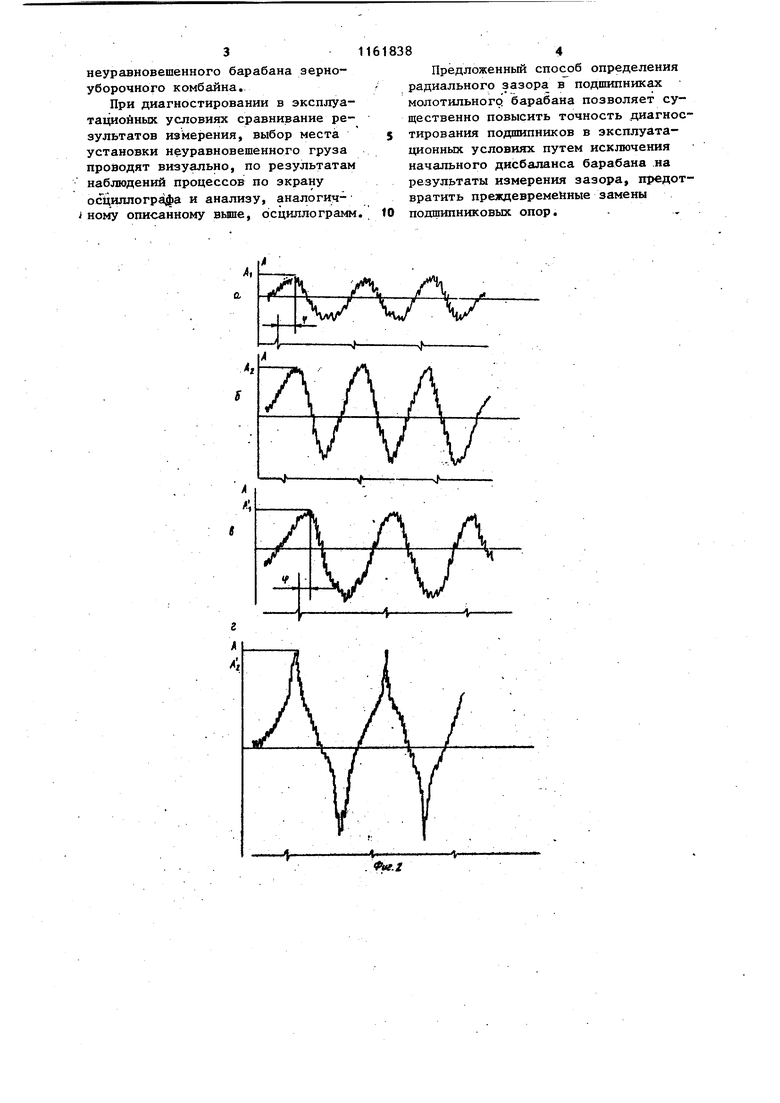
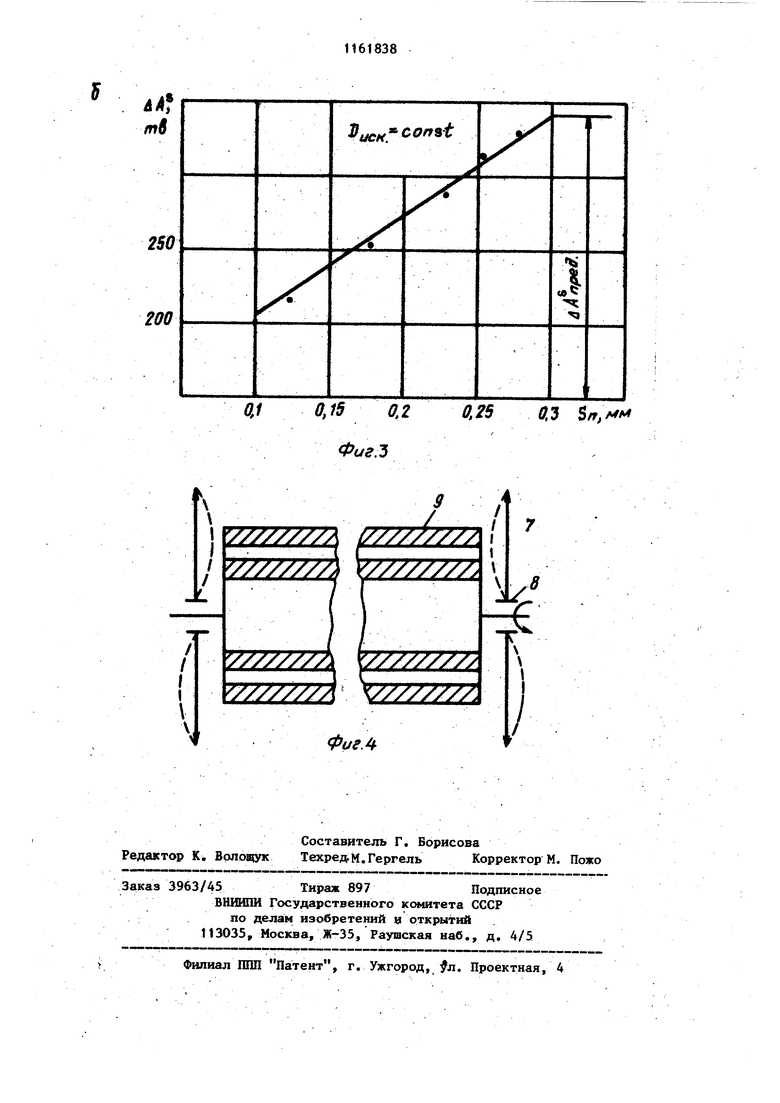
фаг. 1 Изобретение относится к диагности рованию сельско созяйственных машин в частности, зерноуборочных комбайнов. Известен способ определений радиального зазора в подшипниках молотильного барабана зерноуборочного комбайна, заключакяцийся в измерении амплитуды вибросигнапа опор lj . Недостаток способа состоит в том что он не позволяет определить с дос таточной точностыо величину радиального зазора подшипников, несущих неуравновешенн1лй рабочий орган роторного типа. При этом сложно выделить сигнал от зазора в подшипнике, когда значительно влияние дисбаланс на вибрационное состояние опоры ротора.,. Цель изобретения - повышение точности. Поставленная цель достигается тем что после измерения амплитуды поперечного виброперемещения тонкостенной несущей панели молотилки, на которой установлена подппшниковая опор устанавливают заданньй неуравновешенный груз под бич молотильного барабана так, чтобы направление вектора искусственного дисбаланса совпа дало с направлением вектора начально го дисбаланса молотильного барабана при его вращении, измеряют амплитуду виброперемещения панели и по величине разности амплитуд виброперемещения панели с искусственным и начальным дисбалансами при использовании заранее полученной эталонной зависимости приращения амплитуды виброперемещения панели от зазора в подшипнике судят о величине радиального зазора в подшипниках неуравновешенного молотильного барабана. Причем искусственный дисбаланс яолжен составлять 40000-70000 г.