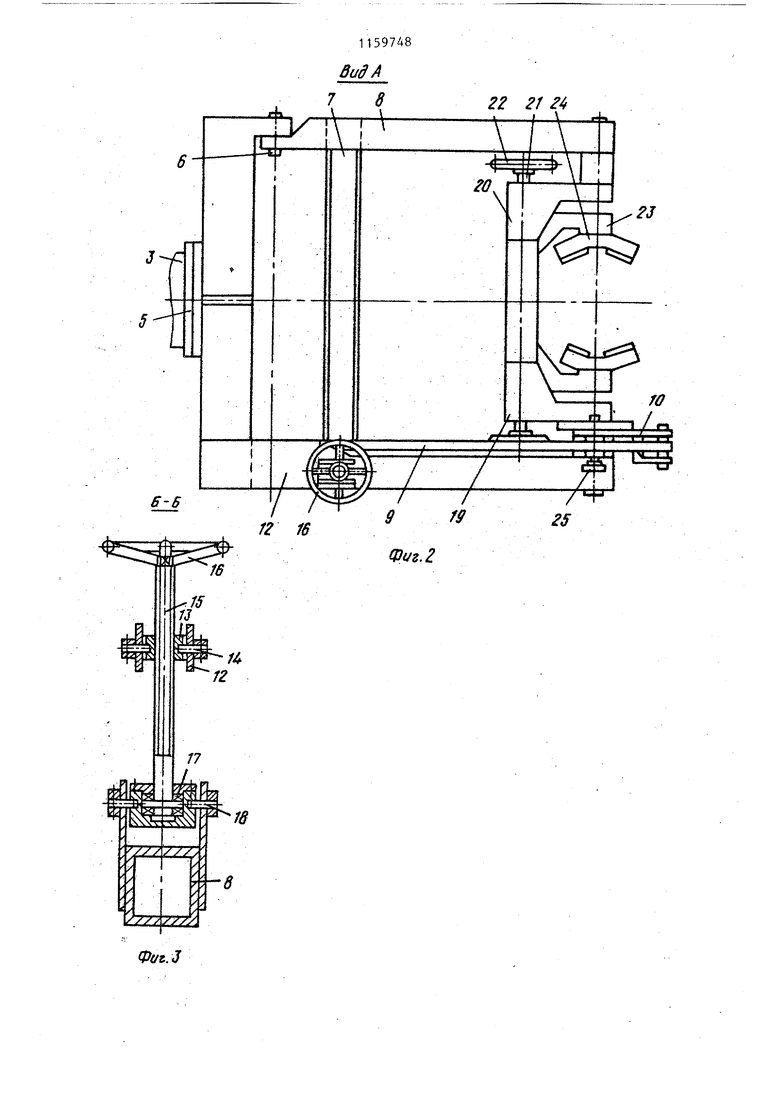
Изобретение относится к сварке, а именно к конструкции устройства для сборки и бращения в процессе сварки секционных отводов трубопрово дов, а также других аналогичных изделий и является усовершенствованием известного устройства по авт. св. № 998069. Цель изобретения - повышение качества сварки. Поставленная цель достигается путем стабилизации постоянства скорости вращения изделия при его дисбалан се. На фиг. 1 показано устройство для сварки секционных отводов, вид сбоку; на фиг. 2 - вид А на фиг. 1; . на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 и 6 - разрез Г-Г на фиг. 4 варианты. Устройство состоит из основания 1 на котором установлен привод 2, на валу 3 которого в подшипниках 4 -уста новлена планшайба 5. К ней шарнирно с возможностью поворота относительно оси 6 параллельно плоскости планшай-бы 5 прикреплена П-образная скоба 7 с консолями 8. В плоскости, проходящей через продольную ось одной из консолей 8 и перпендикулярной оси 6, размещены тяги 9 и 10. Тяга 9 шарнирно смонтирована на планшайбе параллельно консолям скобы С ней шарнирно соединена тяга 10, размещенная параллельно планшайбе. Тяги.9 и 10 образуют с одной из консолей 8 и планшайбой 5 шарнирный параллелограмм, в котором тяга 10 соединена с консолью 8 с возможностью вращения относительно оси 11, параллельной оси 6. На планшайбе 5 установлен кронштейн 12, на котором шарнирно установлена гайка 13с цапфами 14J ось которых параплельна.я оси 6.С гайкой 13 взаимодействует винт. 15,, один конец которого снабжен маховичком 16, а второй конец при помощи двухстЬроннего упорного подшипника 17 и шарнира 18 соединен с консолью 8. Винт 15 расположен в плоскости, перпендикулярной оси 6, На концах консолей 8 соосно с тягой 10 с возможностью вращения относительно оси 11 установлен узел 19 крепления отводов, который включает в себя раму 20 и винт 21, вьтолненный G правой и левой резьбой и снабженный маховичками 22. На винте 21 симметрично относительно..оси вращения планшайбы 5 установлены стойки 23 с губками 24, На тяге 10 установлен фиксатор 25, взаимодействующий с рамой 20. На валу 3 планшайбы жестко установлены кольцевые ребра 26 с отверстиями 27; Между ребрами 26 установлена тормозная колодка 28 с углом обхвата 0 180°- 200°. Тормозная колодка 28 прикреплена к ребрам 26 болтами 29, пропущенными через отверстия 27 и соответствующими отверстйя|ми в тормозной.колодке 28 (фиг. 5). Для того, чтобы положение тормозной колодки 28 можно было регулировать, количество отверстий 27 в ребрах 26 больше, чем количество соответствующих отверстий в тормозной колодке 28. Рычаг 30 соединен с основанием 1 одним концом при помощи шарнира 31, а другим - регулировочным винтом 32. На рычаге 30 шарнирно установлен тормозной башмак 33, обладающий возможностью взаимодействия с тормозной колодкой 28. Для обеспечения бесступенчатой регулировки положения тормозной колодки 28 возможен другой вариант ее крепления. В этом случае положение тормозной колодки 28 фиксируется прижимными винтами 34, расположенными в одном из ребер 27 и контактирующими с боковой поверхностью тормозной колодки 28 (фиг. 6). Устройство работает следующим образом. Тормозную колодку 28 крепят к ребрам 26 таким образом, чтобы в момент прохождения центра тяжести свариваеМОГо отвода через