АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ СИОБООБРАЗНЫХ ДЕТАЛЕЙ СО СПЛЮЩЕННЫМ УЧАСТКОМ
Заявлено 4 апреля 1955 т. за № 6534у452273 в Министерство электротехнической промышленности СССР
Изобретение относится к автоматаМ ДЛЯ изготовления из металлической ленты скобообразных деталей со снлющенным участком (типа нетушков для коллекторов электрических машин).
Согласно изобретению, с целью повышения производительности автомата, рабочий узел СОСТОИТ из матрицы со сквозным формующЕВ шездом, раелоложенното под матрицей формовочного нолзуна и установленного над матрицей гибочного пуансона, приводимого от вращающегося кулачка. Конфигурация кулачка обеснечивает при рабочем ходе пуансона нроталкивание последним заготовки (отрезка ленты) сквозь формующее гнездо матрицы и изгибание заготовки при этой операции в скобу, а при обратном ходе - временную «стаповку нуансона в промежуточном положении ДЛЯ формования (сплющивания) во время этой остановки выдвинутой из матрицы части скобы формовочным ползуном и последующий подъем пуапсона для освобождения готовой детали и возврата его в исходное положение.
Автоматическое отрезание заготовок деталей ОТ ленты перед формовкой скобы в автомате осуществляется примененньш вторым пуансоном.
Для привода формовочного нолзуна в автомате предусмотрен пневматический ЦИЛИНДР, подача воздуха в который осуществляется электропневматическим клапаном, управляемым концевым выключ телем, срабатывающим от кулачковоги механизма нривода гибочного пуансона.
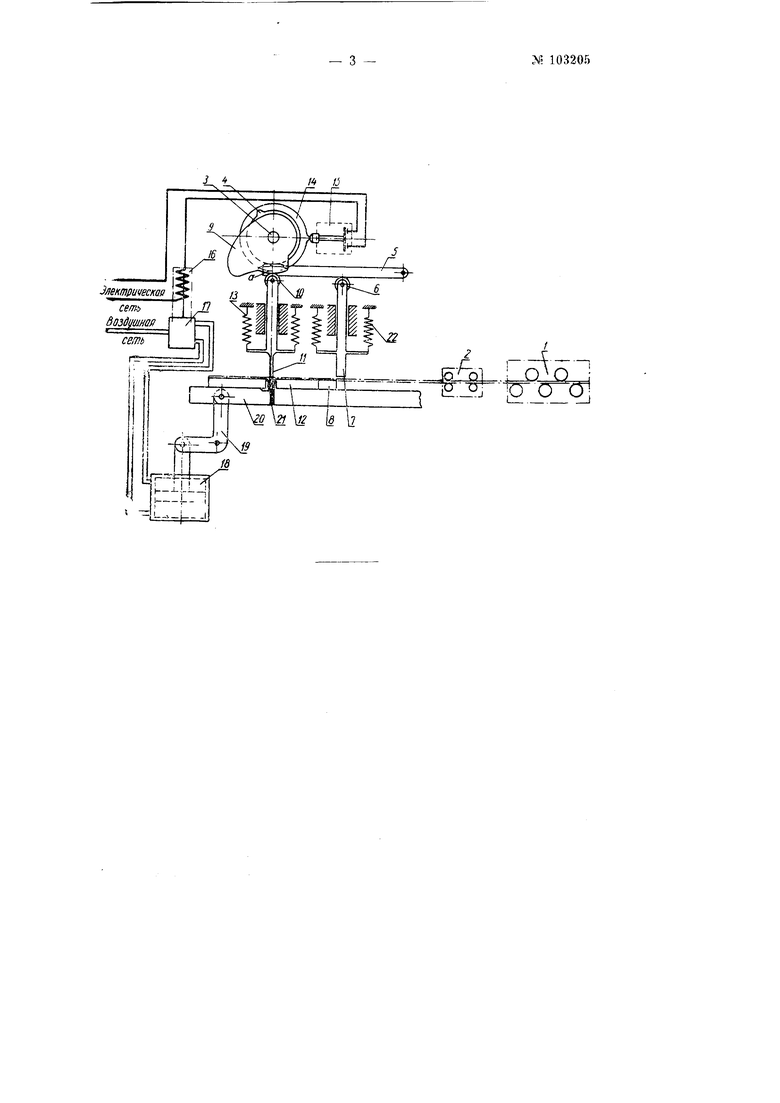
На чертеже схематически показано yi.-тройство иредлол:енного автотлата.
Идущая с барабана лента рихтуется в иравящем устройстве (1) и подае тся механизмом (2), работающим от основного приводного вала (3) автомата и осуществляюн1им подачу ленты в соответствии с заданным размером (привод от вала к 11одаюи|;ему механизму па чертеже не «пказан).
