(54) СПОСОБ ИЗГОТОВЛЕНПЯ АБРАЗИВНЫХ КРУГОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления абразивных кругов | 1986 |
|
SU1502316A1 |
| Способ изготовления абразивных кругов | 1983 |
|
SU1159782A1 |
| Гидравлический пресс с поворотным столом для прессования абразивных кругов | 1949 |
|
SU81116A1 |
| Устройство для формования изделий | 1977 |
|
SU733986A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ СЛОЖНОГО ПРОФИЛЯ ИЗ ПОРОШКОВ | 2014 |
|
RU2553143C1 |
| Устройство для прессования абразивных сегментов | 1978 |
|
SU967857A1 |
| Шлифовальный круг | 1985 |
|
SU1283072A1 |
| Прессформа | 1977 |
|
SU683923A1 |
| Способ изготовления абразивного инструмента | 1987 |
|
SU1481049A1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2107609C1 |
I
Изобретение относится к изготовлению абразивных кругов и может быть использовано для производства силовых и скоростных обдирочных кругов на органической связке по технологии горячего прессования для обработки поверхности литья и проката.
Наиболее близким техническим решением является способ изготовления абразивных кругов, включающий засыпку мелжозернистой абразивной массы в центральную часть пресс-формы, засыпку крупнозернистой абразивной массы в периферийную часть пресс-формы и совместное их прессование 1.
Однако получаемые абразивные круги имеют неуравновешенность вследствие навалов мелкозернистой части на крупнозернистую после извлечения разделяющей оправки, а также нарушение границы частей, приводящее к перемещению в радиальном направлении мелкозернистой массы от центра пресс-формы, а крупнозернистой - к ее центру. Так как плотность мелкозернистой и крупнозернистой частей неодинакова вследствие различной рецептуры, то в результате нарушается плотность в диаметральном