мм. На фиг. 1 представлена блок-схема аппаратуры для измерения зазоров в подшипнике; на фиг. 2(а,б,в,г) осциллограммы, полученные в результате осуществления способа; на фиг. 3 - график эталонной зависимос ти амплитуды виброперемещения панел от зазора в подшипниковой опоре; на фиг. 4 - схема молотильного барабана с опорами, установленными в тонк стенной опоре, вид спереди. Блок-схема аппаратуры (фиг. 1) содержит один канал, состоящий из последовательно соединенных вибропреобразователя 1, установленного на тонкостенной несущей панели 2 молотилки.комбайна, предварительного усилителя заряда 3, фильтра нижних частот 4, широкополосного усилителя 5 и регистрирующего прибора 6. Другой канал содержит соединенный с регистрирующим прибором 6 преобразователь опорного сигнала 7, установленный на подшипниковой опоре 8 молотильного барабана 9. Способ осуществляется следукнцим образом. Измеряют максимальную амплитуду поперечного виброперемещения тонкостенной несущей панели 2 от зазора в подшипнике. Первоначально измеряют виброперемещение А( панели 2 при установке подшипника с номинальным радиальным зазором S 0,12 мм без установки неуравновешенного груза на барабане (фиг. 2а). Приращение амплитуды вибросигнала при S 0,12 признается начальным. Затем под бич молотильного барабана (не показан) устанавливают неуравновешенный груз, равный 200 г, место установки которого определяется с помощью осциллограммы (фиг. 2q) при фиксировании угла (направление вектора искусственного дисбаланса) относительно опорной точки, соответствующего максимальной амплитуде виброперемещения панели 2 от действия начального дисбаланса. Таким образом обеспечивается совпадение векторов-начального и искусственного дисбалансов. Далее измеряют перемещение панели Aj при действии искусственного дисбаланса (фиг, 28) находят разность амплитуд виброперемэщения панели 2 ДА