1
Предлагаемое устройство может быть иснользовано для обработки кулачков,толкатель которых движется по законам конических сечений (параболам, гиперболам и т. д.).
Известно устройство для изготовления профилей кулачков с механизмом-построителем, воздействующим на исполнительный орган.
Для оббспечения изготовления .профиля кулачков, толкатель которых движется по различным законам конических сечений, механизм-построитель предлагаемого устройства выполнен в виде звена, приводимого во вращепие вокруг оси, меняющей свое положение в пространстве относительно вертикали в зависимости от закона движения толкателя, и связанного четырехподвижиьим соединением с рамой, несущей иопол:нительный орган.
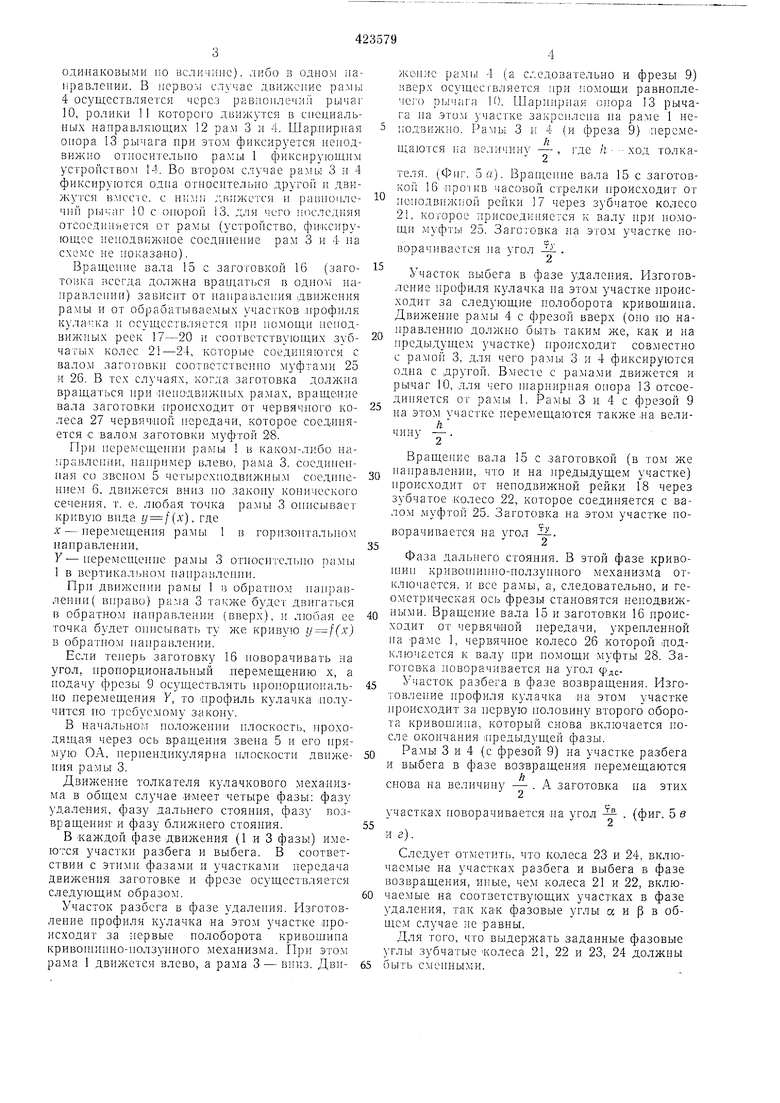
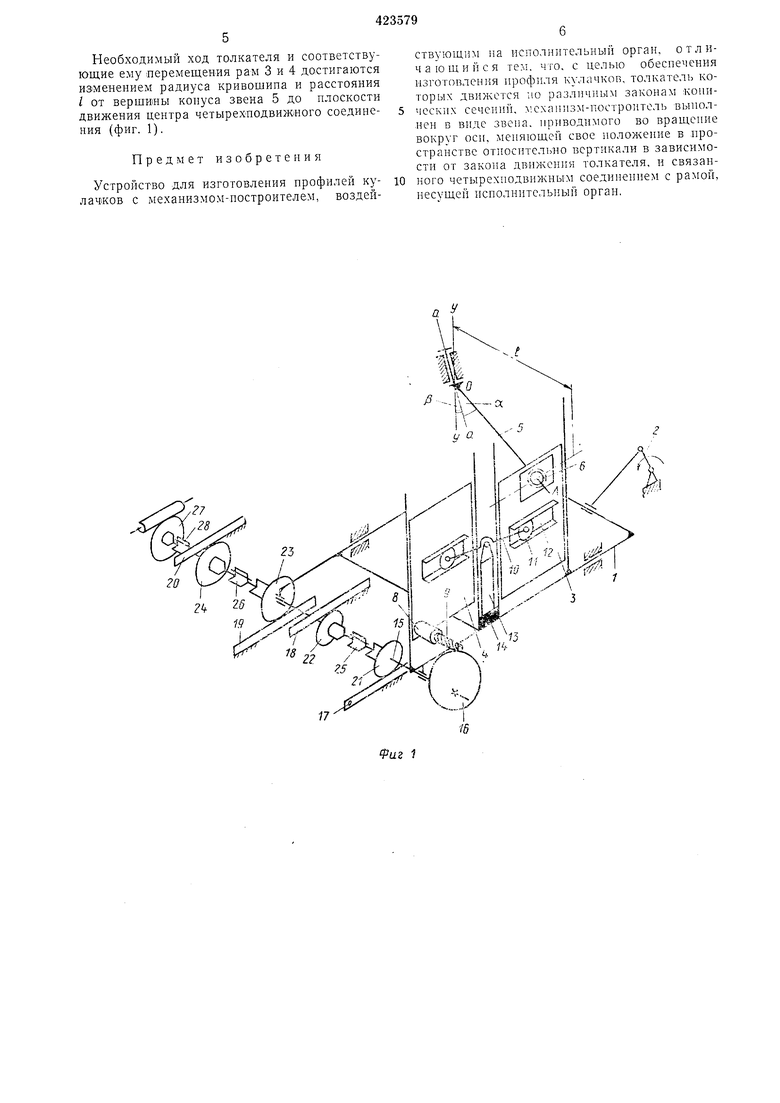
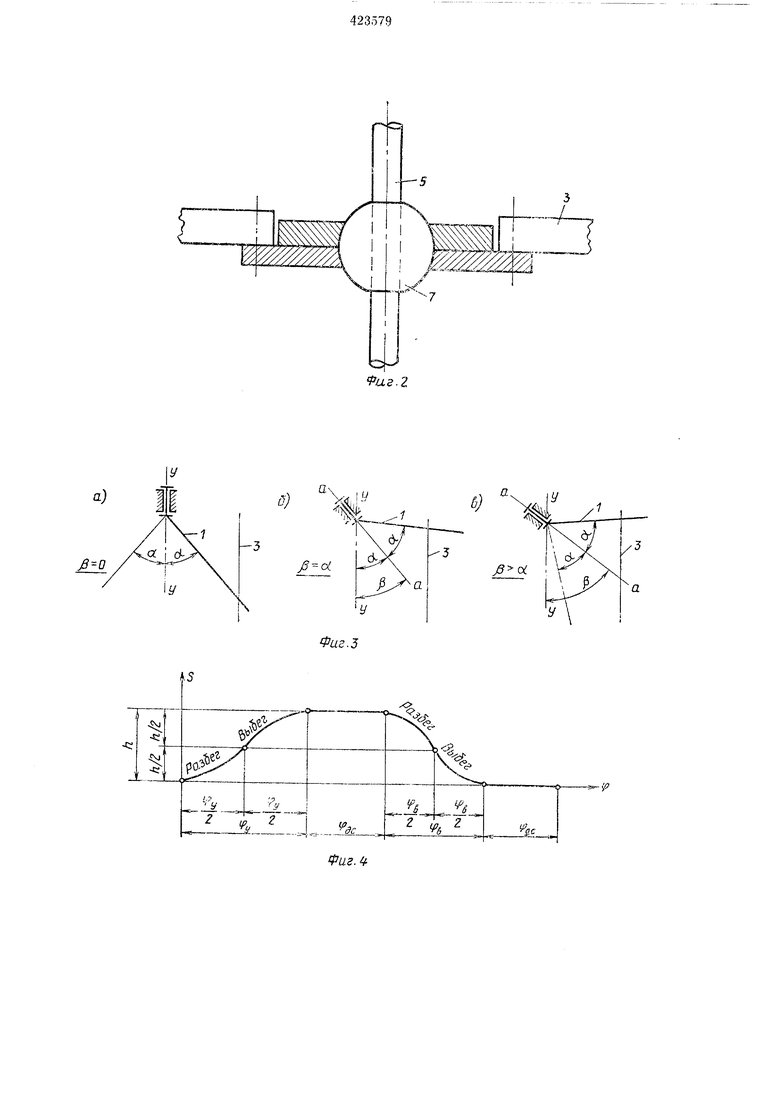
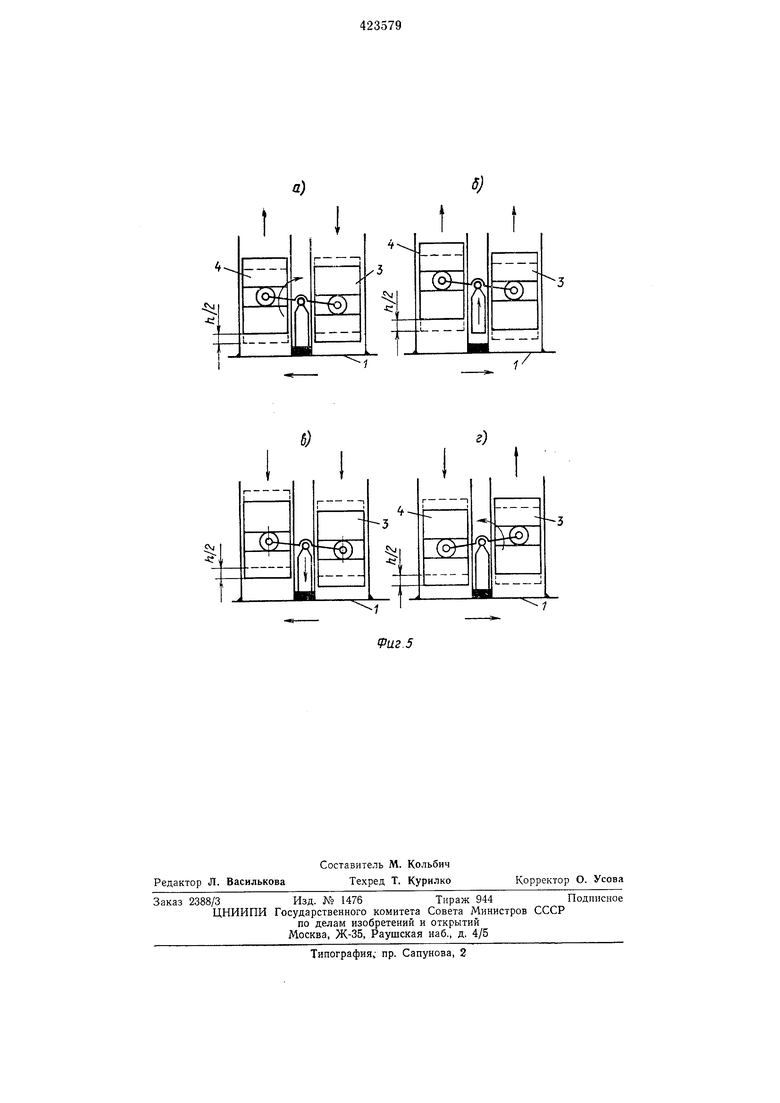
На фиг. 1 изображена кинематическая схема устройства; на фиг. 2 - вариант исполнения четырехподвижного соединения; iHa фиг. 3-схемы положения звена 5; «а фиг. 4 - диаграм1ма перемещения толкателя кулачкового механизма; «а фиг. 5 - схемы направлений движения рам на различ1ных участках в фазах движения толкателя (пунктирными линиями показаны положения рам в пачале участка, сплоншылш - в конце).
Устройство состоит из рамы 1, которая, являясь ползуном кривошинно-ползунного механизма может двигаться от кривошипа 2
2
возвратно-постунательно в горизонтальном направлении (привод на вал крнвогнпна на схеме не показан), и рам 3 и 4. которые имеют возможность перемещаться относительно рамы 1 в вертикальном направлении. Рама 3 соединена со звеном 5 четырехподвижным соединением 6 с шаровым звено.м 1 (фиг. 2), допускающим три независимых вращательных движения относительно точки О и одно поступательное движение вдоль оси звена 5. Такое соединение может быть выполнено иначе.