наивысшую точку своей траектории тормозная колодка 28 вступила во взаимодействие с тормозным башмаком 33. При достижении центром тяжести отвода наивысщей точки своей траектории (момент перехода с восходящего участка на нисходящий) возможен рывок, в процессе которого под воздействием массы отвода выбираются люфты, -имеющиеся в механизме привода. Чтобы избежать этого рывка на всем нисходящем участке траектории, вал, с которым соединен свариваемый отвод, притормаживают. Именно веЛи- . чина нисходящего участка траектории и определяет минимальную величину . При величине х большей 180 ( торможение вала осуществляют на восходящем участке траектории центра тяжести свариваемого отвода, что при водит к увеличению требуемого момента вращения и энергозатрат. Поэтому необходимо стремиться к уменьшению верхнего предела значения cL, Учитьтая точность установки тормозной колодки, отклонение траектории центра тяжести отвода от окружности из-за погрешностей изготовления предлагаемого устройства и точности установки отвода, минимально возможные размеры тормозного башмака ув.еличение требуемого момента вращения с увеличением ot, установлен верх ний предел значения . Регулировочным винтом 32 обеспечивают величину тормозного момента, превьппающую величину крутящего момен та, возникающего из-за эксцентричности расположения центра тяжести свариваемого отвода относительно оси вращения. Поэтому в процессе вращения после прохождения центра тяжести свариваемого отвода через наивысшую точку своей траектории рывок, связан ный с выбором люфтов в механизме привода, не происходит. Поскольку то1рможение происходит только на нисходящем участке траектории центра тяжести, привод 2 в процессе торможения не перегружается. Свариваемый отвод заводят в узел крепления и поворотом маховичка 22 отжимают его губками 24. Отвод устанавливают так, чтобы губки 24 были расположены вблизи от центра тяжести 1 84 отвода на участке между свариваемыми стыками (например, стыки 1 и П). Для сварки стыков П и Ш отвод вместе с узлом 19 крепления поворачивают относительно оси так, чтобы свариваемый стык установить перпендикулярно оси вращения планшайбы 5. В. этом положении отвод закрепляют фиксатором 25. Вращениемаховичка 16 скобу 7 вместе с отводом поворачивают до тех пор, пока ось свариваемого стыка .не совмещается с осью вращения планшайбы 5, при этом угол наклона свариваемого стыка относительно оси вращения планшайбы 5 не изменяется. Это положение шва является исходным для сварки. В процессе сварки привод 2 вращает планшайбу 5 вместе со свариваемым отводом. Для сварки 1 стыка отвод вместе с узлом 19 крепления разворачивают относительно оси 11 на угол, близкий к 180 , после чего операции по установке свариваемого стыка в исходное положение повторяются. Для обеспечения перемещения отвода при его установке в исходное для сварки положение поворот, рамы 7 и узла 19 крепления лучше производить, когда рама 7 расположена в вертикальной плоскости., При этом поворот отвода происходит в горизонтальной плоскости. Для облегчения поворота свариваемого отвода узел 19 может быть снабжен механическим приводом. Применение предлагаемого устройства для сварки секционных отводов по сравнению с известными позволит повысить качество сварки путем стабилизации скорости вращения отвода при его дисбалансе.
