15
20
25
Изобретение относится к обработке металлов давлением, в частности к 1 ибочным автоматам для изготовления деталей сложной конфигурации из с проволоки.
Целью изобретения является повышение качества изготавливаемых деталей и расширение технологичес,ких возможностей автомата.10
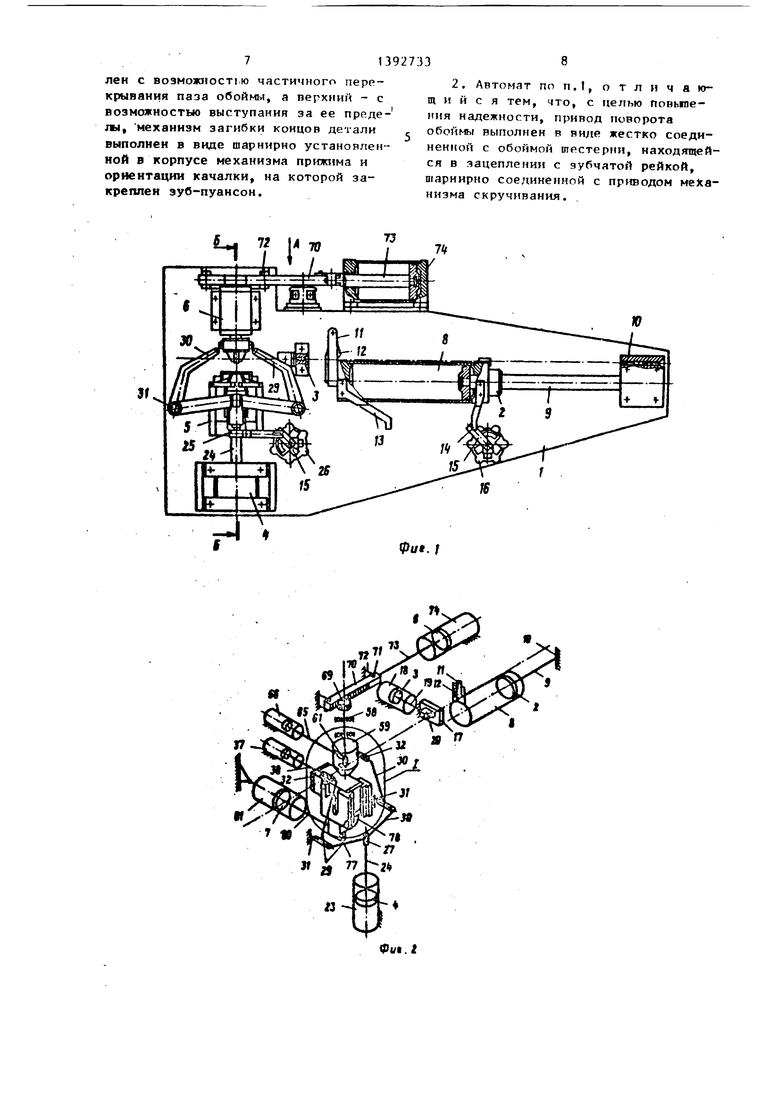
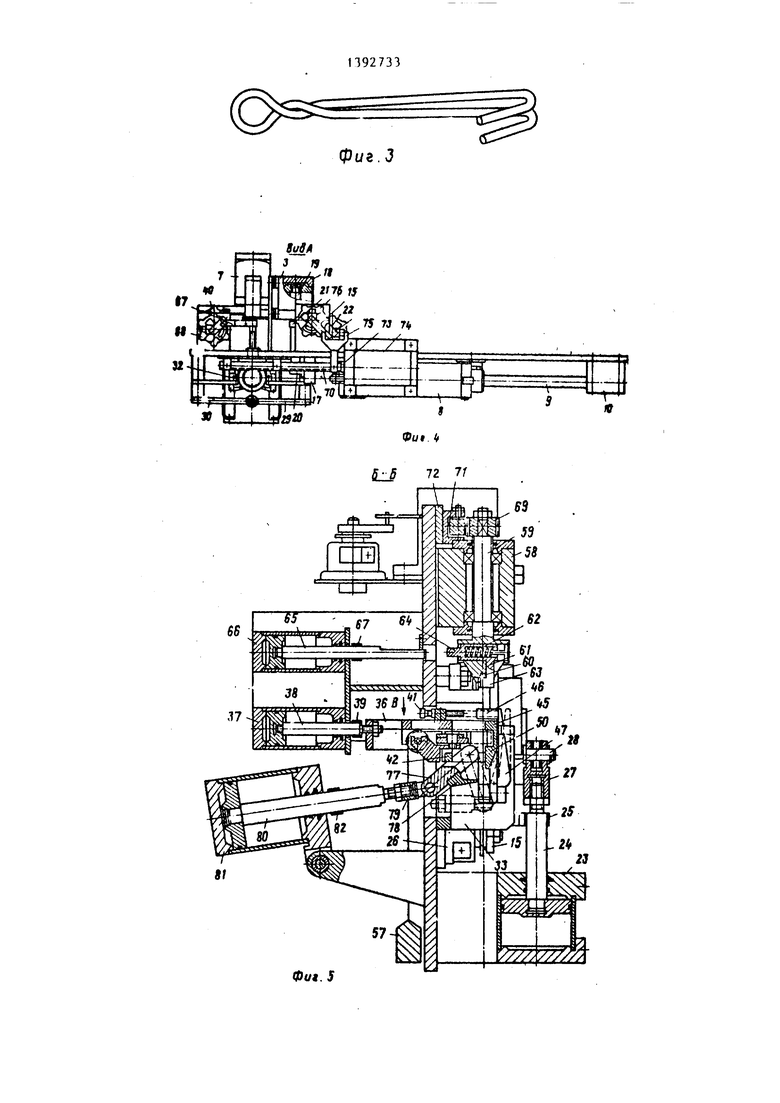
На фиг. 1 изображен предлагаемый автомат, общий вид) на фиг. 2 - кинематическая схема автомата} на фиг.З - изготавливаемая детальj на фиг. 4 - вид по стрелке А на фиг„ 1; на фиг. 5 - разрез Б-Б на фиг. 1; на фиг. 6 - вид по стрелке В на фиг. 5; на фиг. 7 - узел I на фиг. 2; на фиг. 8 - вид по стрелке Г на фиг. 7.
Автомат содержит установленные на станине 1 механизм 2 подачи проволоки, механизм 3 резки, механизм 4 гибки, механизм 5 прижима и ориентации заготовки, механизм 6 скручива- ния и механизм 7 загибки концов деталей. Механизм 2 