Звено 5 может вращаться отпосительно оси а-а, составляющей с вертикалью У-) некоторый угол р, который можно изменять в зависпмостн от того, по какому закону требуется изготовить профиль кулачка:
если угол (. то профиль кулачка обеснечпт движение толкателя по гиперболическому закону;
если угол (а - половина угла при вершине конуса), то движение толкателя будет по параболическому закону;
если угол , то движение толкателя будет но эллиптическому закону.
На раме 4 укреплен двигатель 8, приводящпй фрезу 9, обрабатывающую профиль кулачка. Движение рамы 4 может происходить либо в направлении, противоположном движению рамы 3 (по нх перемещения должны быть
одинаковыми по величине), либо в одном наиравлепии. В лервом случае движение рамы 4 осуществляется через равионлечи рычаг 10, ролики 11 которого движутся в снециальных направляющих 12 рам 3 и 4. Шартшрная опора 13 рычага при этом фиксируется иеподвижио отиоеительпо рамы 1 фиксирующим устройством 14. Во втором случае рамы 3 и 4 фиксируются одна относительно другоГг г; движутся BMCCie. с ними ;вижется и равноплечий рычаг 10 с onopoii 13. для чего последняя отсоединяется от рамы (устройство, фи кснрующее неподвкЖНое соединепие рам 3 и 4 па схеме не ьоказатю).
Вращение вала 15 с заготовкой 16 (заготовка всегда должна вран1ат1 ся в одном направлепии) зависит от направления движения рамы и от обрабатываемых участков .профиля кулачка и осуществляется при помощи пеподВИЖ11ЫХ реек 17-20 и соответствующих зубчатых колес 21-24, Тчоторые соединяются с валом заготовкп соответственно муфтами 25 и 26. В тех случаях, когда заготовка должна вращаться нри а1енодвижных рамах, вращение вала заготовки ттроисходит от червячного колеса 27 червяч ной нередачи, которое соедипяется с -валом заготовки муфтой 28.
При перемещепии рамы 1 и каком-либо направлении, папример влево, рама 3. соединенная со звеном 5 четырехподвижпЕл.м соед1П1еннем 6, движется вниз по закону конического сечения, т. е. любая точка рамы 3 оиисывает кривую вида (x), где
X - перемещения рамы 1 в горизо1ггальном направлении,
Y-перемещение рамы 3 отиосптельпо рамы 1 в вертикальном паправлепии.
При движении рамы 1 в обратнол- иаиравлеини( вправо) рама 3 также будет двигаться в обратном нанравлении (вверх), и любая ее точка будет описывать ту же кривую y f(x) в обратпом паправлепии. Если теперь затотовку
16 поворачивать на угол, тфопорциональный перемещению х, а
подачу фрезы 9 осуществлять пропорционально перемещения Y, то профиль кулачка ттолучится по требуемому закону.
Б пачальнолт положенпи плоскость, проходящая через ось вращения звена 5 и его прямую ОА, перпендикулярна плоскости движения рамы 3.
Движение толкателя кулачкового механизма в общем случае имеет четыре фазы: фазу удаления, фазу дальнего стояния, фазу возвращени5ти фазу ближнего стояния.
В каждой фазе движения (1 и 3 фазы) имеются участки разбега и выбега. В соответствии с этими фазами и участками передача движения заготовке и фрезе осуществляется следующим образом.
Участо-к разбега в фазе удалеиия. Р1зГотовление профиля кулачка на это.м участке происходит за первые полоборота кривоя1ипа кривоншнно-ползунного механизма. При этом рама 1 движется влево, а рама 3 - вниз. Движенме рам1) 4 (а с„.едозательно и фрезы 9) нверх осуществляется фи помощ-и равноплечего рычага 10. Шарнирная опора 13 рычага на этом участке закреплена па раме 1 неподвижно. Рамы 3 п 4 (и фреза 9) персмеh
щаюття на величину - , где п - - ход толкателя. (Фиг. 5 а). Враи1,епие вала 15 с заготовкой 16 npoiHB часовой стрелки происходит от пеподвижпой рейки 17 через зубчатое колесо 21. которое присоединяется к валу ири помо ци муфть 25. Заготовка на этом участке поворачивается па угол - .
fi
Участок выбега в фазе удаления. Р1зготовление профиля кулачка на этом участке фоисходит за следующие полоборота кривощипа. Движение рамы 4 с фрезой вверх (опо но направлению должно быть таким же, как и на предыдущем участке) гфоисходит сов.местно с рамой 3, для чего рамы 3 и 4 фиксируются одпа с другой. Вместе с рамами движется и рычаг 10, для чего П1арпирная опора 13 отсоединяется от рамы 1. Рамы 3 и 4 с фрезой 9 на этом участке перемещаются также на велиh
чину у.