ВидА
Ф(/1.3 22 212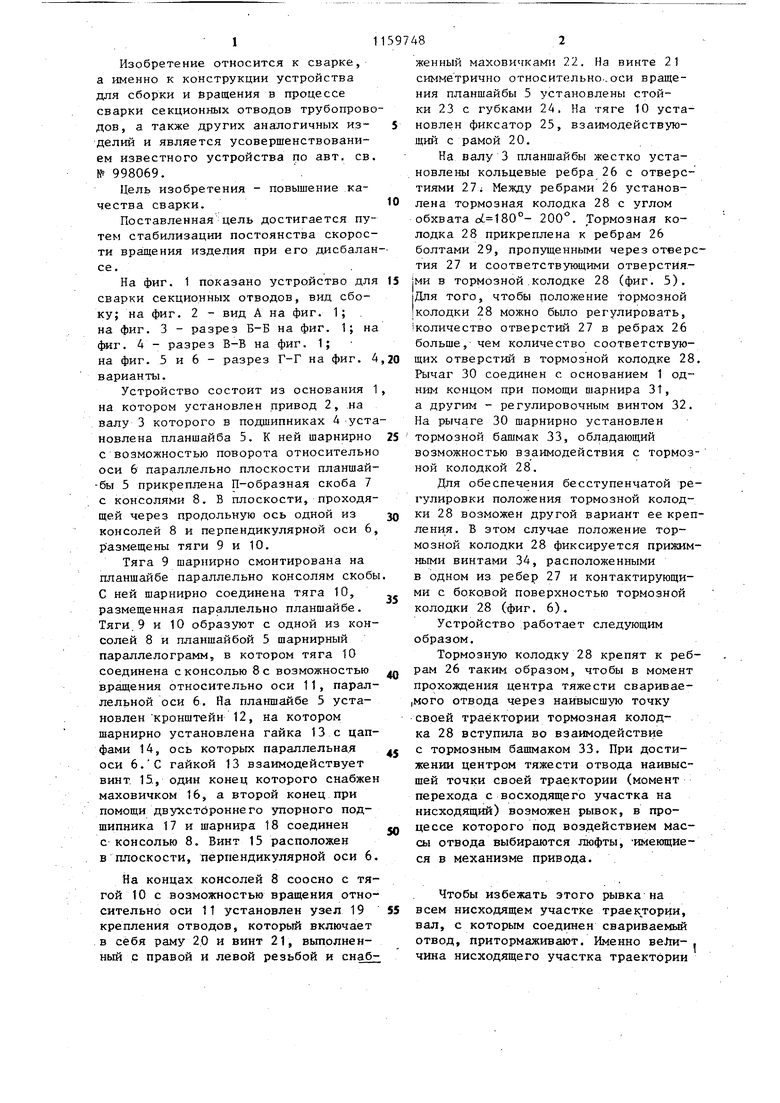
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки секционных отводов | 1981 |
|
SU998069A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ПОПЕРЕЧНЫХ ШВОВ ОБЕЧАЕК | 1969 |
|
SU253270A1 |
| Устройство для сварки секционных отводов | 1983 |
|
SU1164028A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ СЕКЦИОННЫХ ОТВОДОВ ТРУБ | 1996 |
|
RU2103138C1 |
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
| Вращатель свариемых трубчатых фасонных изделий | 1976 |
|
SU616103A1 |
| Установка для сборки и сварки секций трубопроводов | 1980 |
|
SU929382A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ СЕКЦИОННЫХ ОТВОДОВ ТРУБОПРОВОДОВ | 2002 |
|
RU2252849C2 |