подачи проволоки состоит из пневМОцилиндра 8, шток 9 которого жестко закреплен в бобышке- фильере 10. На корпусе пневмоцилинд- ра 8 расположены рамка 11 с эксцентриковым стопором 12 и рычаги 13 и 14, установленные с возможностью взаимодействия с переключающим рычагом 15 пневмокрана 16. Механизм 3 резки со- стоит из фильеры-матрицы 17, пневмо- цилиндра 18, на штоке 19 которого закреплены нож-пуансон 20 и рычаг 21, установленный с возможностью взаимодействия с переключающим рычагом 15 пневмокрана 22, Механизм 4 гибки состоит из пневмоцилиндра 23, на штоке 24 которого закреплены рычаг 25, установленный с возможностью взаимодействия с переключающим рычагом 15 пневмокрана 26, и вилка 27 с осью 28, связывающей шток 24 с концами двуплечих рычагов 29 и 30, установленных с возможностью вращения на осях 31. На других концах рычагов 29 и 30 установлены с возможностью
30
35
40
45
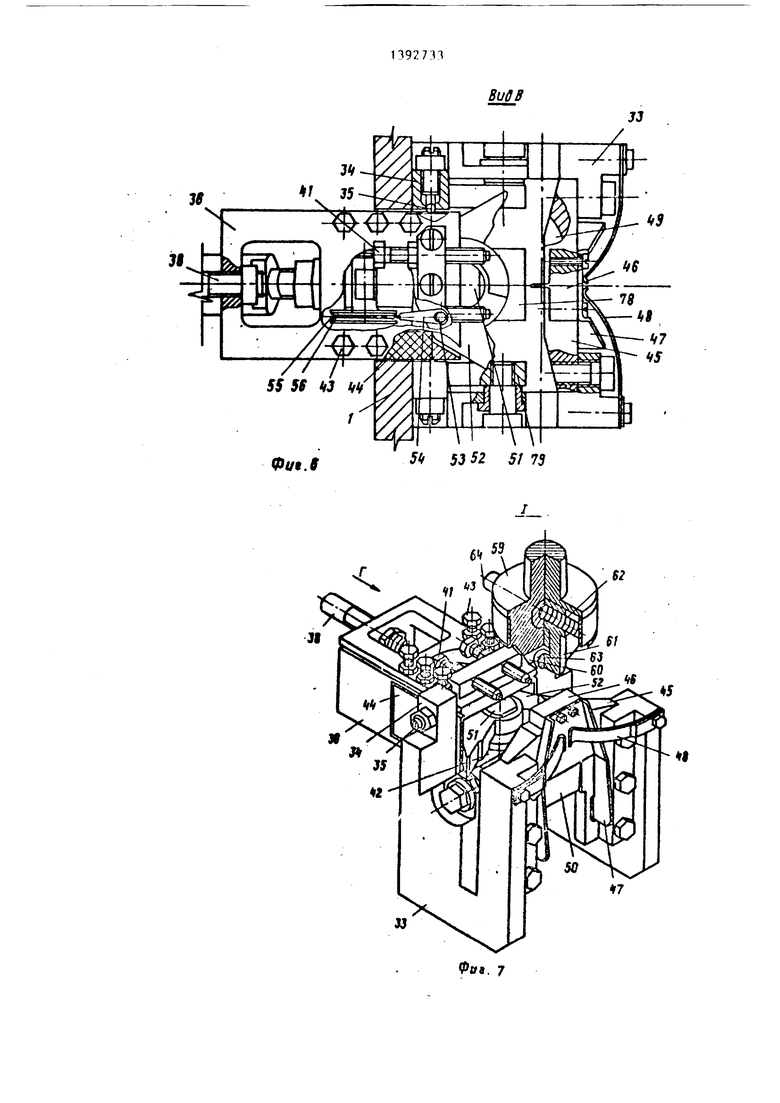
