I
Изобретение относится к обработке металлов давлением и может быть использовано при создании устройств для механизации горизонтально-ковочных машин.
Известны перекладчики к горизонтально-ковочной машине, содержаш,ие смонтированные в станине каретку клещевого захвата с приводом ее вертикального перемеш,ения с силовым цилиндром, зубчато-реечным механизмом враш,ения захвата и приводом поперечного перемещения каретки.
Цель изобретения - обеспечить синхронизацию работы перекладчика с зажимным ползуном и заданную последовательности вертикального перемещения каретки.
Это достигается тем, что привод механизма поперечного перемещения каретки выполнен в виде зубчато-реечной передачи, рейка которой смонтирована на каретке и кинематически связана через установленные на станине зубчатые колеса и сектор с рычагом с зажимным ползуном. Привод вертикального перемещения каретки снабжен блоком силовых цилиндров, выполненных в виде соосно расположенных гидравлических и пневматических цилиндров. При этом поршневая полость гидравлических цилиндров соединена с силовым цилиндром привода вертикального перемещения каретки, а их штоки - с поршнями пневматических цилиндров, в дне которых со стоРОНЫ поршня установлены регулировочные болты-упоры.
Кроме того, рейка механизма поворота клещевого захвата жестко установлена на каретке.
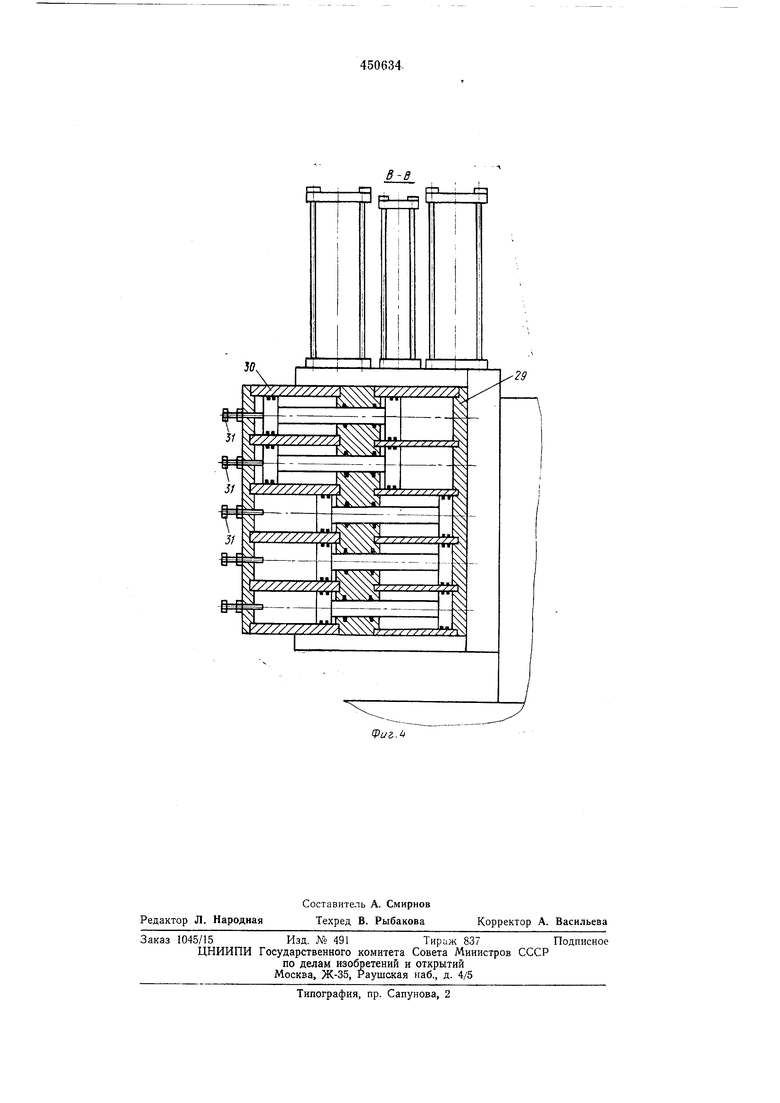
На фиг. 1 изображен перекладчик с разрезом по вертикальной плоскости симметрии узла клещевого захвата, главный вид; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - разрез перекладчика по Б-Б на фиг. 2; на фиг. 4 - разрез перекладчика по В-В на фиг. 3.