А2- А,. Аналогично проводят измерения при установке подшипника с зазором S 0,24 мм (фиг. 2Ь,), определяют приращение дА А - А{ . Зная эталонную зависимость приращения максимального виброперемещения панели от зазора в подшипнике (фиг. 3), определяют при заданном постоянном искусственном дисбалансе молотильного барабана радиальный зазор в подшипниковых опорах
31
неуравновешенного барабана зерноуборочного комбайна.
При диагностировании в эксплуатациойных условиях сравнивание результатов измерения, выбор места установки неуравновешенного груза проводят визуально, по результатам наблюдений процессов по экрану осциллографа и анализу, зналогичному описанному вьяпе, осциллограмм.
618384
Предложенный способ определения радиального зазора в подшипниках молотильного барабана позволяет существенно повысить точность диагностирования подшипников в эксплуатационных условиях путем исключения начального дисбаланса барабана на результаты измерения зазора, предотвратить преждевременные замены
10 подшипниковых опор.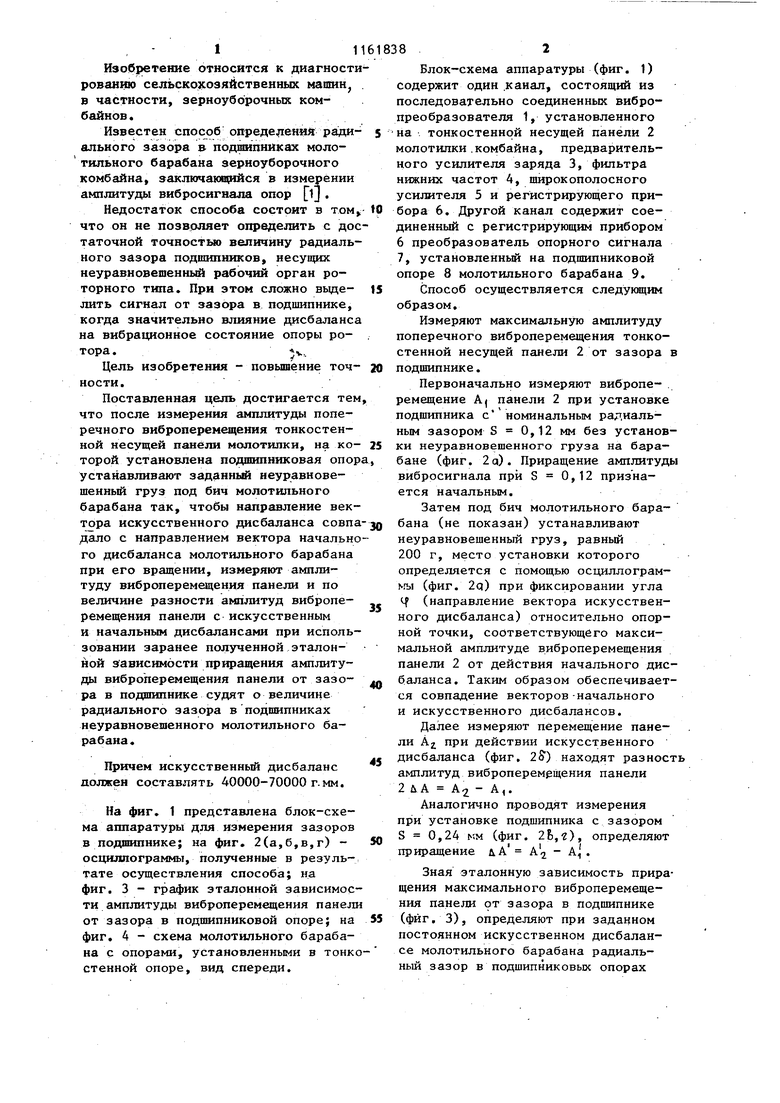
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ТЕХНИЧЕСКОГО СОСТОЯНИЯ МОЛОТИЛЬНОГО БАРАБАНА ЗЕРНОУБОРОЧНОГО КОМБАЙНА | 2007 |
|
RU2382543C2 |
| Способ определения жесткости направляющих подшипников двухопорных гидроагрегатов по результатам балансировки | 2022 |
|
RU2808322C2 |
| Бильный барабан | 2020 |
|
RU2751478C1 |
| УСТРОЙСТВО ДЛЯ ОБМОЛОТА ПРЕИМУЩЕСТВЕННО БОБОВ СОЛОДКИ | 1999 |
|
RU2150815C1 |
| Способ оценки технического состояния опорного подшипника рабочего органа | 1990 |
|
SU1809346A1 |
| Способ определения динамического дисбаланса ротора авиационного газотурбинного двигателя | 2016 |
|
RU2627750C1 |