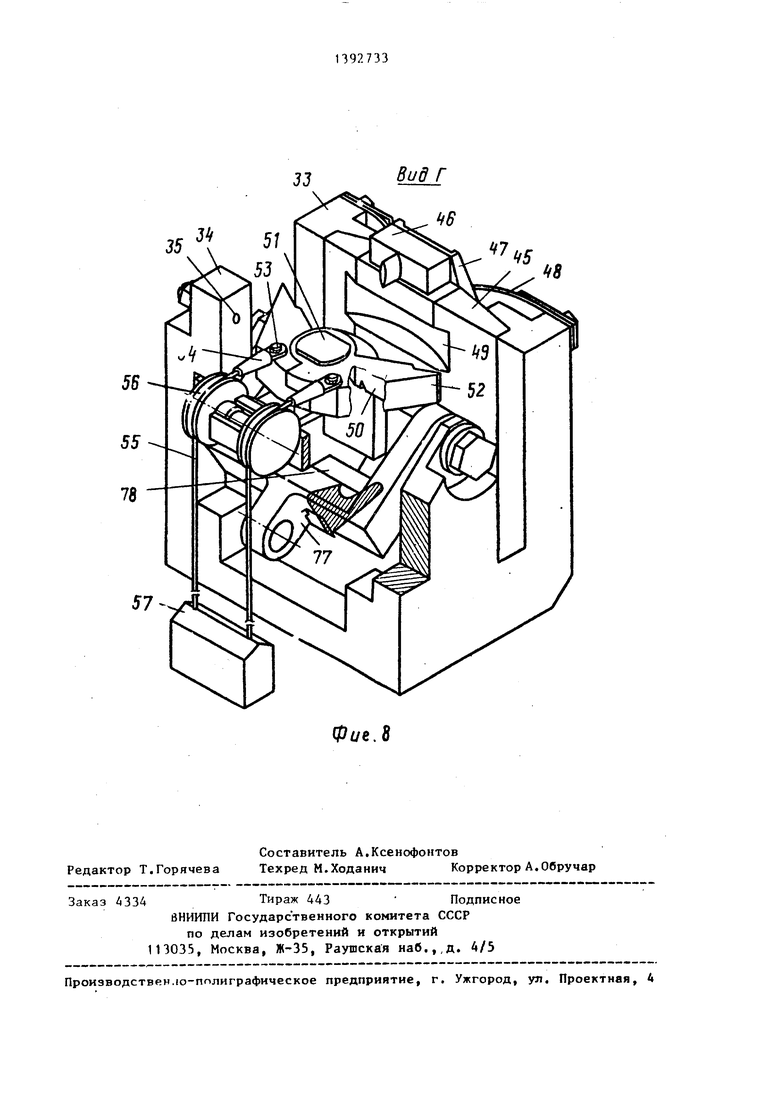
цилиндром 37, на штоке 38 которого закреплен рычаг 39, установленный с возможностью взаимодействия с переключающим рьшагом 15 пневмокрана 40. На ползуне 36 размещены сверху регулируемые упоры 41, снизу - прижимная планка 42, а в боковых стенках - ре- -гулируемые с помощью зажимных болтов 43 текстолитовые вкладыши 44. В корпусе 33 установлены пластина 45 ориентации и делитель 46, жестко закрепленный на качалке 47, подпружиненной плоскими пружинами 48. В средней части пластины 45 выполнен радиальный паз 49 и закреплена формообразующая матрица 50. В корпусе 33 на оси 51 установлены с возможностью взаимодействия с вкладышами 44 поворотные губки 52, на которых на равных расстояниях от оси 51 расположены шпильки 53 с серьгами 54, закрепленными на концах тросиков 55, перекинутых через блочную пару 56, к другим концам тросиков прикреплен груз 57.
