Изобретение относится к приспособлениям для обработки рабочих профилей кулачков методом огибания.
Отличительная особенность предложенного приснособления, по сравнению с известными устройствами подобного рода, заключается в применении подвижного червяка с неподвижным сектором червячного колеса в сочетании с синусоидальным механизмом и независимым приводом, связанными между собой жесткой кинематической цепью.
Л еханизмы эти смонтированы на подвижной плите, которая в зависимости от настройки приводится во вращение или в поступательное перемещение в зависимости от заданного движения относительно цапфы.
Эта плита жестко связана с неподвижной и.читой. укрепленной на столе станка.
Такое устройство приспособления обеспечивает возможность автоматизации обработки профилей пространственных и дисковых кулачков разных размеров как с вращательным, так и с поступательным движением ведомых звеньев кулачковых механизмов с равномерной скоростью или с ускорениями, изменяющимися по синусоидальному и;п1 косинусоидальному законам.
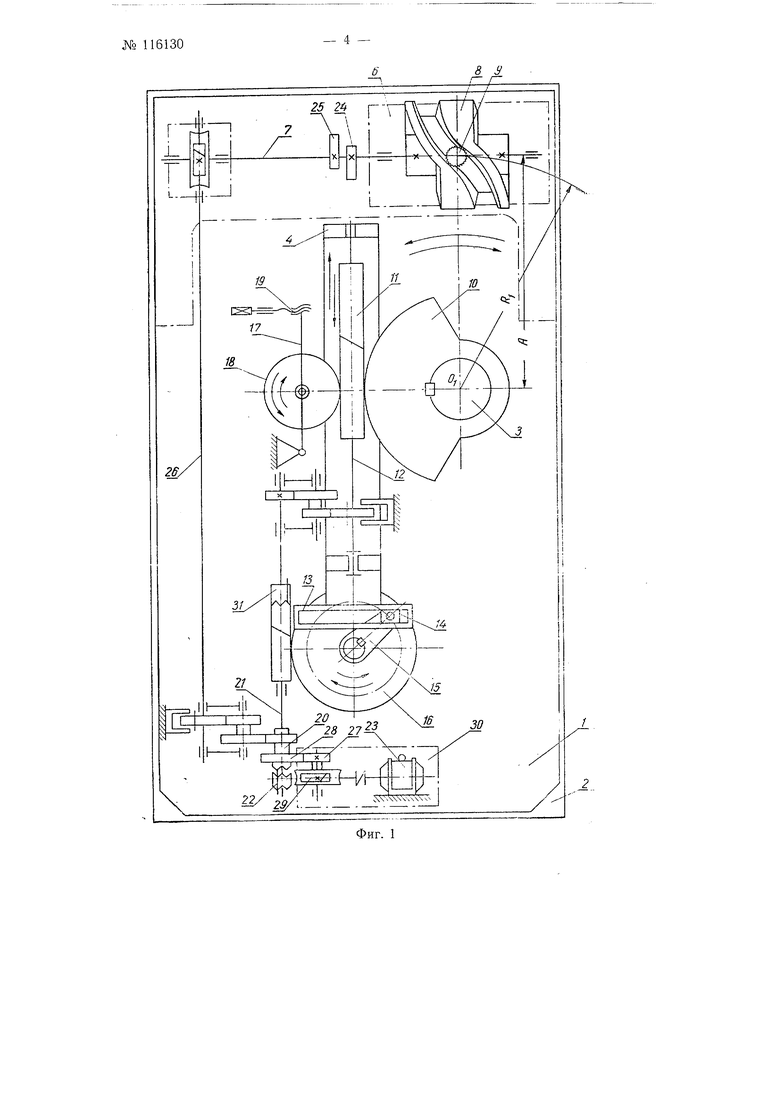
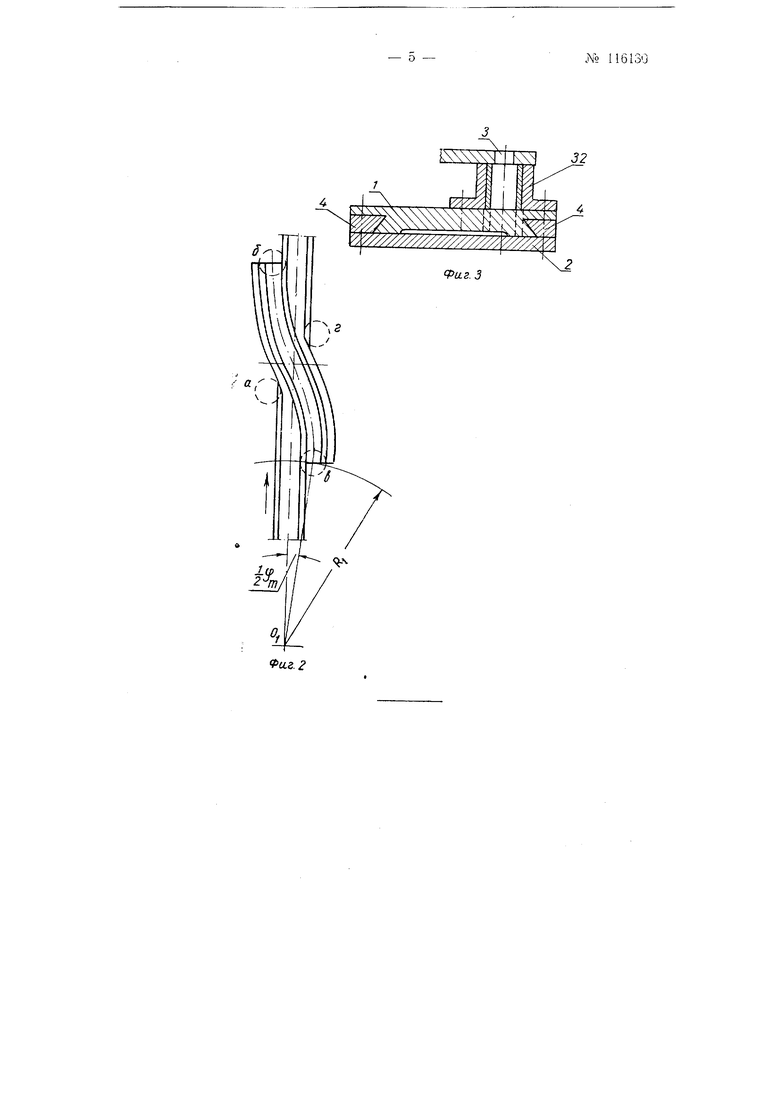
На фиг. 1 изображена в качестве примера кинематическая схема приспособления, настроенного на автоматическую обработку пространственного кулачка-улиты по синусоидальному закону движения; на фиг. 2 - развертка кулачка-улиты; на фиг. 3 поперечный разрез подвижной и 1 еподвижной плиты приспособления.