Верхняя траверса 1 соединена с нижней 2 направляющими колонками 3. Траверсы 1 и 2
5 перемещаются по горизонтальным направляющим колонкам 4, соединяющим вертикальные боковые траверсы 5 и б, укрепленные на станине ГКМПо направляющим колонкам 3 перемещается каретка 7, несущая подшипники 8, в кото0рых может вращаться и перемещаться вдоль собственной оси полый шлицевой вал 9, жестко связанный с неподвижной губой 10 клещевого захвата. Другим концом вал 9 л естко связан с поршнем 11 пневмоцилиндра 12, за5крепленного на каретке 7. Продолл ение вала 9, выходящее на пневмоцилиндр 12, жестко связано с пневмоцилиндром 13, поршень 14 которого жестко соединен со штоком 15, проходящим сквозь вал 9 и соединенным через
0
3
промежуточный рычаг с подвижной губой 16 клещевого захвата.
Для возврата поршпя 14 в исходпос положение и, следовательно, для разжима клеш,ей имеется пружина 17. Вал 9 через шпонку 18 связан с блоком шестерен 19, которая заценляется с неподвижными зубчатыми рейками 20, закреплеппыми на вертикальной стойке 21, жестко связанной с траверсами 1 и 2. Посадка блока шестерен 19 на вал 9 позволяет последнему производить свободное перемещение вдоль собственной оси. При этом блок шестерен 19 удерживается от осевого неремещения подшипниками 22.
На верхней траверсе 1 укреплены гидроцилиндры 23-25, где размещены поршни 26- 28, штоки которых присоединены к каретке 7. У гидроцилпндров 23 и 24 жидкостью занолпены штоковые полости, а бесштоковые полости через редуктор соединяются с воздушной сетью, i гидронилипдра 25 обе полости заполпены жидкостью, а в поршне 28 имеются отверстия.
Штоковые нолости гидроцилиндров 23 и 24 соединены с бесштоковыми полостями гидроцилиидров 29. Штоки поршней последпих одновремеппо являются штоками поршней пневмоцилиндров 30, в задних крышках которых ввинчены винты-упоры 31.
Стойка 21 имеет вертикальный Т-образпый паз 32, в котором располагаются ролики 33, укрепленные на зубчатой рейке 34, перемещающейся в горизонтальном направлении по направляющим 35 и зацепляющейся с зубчатой шестерней 36. Последняя через вал 37 связана с шестерней 38, которая зацепляется с зубчатым сектором 39. Последний жестко связан с кулиской 40, один конец которой шарнирно закреплен на траверсе 6, а другой насажен на палец 41, расположенный на зажимном ползуне 42 ГКМ.
Для размешения заготовки перед ее захватом клещами к каретке 7 крепится загрузочный столик 43.
Перекладчик работает следующим образом.
В исходнО|М положении каретка 7 находится на уровне первого ручья, сверху, клещи разжаты н занимают крайнее левое положение (см. фиг. 1), а поршни гидроцилиндров 29 - крайнее правое положение (см. фиг. 4). Винты-упоры 31 вкручены в крышки настолько, чтобы обеспечить поршням пневмоцилнндров 30 определенную величину нолного хода, при котором в каждой безштоковой полости гидроцилиндров 29 должен образоваться объем определенной величины. Величина каждого такого объема должна соответствовать тому объему жидкости, который будет вытеснен ИЗ штоковых полостей гидроцилиндров 23 н 24 при опускании каретки 7 на величину, равную расстоянию между ручьями. Зажимной иолзун 42 и траверсы 1 и 2 занимают крайнее левое положение (см. фиг. 2) или крайнее верхнее положение (см. фиг. 3). В
4
этом положении вертикальная плоскость переноса заготовки располагается между блока мп матриц.
На загрузочпый столик 43 укладывается нагретая заготовка (процесс укладки заготовки и процесс управления автоматическим -перекладчиком не рассматриваются). В левую полость ппевмоцилиндра 13 (см. фиг. 1) впускается воздух и нроисходит зажим заготовки клешами. Затем впускается воздух в левую полость пневмоцилиндра 12, вал 9 перемещается и, следовательно, заготовка также перемеп1,ается на линию высадки.