Механизм 6 скручивания 6 состоит из смонтированной в подшипниковом узле 58 обоймы 59, в нижней части которой вьтолнен паз 60 и установлена с возможностью горизонтального перемещения вилка 61 с пружиной 62, нижний штырь 63 которой частично перекрывает паз 60, а верхний штырь 64 выступает за пределы обойм и установлен с возможностью взаимодействия с штоком 65 пневмоцилиндра 66. На штоке 65 закреплен рычаг 67, установленньй с возможностью взаимодействия с переключающим рычагом 15 пневмокрана 68.
Привод поворота .обоймы 59 состоит из жестко установленной на обойме 59 шестерни 69, находящейся в зацеплении с зубчатой рейкой 70, расположенной на регулируеьв11х шаровых опорах 71 в направляющих 72.
Рейка 70 шарнирно соединена с штоком 73 пневмоцилиндра 74. На штоке 73 закреплен рычаг 75, установленный с возможностью взаимодействия
вращения обжимные ролики 32. Механизм с переключающим рычагом 15 пневмокрй5
0
5
0
0
5
0
5
цилиндром 37, на штоке 38 которого закреплен рычаг 39, установленный с возможностью взаимодействия с переключающим рьшагом 15 пневмокрана 40. На ползуне 36 размещены сверху регулируемые упоры 41, снизу - прижимная планка 42, а в боковых стенках - ре- -гулируемые с помощью зажимных болтов 43 текстолитовые вкладыши 44. В корпусе 33 установлены пластина 45 ориентации и делитель 46, жестко закрепленный на качалке 47, подпружиненной плоскими пружинами 48. В средней части пластины 45 выполнен радиальный паз 49 и закреплена формообразующая матрица 50. В корпусе 33 на оси 51 установлены с возможностью взаимодействия с вкладышами 44 поворотные губки 52, на которых на равных расстояниях от оси 51 расположены шпильки 53 с серьгами 54, закрепленными на концах тросиков 55, перекинутых через блочную пару 56, к другим концам тросиков прикреплен груз 57.
Механизм 6 скручивания 6 состоит из смонтированной в подшипниковом узле 58 обоймы 59, в нижней части которой вьтолнен паз 60 и установлена с возможностью горизонтального перемещения вилка 61 с пружиной 62, нижний штырь 63 которой частично перекрывает паз 60, а верхний штырь 64 выступает за пределы обойм и установлен с возможностью взаимодействия с штоком 65 пневмоцилиндра 66. На штоке 65 закреплен рычаг 67, установленньй с возможностью взаимодействия с переключающим рычагом 15 пневмокрана 68.
Привод поворота .обоймы 59 состоит из жестко установленной на обойме 59 шестерни 69, находящейся в зацеплении с зубчатой рейкой 70, расположенной на регулируеьв11х шаровых опорах 71 в направляющих 72.
