1 Изобретение относится к машиностроению, в частности к электрофизической размерной обработке металлов, и может быть использовано для получения сквозных отверстий в деталях штампов и пресс- орм. Цель изобретения - повышение точ ности прошивки при проканке рабочей жидкости от периферии к центру элек рода за счет надежной фиксации тех нологического отхода. На чертеже схематически изображен электрод-инструмент. К:. в корпусе 1 электрода-инструмента (ЭЙ) размещен плунжер 2. Надплунжерная полость, 3 соединена отверстиями А (диаметром 0,5-1 мм) с каналами 5 для отвода рабочей жидкости, а нижняя часть 6 полости соединена отверстием 7 с атмосферой. Ступень плунжера 2 меньшего диаметра упирается в технологический отход 8, отделяемый от .детали 9, установленной на столе 10 эрозионного станка. Нижняя часть 6 полости герметизирована уплотнениями 11. Рабочая часть 12 ЭЙ вьтолнена сменной из материала, например, марки МПГ или ЭЭГ. ЭЙ крепит 2 ся в держателе 13 винтом 14. Для локализации зоны обработки имеется камера 15. Прошивка осуществляется следующим образом. Рабочая жидкость из камеры 15 прокачивается через МЭЗ в кольцевую щель между отходом 8 и стенкой отверстия в рабочей части 12 ЭЙ, после чего через каналы 5 уходит на слив. Через отверстия 4 жидкость попадает в полость 3, где теряет скорость и динамическое давление, а статическая составляющая давления возрастает в зависимости от соотношения площадей сечений каналов 5 и полости 3 и значительно превышает давление в кольцевой щели. Учитывая также разницу площадей участков плунжера, торец его прижимается к отходу 8, обеспечивая его надежную фиксацию как в процессе обработки, так и при полном отделении от детали 9. Ввиду того, что торец имеет меньшее сечение отход 8. зафиксирован даже в случае попадания жидкости между плунжером и отходом 8, что может быть вызвано их непараллельностью.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электрофизической обработки сквозных отверстий | 1982 |
|
SU1096064A1 |
| Способ электрофизической обработкии CTAHOK для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU823050A1 |
| Способ прошивки сквозных отверстий электрической дугой | 1980 |
|
SU973266A1 |
| Штамп для горячей объемной штамповки | 1989 |
|
SU1657268A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ С ДИЭЛЕКТРИЧЕСКИМИ ПОКРЫТИЯМИ | 2013 |
|
RU2522975C1 |
| Электрод-инструмент для электрической обработки сквозных отверстий | 1980 |
|
SU1007892A1 |
| Способ фиксации момента окончания электроэрозионной прошивки сквозных отверстий и устройство для фиксации момента окончания электроэрозионной прошивки сквозных отверстий | 1981 |
|
SU1007893A1 |
| Устройство для электроэрозионной прошивки отверстий | 1986 |
|
SU1664484A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2069126C1 |
| УСТРОЙСТВО ДЛЯ ДООБРАБОТКИ ПОЛОСТИ ДЕТАЛИ | 2005 |
|
RU2317181C2 |
ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОФИЗИЧЕСКОЙ ПРОШИВКИ СКВОЗНЫХ ОТВЕРСТИЙ с плунжером из диэлектрического материала, размецеиньм в центральной полости, в которой в стенках надплунжерной части вьтолнены отверстия, предназначенные для подачи в нее рабочей жидкости, я торец плунжера, предназначенный для контакта с технологическим отходом, расположен у рабочего торца электрода, отличающийся тем, что, с целью повьвпения точности в процессе прошивки при прокате к рабочей жидкости от периферии к центру, на плунжере выполнен участок большего диаметра, разделяющий центральную полость на две части, причем упомянутые отверстия в верхней части полости соединены с каналами отвода рабочей жидкости, а нижняя ее часть отделена от рабочей части (/) электрода-инструмента и соединена наклонным отверстием с атмосферой. ы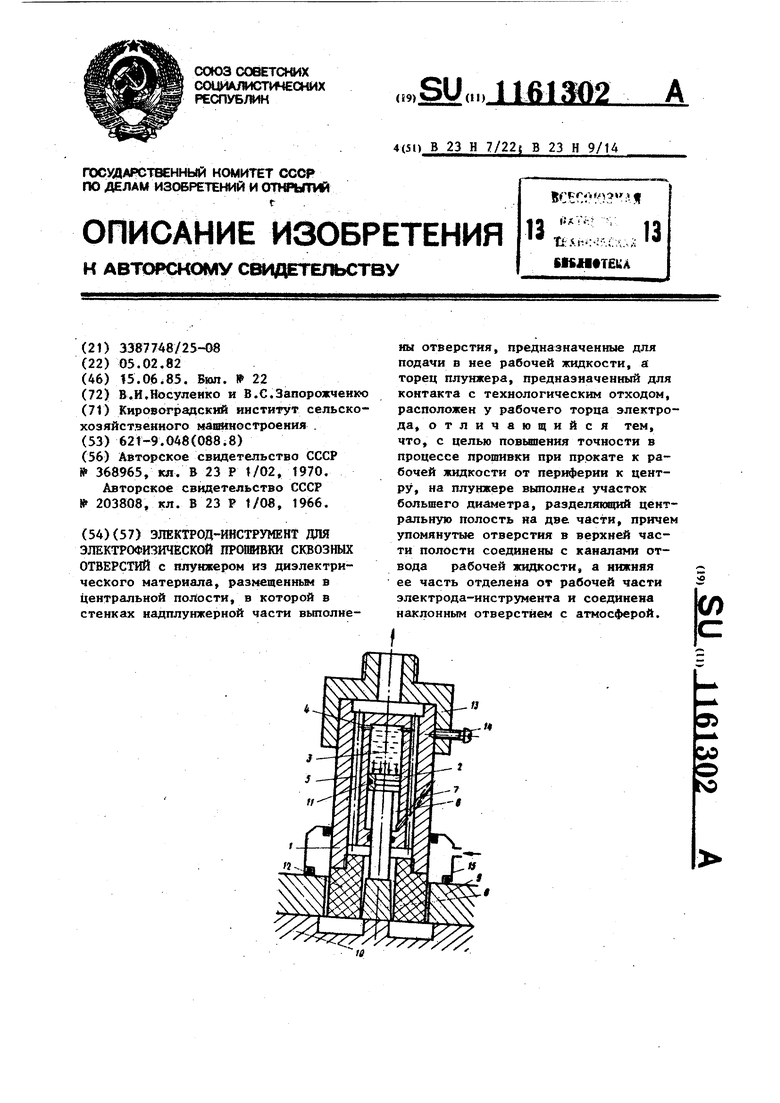
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для электроискровой обработки деталей | 1966 |
|
SU203808A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