Крайнее правое положение (см. фиг. 1) заготовки на линии высадки определяется величиной хода вала 9, который устанавливается с помощью специальпых пластин, укрепляемых на левой крышке лневмоцнлиндра 12.
ГКМ включается на рабочий ход. Синхронно с движением зажимного ползуна 42 и в том же направлении (благодаря связи через палец 41, кулису 40, зубчатый сектор 39, шестерни 36 и 38, вал 37 и рейку 34) движутся
траверсы 1 и 2, а вместе с ни.ми каретка 7, и заготовка заходит в полость первого ручья, где затем зажимается подвижным блоком матриц. Происходит штамповка. После рабочего хода зажимной ползун 42, траверсы 1
и 2, каретка 7 занимают исходное положение, а отформованная в первом ручье заготовка выводится из полости первого ручья.
В штоковую полость одного из пневмоцилиндров 30 впускается воздух, а из безштоковой выпускается. Образующийся объем в безштоковой полости соответствующего ги.дроцилиндра дает возможность каретке 7 опуститься на расстояние, равное расстоянию между первым и вторым ручьем. Если потребуется опустить каретку 7 на рассстояние, равное расстоянию между нервым и третьим ручьем, минуя второй ручей, то описанный процесс впуска производится одновременно в два пнев.моцилиндра.
Одновременно с опусканием каретки 7 происходит поворот вала 9 относительно собственной оси, и следовательно, поворачивается относительно своей оси и заготовка. Это происходит потому, ЧТО блок шестерен
19 вынужден перекатываться по рейкам 20. Возникающие колебания каретки 7 при остановке после опускания гасятся с помощью гидроцилиидра 25. ГКМ включается на рабочий ход, заготовка заносится в следующий ручей подобно описанному, происходит штамповка.
После выноса заготовки из ручья описанный процесс переноса заготовки в следующий ручей происходит аналогично, только теперь
воздух впускается в другие пневмоцилиндры 30. После выноса отштампованной поковки или прутка из последнего ручья клещи разжимаются и пруток или поковка падают в приямок ГКМ. Клещи и каретка возвращаются в исходное положение.
Предмет изобретения
1. Перекладчик к горизонтально-ковочной машине, содержащий смонтированные в станине каретку клещевого захвата с приводом ее вертикального перемещения с силовым цилиндром, зубчато-реечным механизмом вращения захвата и приводом поперечного перемещения каретки, от л и ч а ю ni и и с я тем, что, с целью синхронизации работы перекладчика с движением зажимного ползуна и обеспечения заданной последовательности вертикального перемещения каретки, привод механизма поперечного перемещения каретки выполнен в виде зубчато-реечной передачи, рейка которой смонтирована на каретке и кинематически соединена через установленные на станине зубчатые колеса и сектор с рычагом с зажимиым ползуном, а привод вертикального перемещения каретки снабжен блоком силовых цилиндров, выполненных в виде соосно расноложеппых гидравлических и пневматических цилиндров, при этом порщневая полость гидравлических цилиндров соединена с силовым цилиндром привода вертикального иеремещения каретки, а их штоки - с порщнями ппевматпческих цилиндров, в дне которых со стороны Порщня установлены регулировочные болты-упоры.
2. Перекладчик по и. 1, отличающийся тем, что рейка механизма поворота клещевого захвата жестко установлена на каретке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2041001C1 |
| МАНИПУЛЯТОР | 1965 |
|
SU175803A1 |
| УСТРОЙСТВО для ЗАГРУЗКИ ЗАГОТОВОК в РАБОЧУЮ ЗОНУ МНОГОПОЗИЦИОННОГО ПРЕССА | 1972 |
|
SU343876A1 |
| Манипулятор для горизонтально-ковочных машин | 1981 |
|
SU1082540A1 |
| Ковочный манипулятор | 1974 |
|
SU542582A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ЗАГОТОВОК В ПРЕСС | 1993 |
|
RU2063287C1 |
| Устройство для шаговой подачи обраба-ТыВАЕМОй зАгОТОВКи | 1977 |
|
SU729905A1 |
| Автоматизированная линия горячей штамповки крупных поковок с вытянутой осью | 1991 |
|
SU1822353A3 |
| Манипулятор к ковочным вальцам | 1973 |
|
SU651885A1 |