Рейка 70 шарнирно соединена с штоком 73 пневмоцилиндра 74. На штоке 73 закреплен рычаг 75, установленный с возможностью взаимодействия
с переключающим рычагом 15 пневмокрй
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления пневмоавтоматом для изготовления деталей сложной конфигурации из проволоки | 1985 |
|
SU1380358A1 |
| Автомат для изготовления изделий из проволоки | 1990 |
|
SU1719141A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ ПРОВОЛОКИ ДЕТАЛЕЙ ТИПА ШТЫРЕЙ | 1971 |
|
SU414034A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ СЛОЖНОЙ КОНФИГУРАЦИИ ИЗ ПРОВОЛОКИ | 1970 |
|
SU263557A1 |
| Автомат для сборки пластинчатых магнитопроводов электрических машин | 1981 |
|
SU991553A1 |
| Автомат для горячей высадки головок болтов | 1988 |
|
SU1606250A1 |
| Устройство для автоматической сборки нецоколеванных миниатюрных ламп накаливания | 1958 |
|
SU121512A1 |
| Роторно-конвейерная машина | 1980 |
|
SU940993A1 |
| Автоматическая линия для изготовленияКОльцЕВыХ издЕлий из пРуТКА | 1979 |
|
SU804136A1 |
Изобретение относится к обработке металлов давлением (изготовление деталей из проволоки) и позволяет повысить качество изготавливаемых деталей и расширить технологические возможности .автомата. Механизм прижима и ориентации заготовки состоит из корпуса 33 с направляющими 34, в которых на регулируемых опорах 35 установлен П-образный ползун 36, соединенный с пневмоцилиндром. На ползуне 36 размещены регулируемые упоры 41, прижимная планка 42 и вкладыши 44. В корпусе 33 установлены пластина 45 ориентации, делитель 46, на оси 51 поворотные губки 52, на которых закреплены шпильки с серьгами, связанными с грузом тросиками, перекинутыми через блочную пару. Механизм скручивания содержит обойму 59, подпружиненную вилку 61, нижний штырь 63 которой перекрыпает паз 60 для проволоки, а верхний ппъфь 64 установлен с возможностью взаимодействия с штоком пнепмонилиндра. Механизм загиба концов детали выполнен в виде шарнирно установленной качалки с зубом-пуансоном, причем качалка соединена в штоком шарн1фно установленного пневмоцилиндра. 1 з.п. ф-лы, 8 ил. (Л
4 гибки устанойлен так, что ось подачи проволоки находится вне плоскости перемещения рычагов И9 и 30. Не- ханизм 5 прижима и ориентации загона 76. Механизм 7 загибки концов деталей выполнен в виде шарнирно установленной в корпусе 33 качалки 77, на которой закреплен зуб-пуансон 78.
товки состоит из корпуса 33 с направ-55 Качалка 77 шарнирно соединена с поляющими 34, в которых на регулируемых шаровых опорах 35 расположен П-обраэ- ный ползун 36, соединенный с пневмона 76. Механизм 7 загибки концов деталей выполнен в виде шарнирно установленной в корпусе 33 качалки 77, на которой закреплен зуб-пуансон 78.
мОщью вилки 79 с штоком 80 шарнирно
установленного пневмоцилиндра 81.
На отоке 80 закреплен рычаг 82, уста10
15
20
31392733
новленный с возможностью взаимодействия с переключающим рычагом 15 пневмокрана. Привод механизма автомата в зчданной последовательности осуществляется пневмосхемой.
Пневмоавтомат работает следующим образом.
