г
kn
равно предельному осевому усилию прессования, в кольцо 3 по скользящей посадке вставляется центрирующее кольцо 6. В пространство между втулкой 10 керна и кольцом 6 засьша- ют и разравнивает мелкозернистую абразивную массу, и через пуансон 12
1502316
осуществляют подпрессовку ее с заданным усилием. Затем в пресс-форму укладывается крупнозернистая масса, после чего осуществляется совместное прессование обеих частей круга, 1 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления абразивных кругов | 1979 |
|
SU880737A1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2002 |
|
RU2228255C1 |
| Гидравлический пресс с поворотным столом для прессования абразивных кругов | 1949 |
|
SU81116A1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2107609C1 |
| Способ изготовления абразивных кругов | 1983 |
|
SU1159782A1 |
| Устройство для формования изделий | 1977 |
|
SU733986A1 |
| ПРЕСС-ФОРМА ДЛЯ ФОРМОВАНИЯ ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ | 2002 |
|
RU2216440C2 |
| ПРЕСС-ФОРМА ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА | 2002 |
|
RU2236342C2 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ | 1999 |
|
RU2156684C1 |
| БИБЛИОТЕКАабразивов и шлифования | 1973 |
|
SU370053A1 |
Изобретение относится к изготовлению абразивного инструмента, преимущественно силовых и скоростных обдирочных кругов на органической связке методом прессования. Целью изобретения является повышение качества изделий. В пресс-форму с установленными пружинами 5 и 11, подобранными для каждого типоразмера формируемых изделий таким образом, чтобы их суммарное усилие сжатие было равно предельному осевому усилию прессования, в кольцо 3 по скользящей посадке вставляется центрирующее кольцо 6. В пространство между втулкой 10 керна и кольцом 6 засыпают и разравнивает мелкозернистую абразивную массу, и через пуансон 12 осуществляют подпрессовку ее с заданным усилием. Затем в пресс-форму укладывается крупнозернистая масса, после чего осуществляется совместное прессование обеих частей круга. 1 ил.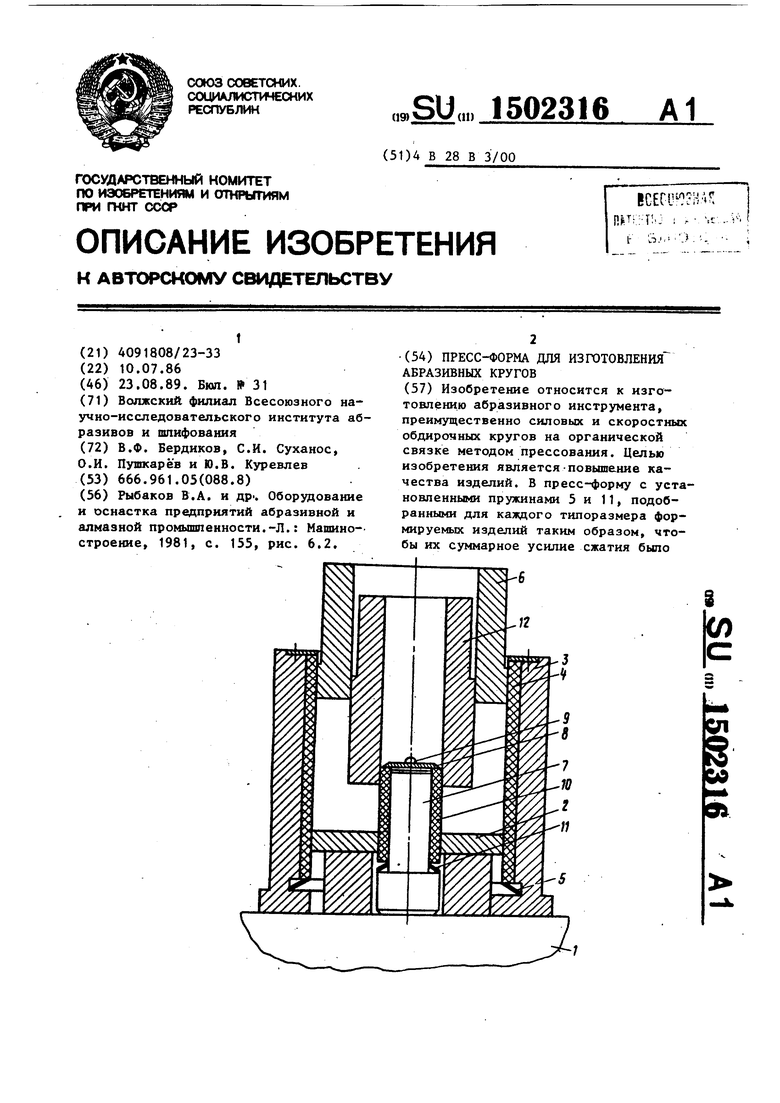
Изобретение относится к изготовлению абразивного инструмента, пре- имущественно силовых и скоростных обдировочных кругов на органической связке методом прессования.