| ДОМОЛАЧИВАЮЩЕЕ УСТРОЙСТВО КОЛОСОВОГО ВОРОХА | 2010 |
|
RU2425484C1 |
| Способ определения технического состояния молотильного барабана и устройство для его осуществления | 1981 |
|
SU950231A1 |
| СПОСОБ ДИНАМИЧЕСКОЙ БАЛАНСИРОВКИ РОТОРА ЦБН, ОСНАЩЕННОГО СИСТЕМОЙ МАГНИТНОГО ПОДВЕСА, В СОБСТВЕННЫХ ОПОРАХ | 2021 |
|
RU2803403C2 |
| СПОСОБ НАСТРОЙКИ БАЛАНСИРОВОЧНОГО СТЕНДА ДЛЯ ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ МАССОИНЕРЦИОННОЙ АСИММЕТРИИ РОТОРОВ | 2011 |
|
RU2453818C1 |
1. СПОСОБ ОПРЕДЕЛЕНИЯ РАДИАЛЬНОГО ЗАЗОРА В ПОДШИПНИКАХ МОЛОТИЛЬНОГО БАРАБАНА ЗЕРНОУБОРОЧНОГО К(ЖБАЙНА, заключающийся в измерении аьошитуды вибросигнала опор, о т л и ч а ю щ, и и с я тем, что, с целью повьвпения точности, после измерения амплитуды поперечного виброперемещения тонкостенной несущей панели молотилки, на которой установлена подшипниковая сшрра, устанавливают задан ный неуравновешенный груз . под бич молотильного барабана так, чтобы напра ление вектора искусственного дисбаланса совпадало с направлением вектора начального дисбаланса молотильного барабана при его вращении, измеряют амплитуду виброперемещения панели и по величине разности амплитуд виброперемещення панели с искусственным и начальнын дисбалансами при использовании зара нее полученной эталонной зависимости приращения амплитуды вибропереме§ щения панели от зазора в подашпнике судят о величине радиального зазора в подшипниках неуравновешенного молотильного барабана. 2. Способпо П.1, отличающийся тем, что искусственный дисбаланс должен составлять 40000.70000 г- мм. 00 00 00
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ определения радиального зазора подшипников | 1981 |
|
SU976324A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