сечении круга и возникает неуравновешен-, ная масса, приводящая к снижению механической прочности и повышению уровня вибраций при эксплуатации кругов.
Цель изобретения - получение равно5 плотных изделий абразивнь1х кругов, имеющих мелкозернистую центральную часть.
Поставленная цель достигается тем, что в способе изготовления абразивных кругов, включающем засыпку .мелкозернистой абразивной массы в центральную часть пресс10 формы, засыпку крупнозернистой абразнвной массы в периферийную часть прессформы и совместное их прессование, перед засыпкой в периферийную часть пресс-формы крупнозернистой массы осуществляют, подпрессовку мелкозернистой абразнв ной массы в центральной части, а после засыпки периферийной части пресс-формы крупнозернистой абразивной массой производят подпрессовку последней.
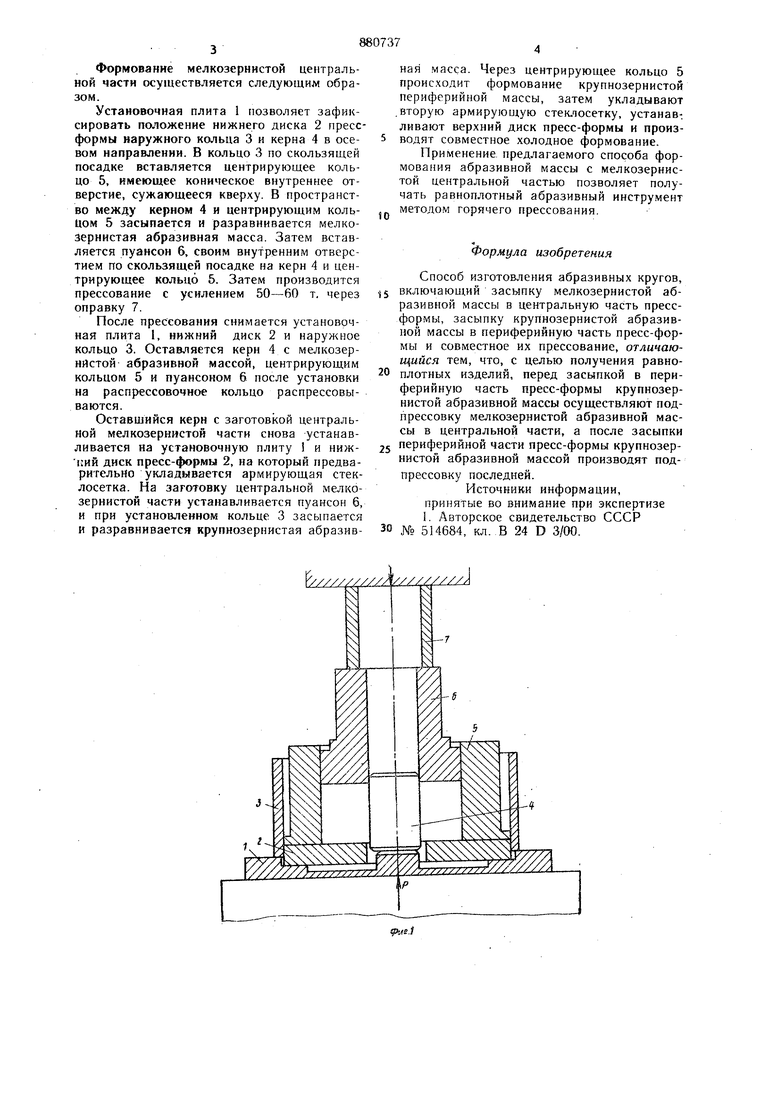
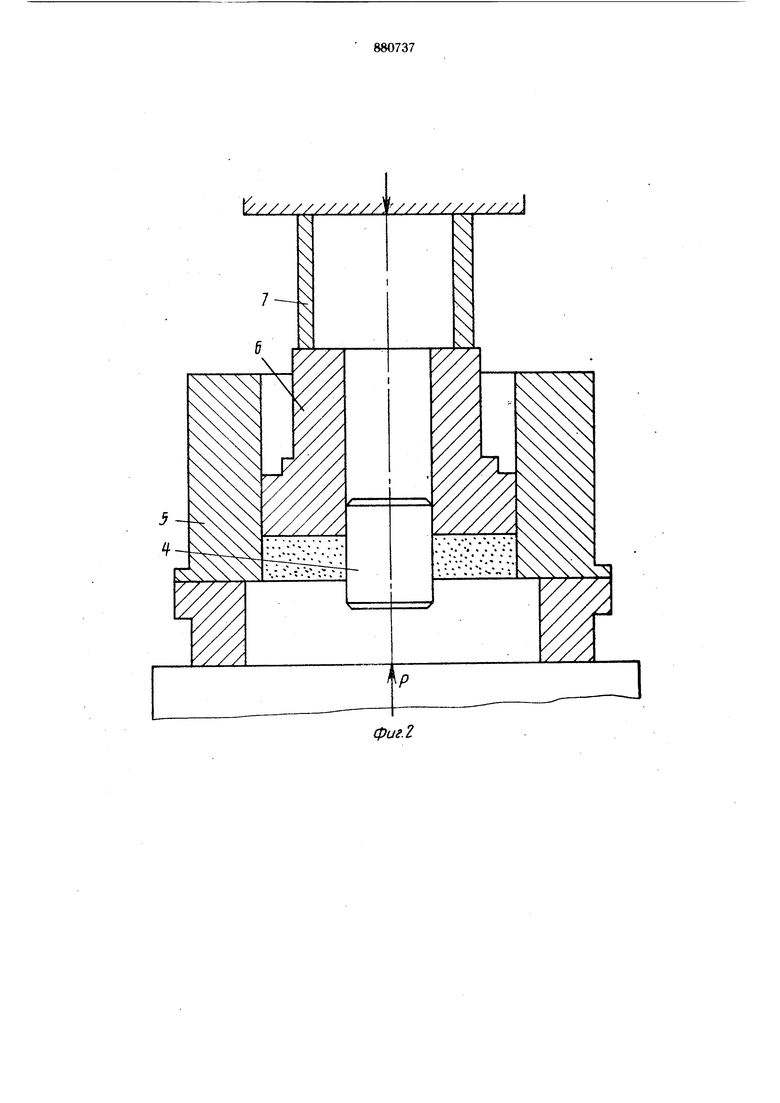
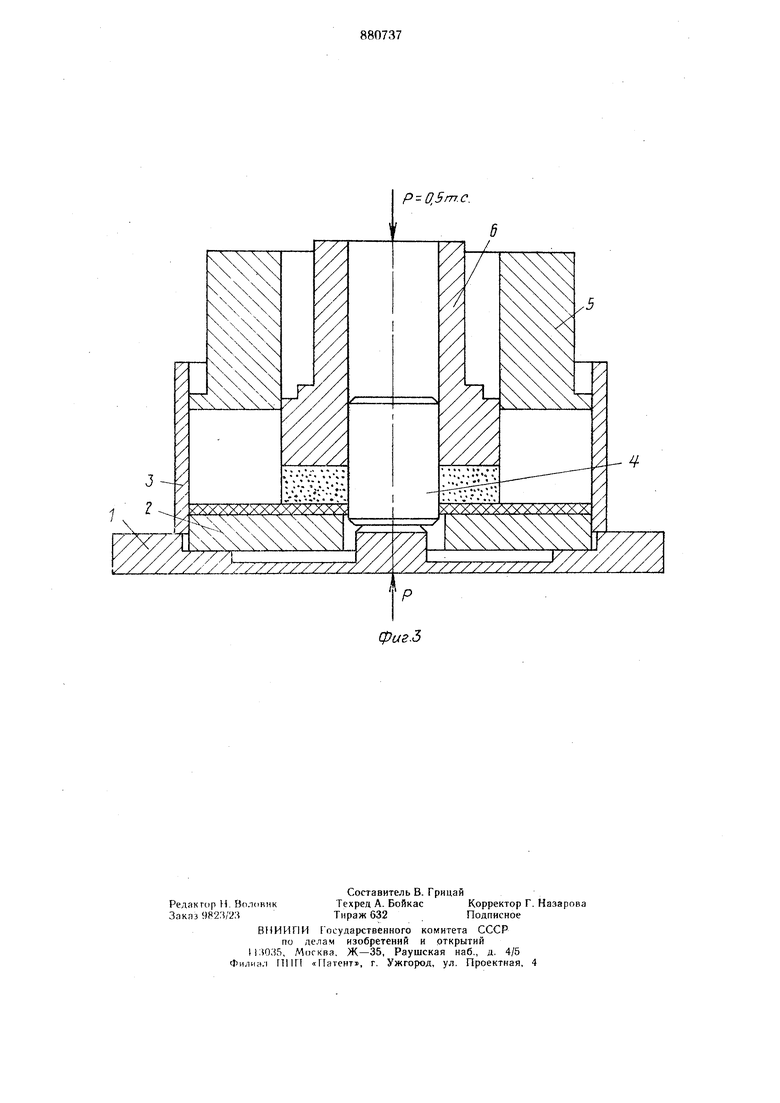
На фиг. 1 изображено формование мелкозернистой центральной части; на фиг. 2 - распрессовка заготовки мелкозернистой центральной части; на фнг. 3 - формование крупнозернистой периферийной части.
Формование мелкозернистой центральной части осуществляется следующим образом.
Установочная плита 1 юзволяет зафиксировать паюжение нижнего диска 2 прессформы наружного кольца 3 и керна 4 в осевом направлении. В кольцо 3 по скользящей посадке вставляется центрирующее кольцо 5, имеющее коническое внутреннее отверстие, сужающееся кверху. В пространство между керном 4 и центрирующим кольцом 5 засыпается и разравнивается мелкозернистая абразивная масса. Затем вставляется пуансон 6, своим внутренним отверстием по скользящей посадке на керн 4 н центрирующее кольцо 5. Затем производится прессование с усилением 50-60 т, через оправку 7.
