Изобретение относится к поверхностнопластическому деформированию деталей.
Цель изобретения - повышение точности контроля за счет учета энергии ударов дроби, направленных под углом к контрольному элементу, и путем устранения импульсного характера регистрации нагрузки от действия дроби на контрольный элемент.
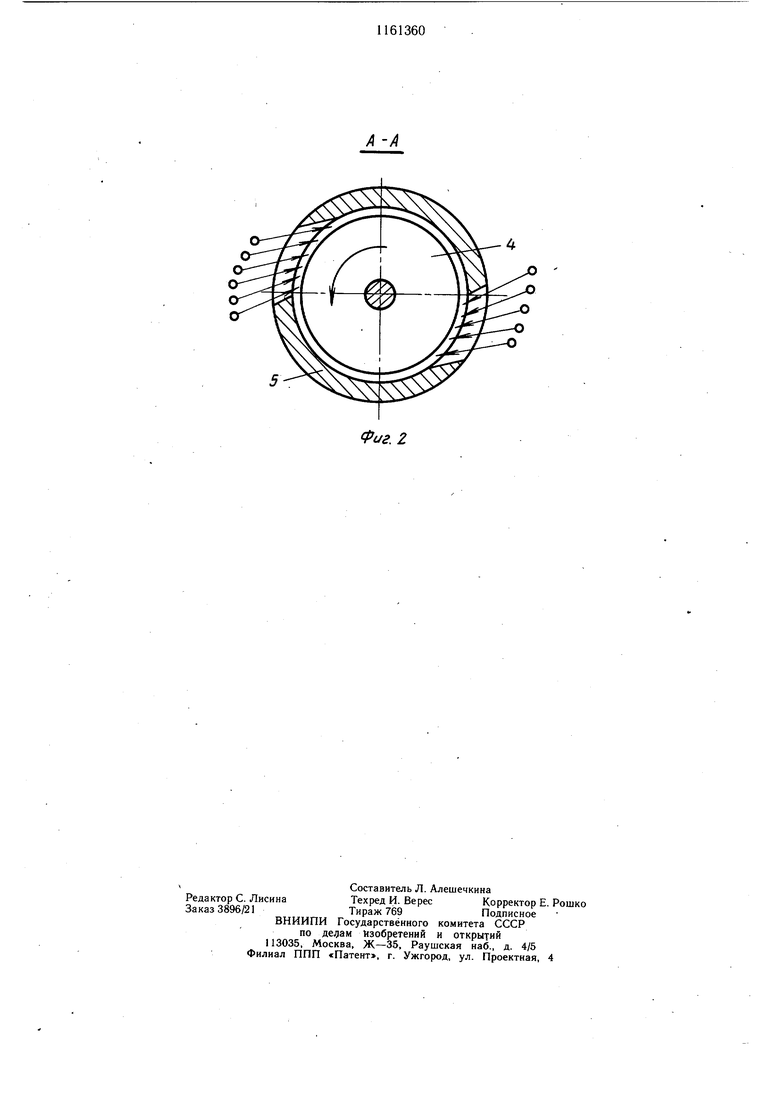
На фиг. 1 схематически представлено предлагаемое устройство, общий вид; на фиг. 2 - сечение А-А на фиг. 1.
Устройство содержит электродвигатель 1, один конец которого соединен шарнирно с упругим валом 2, вращающимся в подщипнике 3. На упругом валу 2 закреплен контрольный элемент 4, выполненный в виде диска и установленный с равномерным зазором, меньщим, чем диаметр обрабатывающей среды за экраном 5, который, в свою очередь, помещен в рабочую камеру 6. На дно последней загружены рабочие тела (щарики, дробь), а в верхней части камеры на фланце закреплена деталь (не показано). На противоположном конце вала электродвигателя закреплен центробежный регулятор 7, поддерживающий постоянство оборотов электродвигателя. Непосредственно на конце вала центробежного регулятора закреплен датчик частоты вращения привода, состоящий из диска 8, фотодиода 9, лампочки 10 и усилителя 11 фототока, которые регистрируют отклонение оборотов электродвигателя от постоянной величины.
Устройство работает следующим образом
Первоначально с помощью центробежного регулятора 7 от электродвигателя 1 задаются постоянные обороты контрольному элементу 4, помещенному в рабочей камере 6. Контрольный элемент 4, будучи закреп4ен на упругом валу 2, вращающемся в подщипнике 3, выбирает одно из возможных положений вращательного движения. При этом измерительным прибором фиксируется потребляемая мощность привода контрольного элемента 4 без осуществления процесса упрочнения для учета исходного состояния измерительной системы (трение в подщипниках привода, сопротивление воздущной среды и т. д.). Постоянство оборотов электродвигателя 1 регистрируется датчиком частоты вращения привода, включающим диск 8, фотодиод 9, лампочку 10 и усилитель 11 фототока. В процессе обработки поток щариков, проходя через окна экрана 5 и осуществляя встречный прямой удар и под углом к контрольному элементу 4, создает сопротивление вращению, вследствие чего упругий вал 2 выбирает новое положение относительно оси вращения, устанавливаясь :соответствующим образом к потоку щариков, летящих встречно и под углом к поверхности контрольного элемента 4, при этом потребляемая мощность привода вращения контрольного элемента максимальна. Измерительный прибор, связанный с усилителем И, например микроамперметр, показывает максимальный разностный ток, характеризующий суммарную кинетическую энергию потока щариков, при этом микроамперметр показывает значение тока, который имеет место не только при встречном прямом ударе потока рабочих тел (щариков, дроби и т. п.) о вращающийся контрольный элемент 4, но и при ударе, направленном под различными углами к нему. Таким образом, измеряют вначале потребляемую мощность привода пластины без осуществления процесса упрочнения для учета исходного состояния измерительной системы (трения в подщипниках привода, сопротивления воздущной среды и т.д.), а затем, производя замер потребляемой мощности привода пластины в процессе упрочнения, по величине разности замеров судят об интенсивности процесса. Так как изменение потребляемого приводом пластины тока пропорционально изменению кинетической энергии потока щариков, т. е. интенсивности процесса поверхностного пластического деформирования, то микроамперметр показывает истинную величину кинетической энергии (интенсивности процесса обработки).