После окончания подачи ленты кулачок (4), располож,енный на HIHOHKC на основном валу (3), нажимает )ia рычаг (5), который через ролик (G) онускает ползун с отрезным пуансоном (7), отрезающим ленту в матрице (8). Вслед за зтим кулачок (9). также расноложенный на HiHi;HKS на налу (3), ч .ргз рьлнк (10) налсимает на нолзун с гибочны г пуансоном (И), который загибает деталь, нроталкивая отрезок ленты в формующгчгнездо матрицы (12).
При обратном ходе ползуна вверх (под действием нруж.ин 13) ролик (10), сколъля 110 отрезку (а) кривой кулачка (9). вызывает временную остановку пуансона (И) в прсмежуточном полол;;Н 111. Одновременно зуб кулачка (14) нажимает на рычаг концевого выключателя (15). включающий катущку (16) электронненматичес.кого клапана (17). Кланаи (17)
переключает воздух из воздушной сети в нижнюю полость лневматического цилиндра (18). Поршень цилиндра черел рычаг (19) передвинет формовочный иш(лун (20), который формует (сплющивает) выходящую и; матрицы (12) часть скпбы (21).
Когда зуб кулачка (14) сойдгт : pwiaга концевого выключателя (15). цень катушки (16) электроииевматичрског клапана (17) размыкается и i03iyx начинает иоступать в верхнюю ашлость ци.тршдра (18), возвращая тем самым jii).i:iyii
(20)в исходное положение.
lipii ,дальнеЙ1дем вращении 1сулачка (9) происходит подъем нуансона (11) и исходное положение, а готовая деталь
(21)освобождается и падает вниз. Вслед за этим происходит дальнейшая
пояача ленты па заданны таг и веп, цкки. лшвторяется.
Возврат ползуна с итрезным пуансоном (7) происходит под прул,-ии (22).
Пред м е т и :, о б р е т е н и я
1. Автомат для изготовлепия пз металлическ-ой. лепты скобообразных деталей со снлшшеппым участком (типа петушков для коллекторов э.тектричкских машин), о т л и ч а ю щ и fi с я тем, чго, с целью покы1иени)г производительности:, его ipaоочнп узел состоит из матрицы со сквозным формующим гнездом, расположенного под матрицей формовочного нолзуна и установленного пад матрицей гибочного пуансона, приводимого от вращающегося кулачка, конфигурация которого обесиечивает при рабочем ходе пуансона проталкивание последним заготовки сквозь формующее гнездо матрицы и изгибание заготовки нри этой опе)а1щи в скобу, а при Обратном ходе - временную остановку пуапсона в проАгежуточном ноложепии для формования (оглющивапия) во время 3Toii остановки плдвинуто11 из матрицы части скобы выпшуказанным ползуном и последуюп ий подъем пуансона для освобождения готовой детали п 1;:)зврата его в исходное положение.
2.В автомате по п. 1 применение irroporo пуапсопа для автоматического отрезания заготовок деталей от ленты перед формовко скоб.
3.В автомате по пп. 1 и 2 примен ние ппевматчгческого цилиндра для привода формовочного ползуна.
4.В автомате по п. 3 примепение электропневматического клапана, управляюп ето подачей воздуха к Пневматическому Цилггндру и выключаемого концевым выключателем, приводимым от Б.улачкового механизма гривода гибочного HvancOHa.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛШИНА ДЛЯ ГИБКИ ДЕТАЛЕЙПд"::::';';'] | 1971 |
|
SU290633A1 |
| Автоматическая машина для изгибания П-образных проволочных скоб и навивания соосных винтовых пружин на их свободных концах | 1951 |
|
SU100131A1 |
| ГИБКИ ДЕТАЛЕЙ ТИПА КОЛЕЦ, ВТУЛОК | 1970 |
|
SU278613A1 |
| Универсально-гибочный автомат для изготовления деталей малых серий | 1988 |
|
SU1637891A1 |
| Многопозиционный высадочный автомат | 1977 |
|
SU732063A1 |
| ХОЛОДНОВЫСЛДОЧНЫЙ ДВУХУДАРНЫЙ АВТОМАТ | 1972 |
|
SU352702A1 |
| Автомат для изготовления деталей из проволоки | 1987 |
|
SU1470404A1 |
| Комбинированный штамп для изготовления шплинтов из листового металла без отхода | 1949 |
|
SU85542A1 |
| Автомат для изготовления деталей из проволоки | 1972 |
|
SU444592A1 |
| Устройство к ковочной машине для изготовления деталей из штанп | 1956 |
|
SU108958A1 |