Цель изобретения - повьшение качества изделий.
На чертеже представлена пресс-форма для совместного прессования крупно- и мелкозернистой абразивных масс общий вид.
Пресс-форма содержит установочную плиту 1, нижнюю формовочную плиту 2, матрицу в виде наружного кольца 3 и внутреннего кольца 4, подпружиненного тарельчатой пружиной 5, центрирующее кольцо 6, оправку, состоящую из стержня 7 и закрепленной на нем посредством щайбы 8 и винта 9 втулки 10, которая подпружинена-тарельчатой пружиной 11, и промежуточный пуансон 12. Заданное усилие прессования обес печивается верхней формовочной плитой, закрепленной на прессе (не показаны) . Внутреннее кольцо 4 и втулка 10 выполнены из износостойкого материала. Тарельчатые пружины 5 и 11 подбирают так, что их суммарная жесткость равна предельному осевому усилию прессования формуемого типоразмера изделия.
Предлагаемая пресс-форма может быть использована также для формования кругов из массы одной зернистости. В данном случае центрирующее кольцо 6 и промежуточный пуансон 12 из ее конструкции исключаются.
Формование изделий осуществляют следующим образом.
В пресс-форму с установленными пружинами 5 н 11, подобранными для каждого типоразмера формуемых изде- ЛИЙ так, что ИХ суммарное усилие сжатия равно предельному осевому усилию прессования, в кольцо 3 по скользящей посадке вставляется цент
рирующее кольцо 6. В пространство между втулкой 10 керна и кольцом 6 засыпают и разравнивают мелкозернистую абразивную массу, и через пуансон 12 осуществляют подпрессовку ее с заданным усилием. По окончании этой стадии процесса снимают усилие пуансона 12, осуществляют распрессов- ку полученной мелкозернистой заготовки, а затем снова устанавливают указанную заготовку с керном на диск и плиту 1 пресс-.формы. В свободное пространство между кольцом 3 и мелкозернистой заготовкой укладывают крупнозернистую массу, устанавливают на нее по скользящей посадке центрирующее кольцо 6, через которое осуществляют подпрессовку массы. После этого извлекают кольцо 6, пуансон 12 удаляют, устанавливают верхнюю формовочную плиту и проводят совместное прессование обеих частей (мелкозернистой и крупнозернистой) круга. На данном этапе процесса при достижении осевого усилия прессования предельного значения пружины 5 и 11, имеющие суммарную жесткость, равную указанному усилию, начнут сжиматься, втулки 4 и 10 перемещаться вниз относительно нижнего формовочного диска 2 и прессование на заключительном этапе процесса будет осуществляться в нижней части пресс-формы. При достижении пружинами 5 и 11 крайнегр нижнего положения формование завер- щается, усилие прессования снимают, а изделие с помощью выталкивателя (не показан) извлекают из пресс-фор- мы.
(Формула изобретения
Пресс-форма для изготовления а б- разивных кругов, включающая установочную плиту, подпружиненную коль цевую матрицу, цилиндрическую оправ515023166
ку, нижнюю и верхнюю формовочные пли- жена подпружиненной втулкой, при ты, отличающаяся тем,этом суммарная жесткость пружин матчто, с целью повышения качества из-рицьг и оправки равна предельному оседелий, цилиндрическая оправка снаб- . вому усилию.
| Рыбаков В.А | |||
| и др | |||
| Оборудование и оснастка предприятий абразивной и алмазной промьпппенности.-Л.: Машино- строение, 1981, с | |||
| Канатное устройство для подъема и перемещения сыпучих и раздробленных тел | 1923 |
|
SU155A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