Таким образом, предлагаемое устройство для контроля поверхностного пластического деформирования деталей позволяет повысить точность контроля путем обеспечения возможности учета энергии взаимодействия контрольного элемента с рабочимии телами при встречном прямом ударе потока дроби и при ударе под углом, а также путем устранения импульсного характера регистрации нагрузки от действия дроби на контрольный элемент.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля процесса поверхнос-ТНОгО плАСТичЕСКОгО дЕфОРМиРОВАНиядЕТАлЕй | 1978 |
|
SU837826A1 |
| Способ термомеханической обработки стальных изделий | 1977 |
|
SU711126A1 |
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2366560C1 |
| СПОСОБ УПРОЧНЕНИЯ ЦИЛИНДРИЧЕСКИХ ВИНТОВЫХ ПРУЖИН | 2011 |
|
RU2462519C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ С ИСПОЛЬЗОВАНИЕМ РОТОРНОГО ГЕНЕРАТОРА МЕХАНИЧЕСКИХ ИМПУЛЬСОВ | 2008 |
|
RU2366558C1 |
| РОТОРНЫЙ ГЕНЕРАТОР МЕХАНИЧЕСКИХ ИМПУЛЬСОВ ДЛЯ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2366559C1 |
| СПОСОБ УПРОЧНЕНИЯ ЦИЛИНДРИЧЕСКИХ ВИНТОВЫХ ПРУЖИН СЖАТИЯ | 2014 |
|
RU2595175C2 |
| Способ виброударной обработки деталей из титановых сплавов | 2020 |
|
RU2757881C1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2175594C1 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНО-УДАРНОГО УПРОЧНЕНИЯ | 2009 |
|
RU2433904C2 |
УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПРОЦЕССА ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ ДЕТАЛЕЙ, содержащее рабочую камеру с экраном, в котором с зазором расположен контрольный элемент, связанный с электродвигателем, отличающееся тем, что, с целью повышения точности контроля, оно снабжено упругим валом, один конец которого шарнирно связан с электродвигателем, а другой - с контрольным элементом, образующим с экраном равномерный зазор. (Л о: оо 05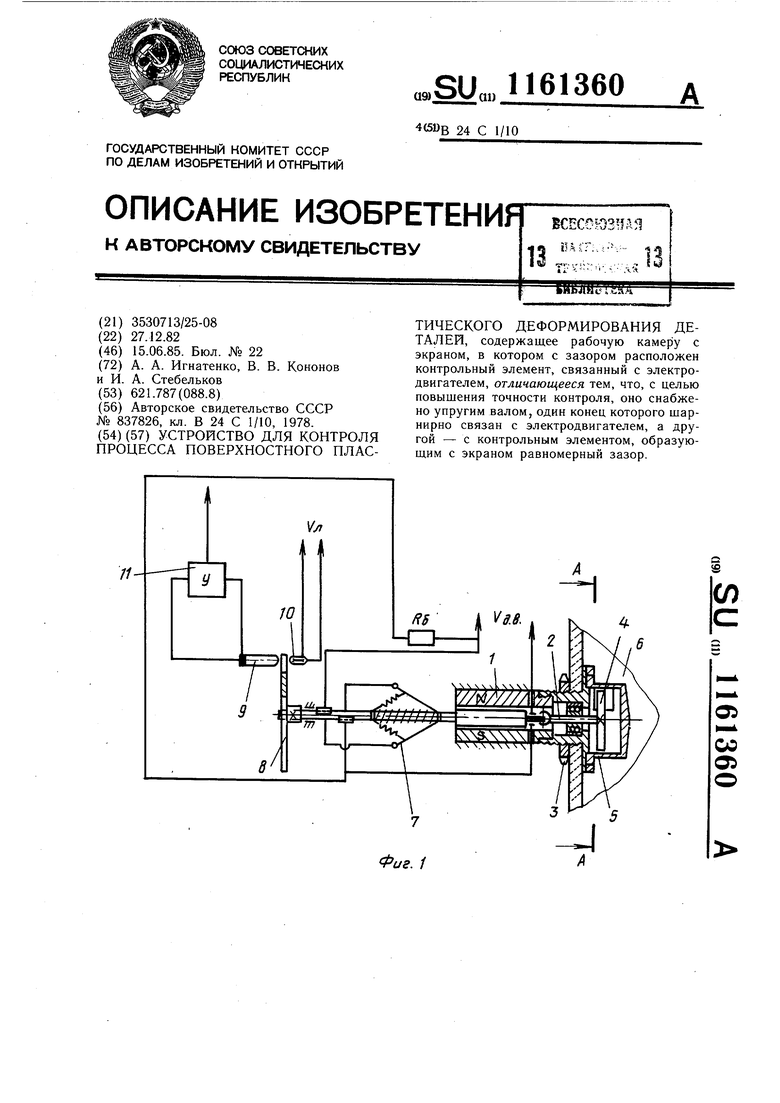
| Способ контроля процесса поверхнос-ТНОгО плАСТичЕСКОгО дЕфОРМиРОВАНиядЕТАлЕй | 1978 |
|
SU837826A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