Сжатый воздух подается в поршневую полость пневМОцилиндра 8 и его корпус начинает движение по штоку 9. Эксцентриковым стопором 12 проволока зажимается и протягивается на длину, равную длине заготовки детали через бобышку-фильеру 10, проходит через фильеру-матрицу 17, через окно в обойме 59, образованное пазом 60 и ниж11им штырем 63 вилки 61, и окончательно выпрямленная поступает в зону гибки. По окончании движения корпуса пневМОцилиндра 8 установленный на нем рычаг 14 поворачивает переключающий рычаг 15 пневмокрана 16 и сжатый воздух поступает в поршневую полость пневмоцилиндра 18. Шток 19 пневмоцилиндра 18 выдвигается и установленным на его конце ножом- пуансоном 20 обрубают проволоку у фильеры-матрицу 17. Одновременно установленным на штоке 19 рычагом 21 поворачивается переключающий рычаг 15 пневмокрана 22. По окончании хода штока 19 сжатый воздух начинает поступать в йтоковую полость пневмо- цилиндра 23. Шток 24 пневмоцилиндра
23втягивается,установленной на нем вилкой 27 с осью 28 заставляет рычаги 29 и 30 поворачиватьс я на осях 31, Обжимные ролики 32 гнут заготовку, которая огибает при этом нижний штырь 63 вилки 61. Вместе с штоком
24движется рычаг 25, поворачивая переключающий рычаг 15 пневмокрана 26. По окончании хода штока 24 сжанейшем перемеще 1ии ползуна 36 вкла- лиши 44 скользят вдоль боковых i pa- ней губок 52, а регулируемые упоры 41 воздействуют на делитель 46 и вы- талкивают его из заготовки детали, поворачивая, ри этом подпружиненную качалку 47. В конце хода штока 38 ползун 36 верхней гранью и прижимной планкой 42 прижимает заготовку детч- ли к пластине 45 ориентации. При этом делитель 46 полностью выведен из зоны скручивания детали рычагом 39, закрепленным на штоке 38, повернут переключаюп1Ий рычаг пневмокрана 40 и сжатый воздух поступает в поршневую полость пневмоцилиндра 7. Шток 73 пневмоцилиндра 74 Бьадвигает- ся и перемещает по регулируеьым шаровым опорам 71 зубчатую рейку 70, Которая приводит во вращение находящуюся с ней в зацеплении шестерню 69, жестко установленную на обойме 59. Последняя поворачивается в подшипниковом узле 58 и закручивает - верхнюю часть заготовки, огибающую нижний штырь 63 вилки 61. Обойма 59 совершает один полный оборот и выступающий из нее верхний штырь 64 вилки 61 останавливается по оси штока 65 пневмоцилиндра 66. Одновременно гом 75 поворачивается переключающий рычаг 15 пневмокрана 76. Сжатый воздух проходит в поршневую полость пневмоцилиндра 81, шток 80, выдвигаясь, перемещает вилку 79, которая шарнирно связана с качалкой 77. Последняя поворачивается и зуб-пуансон . 78 огибает концы заготовки вокруг 40 формообразующей матрии.1 50, заканчивая изготовление детали. Одновременно рычагом 82 поворачивается переключающий рычаг 15 пневмокрана, сжатый воздух поступает н поршневую полость
25
30
35
тый воздух начинает поступать в порш- 45 пневмоцилиндра 66, шток 65 вьщвигает- яевую полость пневмоцилиндра 37. ся и воздействует на выступающую из Шток 38 пневмоцилиндра 37 выдвигает- обоймы 59 часть верхнего штыря 6
ся, перемещая П-образный ползун 36 по регулируемым шаровым опорам 35 к пластине 45 ориентации.
В начале перемещения ползуна 36 вкладьши 44 воздействуют на разведенные губки 52, поворачивая их вокруг оси 51. При повороте губок 52 входят в радиальный паз 49 пластины 45 ориентации. При этом они подхватывают, сводят и удерживают концы заготовки детали симметрично относительно осей механизмов 4-6. При даль0
5
нейшем перемеще 1ии ползуна 36 вкла- лиши 44 скользят вдоль боковых i pa- ней губок 52, а регулируемые упоры 41 воздействуют на делитель 46 и вы- талкивают его из заготовки детали, поворачивая, ри этом подпружиненную качалку 47. В конце хода штока 38 ползун 36 верхней гранью и прижимной планкой 42 прижимает заготовку детч- ли к пластине 45 ориентации. При этом делитель 46 полностью выведен из зоны скручивания детали рычагом 39, закрепленным на штоке 38, повернут переключаюп1Ий рычаг пневмокрана 40 и сжатый воздух поступает в поршневую полость пневмоцилиндра 7. Шток 73 пневмоцилиндра 74 Бьадвигает- ся и перемещает по регулируеьым шаровым опорам 71 зубчатую рейку 70, Которая