| Сварочная установка | 1986 |
|
SU1388240A1 |
| Устройство для сварки отводов трубопроводов | 1982 |
|
SU1063566A1 |
УСТРОЙСТВО ДЛЯ СВАРКИ СЕКЦИОННЫХ ОТВОДОВ по авт. св. № 998069, отличающееся тек, что, с целью повышения качества сварки путем стабилизации скорости вращения изделия при его дисбалансе, на основании дополнительно смонтирован регулируемый тормозной башмак, а на планшайбе имеете тормозная колодка с углом обхвата планшайбы , установленная с возможностью поворота и фиксации относительно .планшайбы и с возможностью взаимодействия с тормозным башмаком. сл СП ;о 4 00 в фиг. 1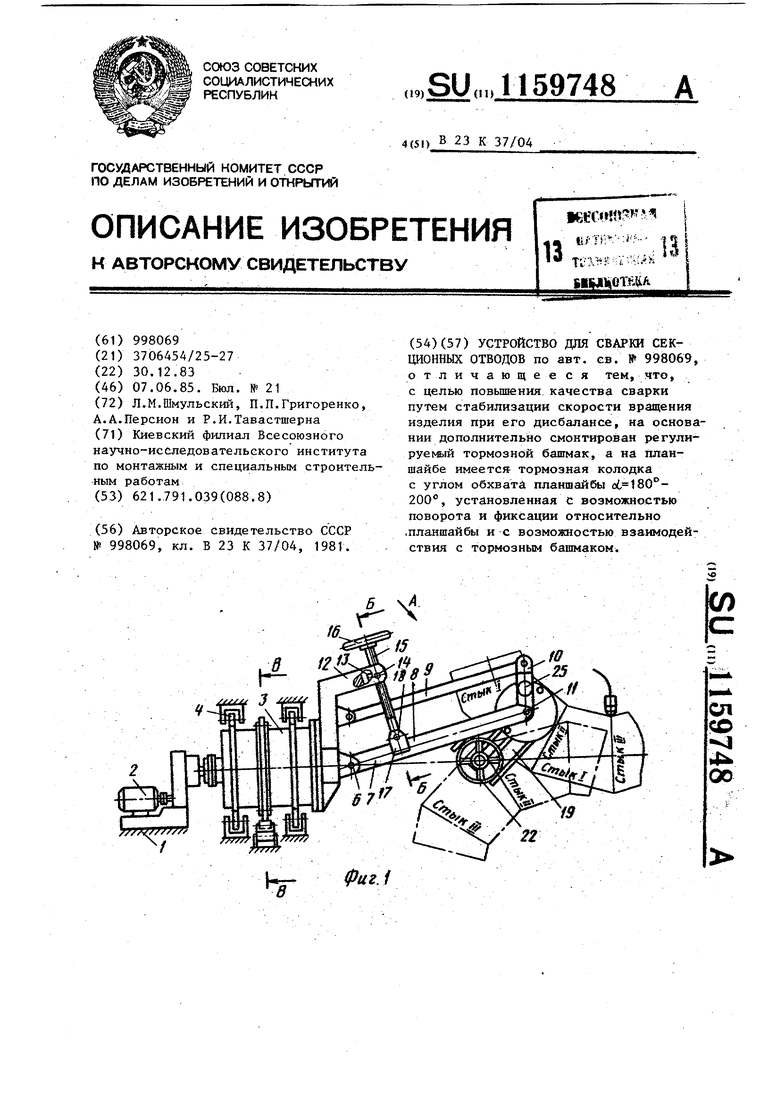
| Устройство для сварки секционных отводов | 1981 |
|
SU998069A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