После прессования снимается установочная плита 1, нижний диск 2 и наружное кольцо 3. Оставляется керн 4 с мелкозернистой абразивной массой, центрирующим кольцом 5 и пуансоном 6 после установки на распрессовочиое кольцо распрессовываются.
Оставшийся керн с заготовкой центральной мелкозернистой части снова устанавливается на установочную плиту i и нижпий диск пресс-формы 2, на который предварительно укладывается армирующая стеклосетка. На заготовку центральной мелкозернистой части устанавливается пуансон 6, и при установленном кольце 3 засыпается и разравнивается крупнозернистая абразивная масса. Через центрирующее кольцо 5 происходит формование крупнозернистой периферийной массы, затем укладывают .вторую армирующую стеклосетку, устанав-. ливают верхний диск пресс-формы и производят совместное холодное формование.
Применение предлагаемого способа формования абразивной массы с мелкозернистой центральной частью позволяет получать равноплотиый абразивный инструмент методом горячего прессования.
Формула изобретения
Способ изготовления абразивных кругов, включающий засыпку мелкозернистой абразивной массы в центральную часть прессформы, засыпку крупнозернистой абразивной массы в периферийную часть пресс-формы и совместное их прессование, отличающийся тем, что, с целью получения равноплотных изделий, перед засыпкой в периферийную часть пресс-формы крупнозернистой абразивной массы осуществляют подпрессовку мелкозернистой абразивной массы в центральной части, а после засыпки периферийной части пресс-формы крупнозернистой абразивной массой производят подпрессовку последней.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 514684, кл.,В 24 D 3/00. Рфиг.З 0.5 т.е.