Вращение вала 15 с заготовкой (в том же направлении, что и на нредыдущем участке) происходит от неподвижной рейки 18 через зубчатое колесо 22, которое соединяется с валом муфтой 25. Заготовка на этом участке поУГОЛ .
ворачивается па
Фаза дальнего стояния. В этой фазе кривоП1ИИ кривон1иипо-ползупного механизма отключается, и все рамы, а, следовательно, и геометрическая ось фрезы становятся неподвижпыми. Вращение вала 15 и заготовки 16 происходит от червячиой передачи, укрепленной па раме 1, червячное колесо 26 которой подключается к валу при помощи муфты 28. Заготовт а поворачивается па угол фдсУчасток разбега в фазе возвращения. Изготовление профиля кулачка на этом участке происходит за первую половипу второго оборота кривошипа, который снова включается поеле окончания тфедыдущей фазы.
Рамы 3 и 4 (с фрезой 9) на участке разбега и выбега в фазе возвращения перемещаются
снова на величину - . А заготовка па этих участках поворачивается па угол - . (фиг. 5s
иг).
Следует отметит, что колеса 23 и 24, включаемые на участках разбега и выбега в фазе возвращения, иные, чем колеса 21 и 22, включаемые на соответствующих участках в фазе удаления, так как фазовые углы ее и р в общем случае не равны.
Для того, что выдержать заданные фазовые углы зубчатые колеса 21, 22 и 23, 24 должны быть сменными.
Необходимый ход толкателя и соответствующие ему перемещения рам 3 и 4 достигаются изменением радиуса кривошипа и расстояния / от вершииы конуса звена 5 до плоскости движения центра четырехподвижного соединения (фиг. 1).
Предмет изобретения
Устройство для изготовления профилей кулачков с механизмом-построителем, воздействующнм на исполнительный орган, отличающийся тем, что, с целью обеспечения изготовления профиля кулачков, толкатель которых движется но различным законам конических сечений, механизм-построитель выполнен в виде звена, приводимого во вращение вокруг осн, меняющей свое положение в пространстве относительно вертикали в зависимости от закона движения толкателя, и связанного четырехподвижным соединением с рамой, несущей исполнительный орган.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИСПОСОБЛЕНИЕ ДЛЯ ОБРАБОТКИ КУЛАЧКОВ | 1973 |
|
SU387793A1 |
| Приспособление для обработки профиля параболических кулачков | 1960 |
|
SU144369A1 |
| Приспособление для обработки рабочих профилей кулачков | 1957 |
|
SU116130A1 |
| Устройство для уравновешивания приводов цикловых механизмов | 1980 |
|
SU926542A1 |
| Поворотное устройство | 1983 |
|
SU1128032A2 |
| Кулачок механизма газораспределения двигателя внутреннего сгорания | 1990 |
|
SU1751367A1 |
| УСТРОЙСТВО К МЕТАЛЛОРЕЖУЩЕМУ СТАНКУ ДЛЯ ИЗГОТОВЛЕНИЯ ЦИКЛОИДАЛЬНЫХ ЗУБЧАТЫХ КОЛЕС ЦЕВОЧНОГО ЗАЦЕПЛЕНИЯ | 1991 |
|
RU2009796C1 |
| Механизм качающегося стола ниткошвейной машины | 1989 |
|
SU1766711A1 |
| Приспособление для обработки глобоидальных кулачков | 1976 |
|
SU667338A1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВЫХ КАНАВОК С ПЕРЕМЕННЫМ ШАГОМ И РАДИУСОМ ПРОФИЛЯ | 2009 |
|
RU2429950C2 |
. I ;. Mbi. /. i
/.
5
s)
/
