Изобретение относится к сварке, в частности к устройствам для сборки и сварки фасонных трубчатых элементов, и может быть использовано в машиностроении и энергомашиностроении.
Известен центратор для сборки и сварки отводов стальных трубопроводов, содержащий смонтированные на общей раме стойки с двумя патронами, снабженными роликовыми кантователями, вращающимися от одного электропривода, и зажимное устройство I.
Однако для сварки каждого стыка отвод переустанавливается, на что тратится значительное количество времени.
Известен также кантователь для поворота и установки в положение сварки криволинейных трубчатых рам, содержащий стационарно закрепленные передние и задние стойки, в которых установлены с возможностью перемещения поворотная планшайба и торцовый захват 2.
Недостатком устройства является то, что стойки кантователя, выполняющие роль направляющих, установлены стационарно, так как при этом невозможно сваривать на кантователе трубчатые фасонные изделия, центры сечения которых значительно смещены друг относительно друга.
Известен вращатель свариваемых трубчатых фасонных изделий, являющийся наиболее близким к изооретению по технологической сущности и достигаемому результату, содержащий поворотную планшайбу, в направляющих которой установлен ползун с шарнирно закрепленным на нем зажимом 3.
Однако зажим для крепления изделия выполнен в виде консоли с креплением ее на направляющих, что приводит при разMeineniiH на нем изделий максимальных габаритов к понижению надежности крепления и к увеличению мощности и габаритов вращателя.
Для расширения технологических возможностей и увеличения надежности закрепления изделия предлагаемый вращатель снабжен дополнительной поворотной планшайбой с направляющими и ползуном, а зажим выполнен в виде телескопической штанги с шарнирно установленными на неподвижной ее части опорными рычагами, соединенными между собой регулировочным винтом, при этом неподвижная часть штанги шарнирно закреплена на ползуне дополнительной планшайбы, а подвижная часть - на ползуне основной планшайбы.
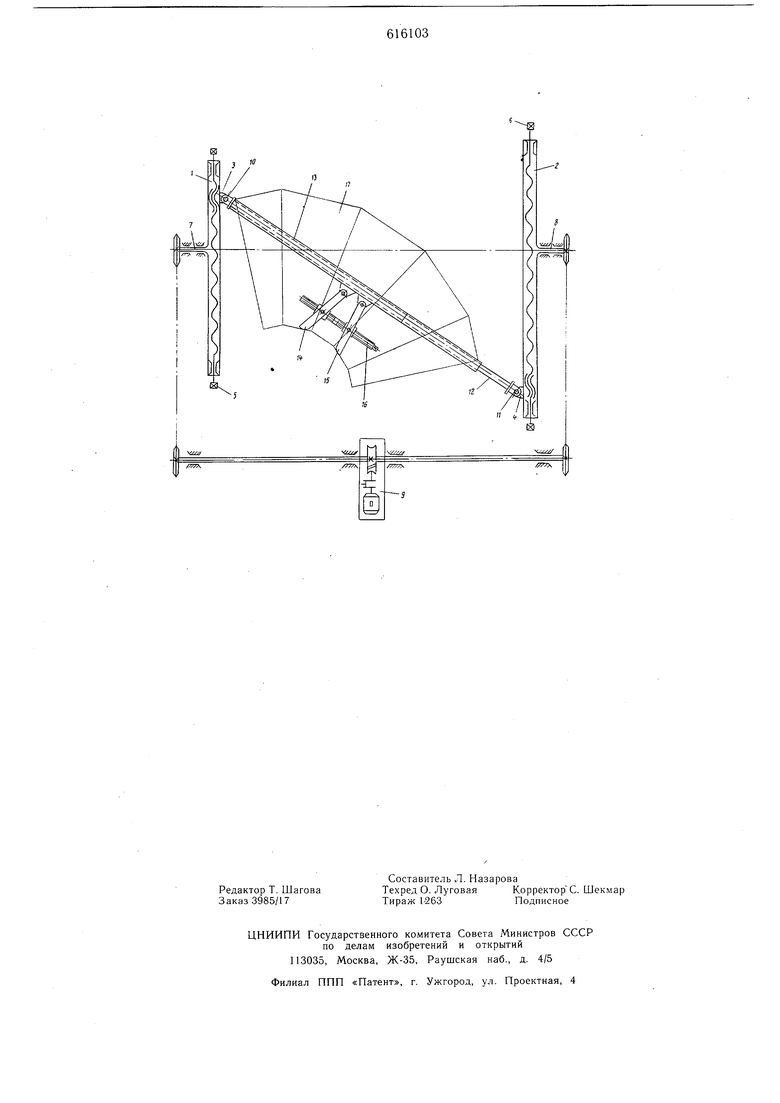
На чертеже дана кинематическая схема предлагаемого вращателя.