приводит во вращение находящуюся с ней в зацеплении шестерню 69, жестко установленную на обойме 59. Последняя поворачивается в подшипниковом узле 58 и закручивает - верхнюю часть заготовки, огибающую нижний штырь 63 вилки 61. Обойма 59 совершает один полный оборот и выступающий из нее верхний штырь 64 вилки 61 останавливается по оси штока 65 пневмоцилиндра 66. Одновременно гом 75 поворачивается переключающий рычаг 15 пневмокрана 76. Сжатый воздух проходит в поршневую полость пневмоцилиндра 81, шток 80, выдвигаясь, перемещает вилку 79, которая шарнирно связана с качалкой 77. Последняя поворачивается и зуб-пуансон . 78 огибает концы заготовки вокруг 0 формообразующей матрии.1 50, заканчивая изготовление детали. Одновременно рычагом 82 поворачивается переключающий рычаг 15 пневмокрана, сжатый воздух поступает н поршневую полость
5
0
5
вилки 6Т, сжимая пружину 62 и выталкивая вилку 61 из обойми 59. При пе- ремещении вилки 61 нижний штырь 63 выходит из готовой детали и окно в нижней части обойкы 59 снова превращается в открытый паз 60, верхняя часть детали высвобождается. Закрепленным на штоке 65 рычагом 67 поворачивается пере ключ ающтл) рычаг 15 пневмокрана 68. По окончании хода , штока 65 сжатый воздух, подведенный к штоковой полости пневмоцилиндра
81, воздействует на поршень, шток 80 начиилет втягиваться, отводя качалку 77 п исходное положение и осво бождля 1нгжнюю часть детали, при этом установленный на штоке 80 рычаг В2 поворачинает переключающий рычаг 15 пненмокрана и воздух поступает в пневмоцилиндр 23. Шток 2А пневмоцилйндра 23 выдвигается и поворачинает рычаги 29 и 30, возвращая их в исходное положение и отводя ролики. 32 от готовой детали. Переме- щаю1щп 1ся вместе с штоком 2А рычаг 25 поворачивает переключающий рычаг 15 пневмокрана 26 и сжатый воздух поступает в штоковую полость пневмоцилйндра 37, шток 38 которого, втягиваясь, отводит ползун 36 от пластины 5 ориентации.,
Поворотные губки 52 за счет воздействия на них силы веса груза 57 разводятся и готовая деталь под действием собственного веса падает в бункер, освобождая автомат. При от- ходе ползуна 36 отходят и регулируемые упоры А1 и качалка 47 под действием пружин 48 возвращает делитель 46 в исходное положение. При полном втягивании штока 38 перемещается ры- чаг 39, поворачивая при этом переключающий рычаг 15 пневмокрана АО. Сжатый воздух начинает поступать в штоковую полость пневмоцилйндра 66, шток 65 которого втягивается и пере
стает воздействовать на вилку 61, которая под действием пружины 62 занимает исходное положение. При втягивании штока 65 перемещается рычаг 67, поворачивающий переключающий рычаг 15 пневмокрана 68. По окончании хода штока 65 сжатый воздух подается в поршневую полость пневмоцилйндра 8, корпус его начинает перемещаться по штоку 9 в обратном направлении, происходит рлсфиксация проволоки эксцентриковым стопором 12. При дальнейшем движении корпуса пневмоцилйндра , 8 эксцентриковый стопор 12 свободно скользит по проволоке, не перемещая
I
ее. По окончании движения корпуса пневмоцилйндра 8 установленный на нем рычаг 13 поворачивает переключа - щий рычаг 15 пневмокрана 16 в другую сторону, открывая подачу сжатого воздуха в штоковую полость пневмоцилинд- ра 18. Шток 19 с установленным на нем ножом-пуансоном 20 и рычагом 21 устанавливается в исходное положение,
5 п
5
0
5
0
5
а рычаг 21 поворачивает переключакг- щий рычаг 15 пневмокрана 22. Сжатый воздух подается- в гатоковую полость- пневмоцилйндра 74, шток 73 втягивается, перемещая зубчатую рейку 70, поворачивающую шестерню 69 с обоймой 59 и возвращая механизм 6 в исходное положение. Одновременно перемещается и рычаг 75, который в конце хода штока 73 поворачивает переключающий рычаг 15 пневмокрана 76. Сжатый воздух начинает поступать в щтоковую полость пневмоцилйндра 8.
При изготовлении следующей детали описанный цикл повторяется.
Формула из обретения
Ю
Фи9. f
фиг. J
9идА
6S
ii
Фиг. 5
5-5 72 7f
je
Фи9.в
5i( 53 52 5/ 75
X
u
tfe. 7
35
J57
Ф(/е.в
Вид Г
5
5
| Автомат для изготовления деталейсложной конфигурации из проволоки | 1974 |
|
SU508315A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