Приспособление, настроенное на авто.чатическую обработку пространственного кулачка-улиты по спнусоидаль о 1у закону движения, состоит в основном из подвижной плиты /, на которой смонтированы все элементы кинематической схемы, и п.литы 2, неподвижно зак 1епляемой на столе вертикально-фрезерного станка.
В зависимости от настройки плита / может .шбо вращаться вокруг неподвижной напфы 3, жестко связанной с п.:1итой 2, .чибо перемеи1,а/ься поступательно относительно плиты 2 в направляющих пла1П ах 4. Вдоль плиты / могут перемещаться и закрепляться в нужном положении салазки 5, на которых укреплены червячный редуктор и сменный кронштейн 6 с валом 7, npHBO.T,Hnj,nM в движение заготовку 8 кулачка. Расстояние А от центра напфы 3 до осн вала 7, устанавливается равным расстоянию между осью кулачка и центром вращения ведомого звена ку.тачкоЕого механизма.
Расстояние R от центра цапфы 3 до оси фрезы 9 устанавливается равным расстоянию от центра вращения ведомого звена до центра ролика.
На цапфе 3 неподвижно закреплен сектор червячного колеса 10, с которым сцеплен однозаходный червяк //.
Вал 12 червяка // укреплен на подшипниках в корпусе по.тзула с таким расчетом, чтобы он не имел в нем осевых перемещений.
На конце ползуна установлена рамка 13, ось которой строго пернендикулярна оси вала 12. В направляющих этой рамки помещается без люфтов камень 14, который щарнирно соединен с цапфой кривошипа /;, Подншцники оси кривонлипа 15, на которой жестко посажено червячное колесо 16, закреплены в корпусе плиты /. Длина плеча этого кривошипа может регулироваться при настройке. Для предотвращения изгиба вала 12 во время работы на жестком качающемся рычаге 17 шарнирпо закреплено червячное колесо 18, которое прижимается -к червяку // винтом 19. Втулка 20 свободно сидит на валу 21 и может быть сцеплена с валом 21 посредством включения муфты 22, сидящей на том же валу па скользящей шпонке. При включении электродвигателя 23 заготовка 8 кулачка получает равномерное вращение вокруг своей оси. Нри этом вращаюилаяся фреза 9, ось которой остается неподвижной, обрабатывает левую сторону блокирующей части кулачка, как это показано на развертке кулачка-улиты, изображенной на фиг. 2. Когда фреза переходит из положения а в положение б кулачок 24 включает муфту 22. В этот момент начинается вращение плиты / вокруг цапфы 3, жестко связанной с неподвижной плитой 2. Новорот плиты / вокруг цапфы 3 осуществляется в результате вращения червяка // вокруг своей оси и одновременнкго перемещения его вдоль оси вместе с ползуном вследствие вращения кривошипа ./5.
Угол f поворота плиты / изменяется, согласно уравнению:
7-(2T.- -siH2 4 y(П
I I
где: ,- максимальный уго.т поворота ведомого звена кулачкового механизма;Т - время, в течение которого ведомое звено повернется на
угол -- f,„;
f-текущий угол поворота; / - текущее время.
При этом фреза обработает криволинейный паз по профилю, обеспечивающему движение ведомого звена с ускорением, изменяющимся по синусоидальному закону.
Когда плита 1 повернется на угол --- о,,,, будет закончена обработка криволинейной части кулачка, и фреза окажется в точке в (фиг. 2). В этот момент кулачок 24 выключает муфту 22 и начинается обработка правой стороны блокирующей части заготовки кулачка. По окончании обработки, когда фреза окажется в точке г, кулачок 25 выключит электродвигатели.
Необходимое соотношение скоростей вращения заготовки, червяка 11 и кривошипа 15 устанавливается посредством подбора сменных шестерен между валами 26 и 21 к между валами 2} и 12. Величина подачи устанавливается подбором сменных шестерен 27 и 28. Электродвигатель 23 смонтирован вместе с червячным редуктором 29 на салазках 30, которые могут перемещаться при необходимости смены шестерен 27 и 28. Диаметр фрезы 9 при чистовой обработке берется равным диаметру ролика ведомого звена. При черновой обработке диаметр фрезы берется меньше диаметра ролика на величину, зависяш,ую от припуска, оставляемого на последуюш;ую обработку. Скорость враш,ения фрезы выбирается, исходя из принятой скорости резания.
Если при настройке выключить враш.ение червяка //, но оставить вращение кривошипа 15, то угол f поворота плиты / вокруг цапфы 3 будет изменяться согласно уравнению:
При этом фреза обработает профиль кулачка, обеспечивающий движение ведомого звена с ускорением, изменяющимся по косинусоидальному закону.
Если при настройке выключить посредством муфты 31 вращение кривошипа /5, но оставить врап;ение червяка II, то фреза обработает профиль кулачка, обеспечивающий равномерную скорость вращения ведомого звена.
При настройке приспособления на обработку кулачков с поступательным движением ведомого звена необходимо корпус подшипника 32 (фиг. 3), сопряженного с цапфой 5 и направляющие планки 4 освободить от связи с плитой /, и затем жестко скрепить эти планки с плитой 2. При этом плита / получит возможность поступательно перемещаться относиTc.iLiio плиты 2, но не сможет вращаться относительно цапфы 3. Для свободного прохода цапфы 3 в плите / сделано продольное окно.
В этом случае при приведенных выше настройках кинематических цепей могут быть обработаны профили кулачков, обеспечивающие поступательное движение ведомых звеньев с равномерной скоростью или с ускорениями, изменяющимися по синусоидальному и косинусоидальному законам в соответствии с уравнениями (1) и (2), в которых величины угловых перемещений f будут заменены величинами линейных перемещений Л плиты / относительно плиты 2. Для обработки кулачков на приспособлении не требуется ни разметка профиля на заготовке кулачка, ни вычисление координат точек профиля.
Предмет изобретения
Приспособление для обработки рабочих профилей кулачков методом огибания, отличаюшееся тем. что, с целью автоматизации обработки профилей пространственных и дисковых кулачков разных размеров как с вращательным, так и с поступательным движением ведомых звеньев кулачковых механизмов с равномерной скоростью или с ускорениями, изменяющимися по синусоидальному или косинусоидальному законам, применен подвижный червяк с неподвижным сектором червячного колеса в сочетании с синусоидальным механизмом и независимым приводом, связанными между собой жесткой кинематической цепью, смонтированные на однлй вращающейся или поступательно перемещающейся по заданному закону движения относительно цапфы, в зависимости от настройки, подБил ной плите, жестко связанной с неподвил ной плитой, укрепленной на столе станка.
№ 116130
(1-cos--).(2)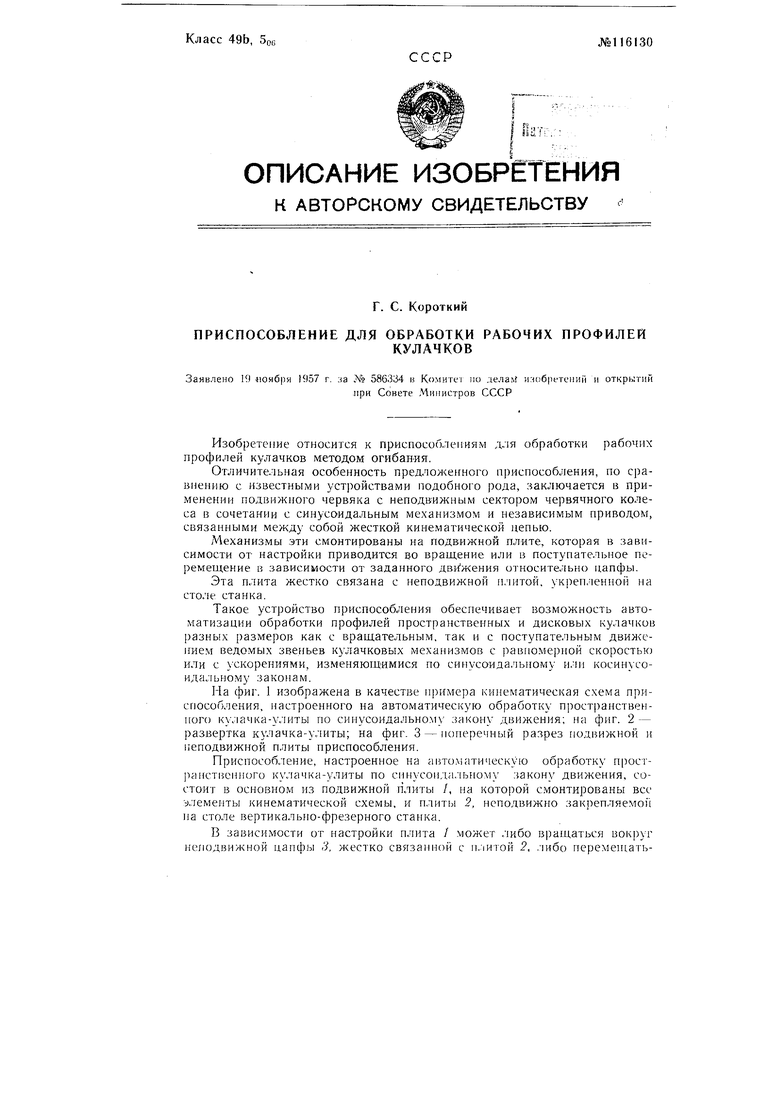
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИСПОСОБЛЕНИЕ ДЛЯ ОБРАБОТКИ КУЛАЧКОВ | 1973 |
|
SU387793A1 |
| Способ изготовления конических зубчатых колес с зубцами эвольвентного очертания в продольном направлении | 1939 |
|
SU59129A1 |
| Манипулятор | 1984 |
|
SU1194673A1 |
| Станок для обточки изделий по спирали | 1936 |
|
SU49713A1 |
| Токарный автомат | 1980 |
|
SU884897A2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙКУЛАЧКОВ | 1972 |
|
SU423579A1 |
| УСТРОЙСТВО ДЛЯ РАСКРЫТИЯ И СМЕНЫ ШТАМПОВ | 1992 |
|
RU2048948C1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1994 |
|
RU2082602C1 |
| Грунтометатель | 2023 |
|
RU2818223C1 |
| Устройство для обработки трохоидальных поверхностей | 1975 |
|
SU549324A1 |