Он состоит из двух поворотных планшайб с направляющими 1 и 2 и ползунами 3 и 4, которые при помощи винтов 5 1 6 кинематически связаны с направляющими 1 и 2. Направляющие 1 и 2 жестко связаны с осями 7 и 8, кинематически связанными с приводом 9. На ползунах 3 и 4 щарнирно закреплен посредством щтырей 10 и 11 зажим 12, выполненный в виде телескопической щтанги, на неподвижной части 13 которой щарнирно установлены рычаги 4 и 15, связанные между собой регулировочным винтом 16 с правой и левой резьбой.
Вращатель работает следующим образом.
Зажим 12 вставляется в свариваемое изделие 17 и фиксируется в нем путем сближения рычагов 14 и 15 винтом 16 за счет прижатия неподвижной секции телескопической штанги 13 к свариваемому изделию.
Затем собранный узел грузоподъемным механизмом вставляют в ползуны 3 и 4, фиксируя съемными щтырями 10 и 11. Винтами 15 и 16 ползуны перемещают по направляющим 1 и 2 до положения, при котором центр подлежащего сварке кольцевого щва совпадает с осью вращения направляющих.Приводом 9 устанавливается скорость вращения изделия в соответствии с требуемой скоростью сварки.
После выполнения сварки всех кольцевых швов, грузоподъемным механизмом сваренное изделие с зажимным устройством снимается с ползунов, предварительно вынимаются съемные штыри.
Освобождение зажима 12 от свариваемого изделия осуществляется раздвижением рычагов 14 и 15 винтом 16,
Применение данной установки для сварки фасонных изделий позволяет повысить производительность труда за счет сокращения затрат времени на установку отвода в приспособление и позволяет производить сварку отводов трубопроводов больших габаритов и массы.
Формула изобретения
Вращатель свариваемых трубчатых фасонных изделий, содержащий поворотную планшайбу, в направляющих которой установлен ползун с шарнирно закрепленным на нем зажимом, отличающийся тем, что, с целью расширения технологических возможностей и увеличения надежности закрепления изделия, он снабжен дополнительной поворотной планшайбой с направляющими и ползуном, а зажим выполнен в виде телескопической щтанги с шарнирно установленными на неподвижной ее части опорными рычагами, соединенными между собой регулировочным винтом, при этом неподвижная часть штанги шарнирно закреплена на ползуне дополнительной планшайбы, а подвижная часть - на ползуне основной планшайбы.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство СССР Л 209601, кл. В 23 К 37/04, 1966.
2.Оборудование для комплексной механизации сварочного производства, ОМТРМ 5436-РОЗ-65, ч. I с. 71.
3.Авторское свидетельство СССР № 104800, кл. В 23 К 31/06, 1956.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ ТРУБ | 1970 |
|
SU277982A1 |
| Кольцевой кантователь | 1985 |
|
SU1269958A1 |
| Установка для сварки отводов трубопроводов | 1982 |
|
SU1115874A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1970 |
|
SU259297A1 |
| УСТАНОВКА ДЛЯ СВАРКИ СЕКТОРОВ ОТВОДОВ ТРУБ | 2021 |
|
RU2780860C1 |
| Установка для сварки секционных отводов | 1979 |
|
SU774886A1 |
| Устройство для сварки неповоротных стыков труб | 1983 |
|
SU1098727A1 |
| СПОСОБ ПОЗИЦИОНИРОВАНИЯ СЕКТОРОВ ПРИ СВАРКЕ ОТВОДОВ ТРУБ | 2021 |
|
RU2781262C1 |
| ПОЛЕВАЯ МНОГОФУНКЦИОНАЛЬНАЯ УСТАНОВКА ДЛЯ СВАРКИ ТРУБНЫХ УЗЛОВ И НЕСТАНДАРТНОГО ОБОРУДОВАНИЯ | 2009 |
|
RU2433897C2 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |